Изобретение относится к паяльному производству и может быть использовано при изготовлении биметаллических заготовок деталей, например биметаллических блоков цилиндров аксиально-поршневых гидромашин.
Цель изобретения - повышение коэффициента использования металла и снижение трудоемкости.
Указанная цель достигается тем, что в известном способе, при котором в тугоплавкой заготовке выполняют отверстия, в которых размещают формирующие стержни, собранный узел нагревают, расплавляя наплавляемый металл, а затем охлаждают, после чего удаление формирующих стержней совмещают с окончательной механической
обработкой биметаллической заготовки, отверстия выполняют глухими, перед наплавкой тугоплавкую заготовку и наплавляющий металл обрабатывают во флюсе, наплавляемый металл располагают между наплавляемой поверхностью и формирующим стержнем с образованием капиллярного зазора, к стержням прикладывают усилие, препятствующее их всплыванию в расплавленном металле, но меньшее усилия их разрушения от жидкометаллической хрупкости, нагрев под наплавку проводят в едином термическом цикле с закалкой тугоплавкой за- готовки. Формирующие стержни выполняют из графитовых материалов.
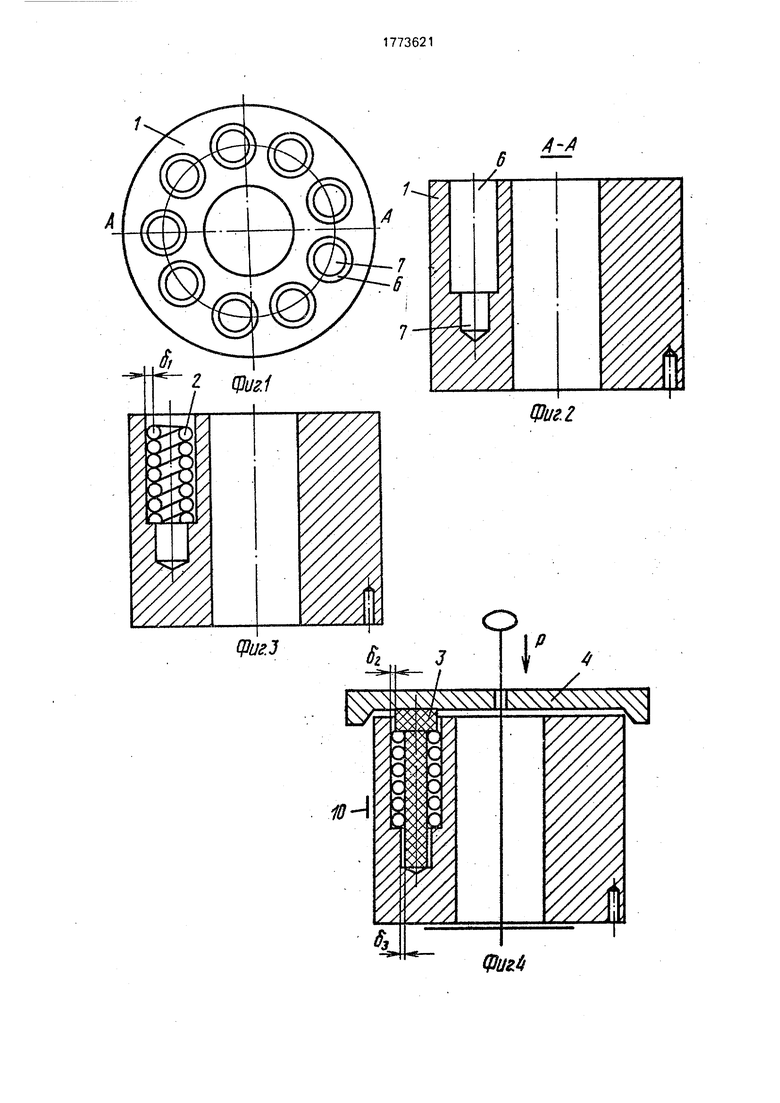
На фиг.1 внешний вид заготовки, верхний торец; на фиг.2 - сечение А-А на фиг 1;
00
о
ю
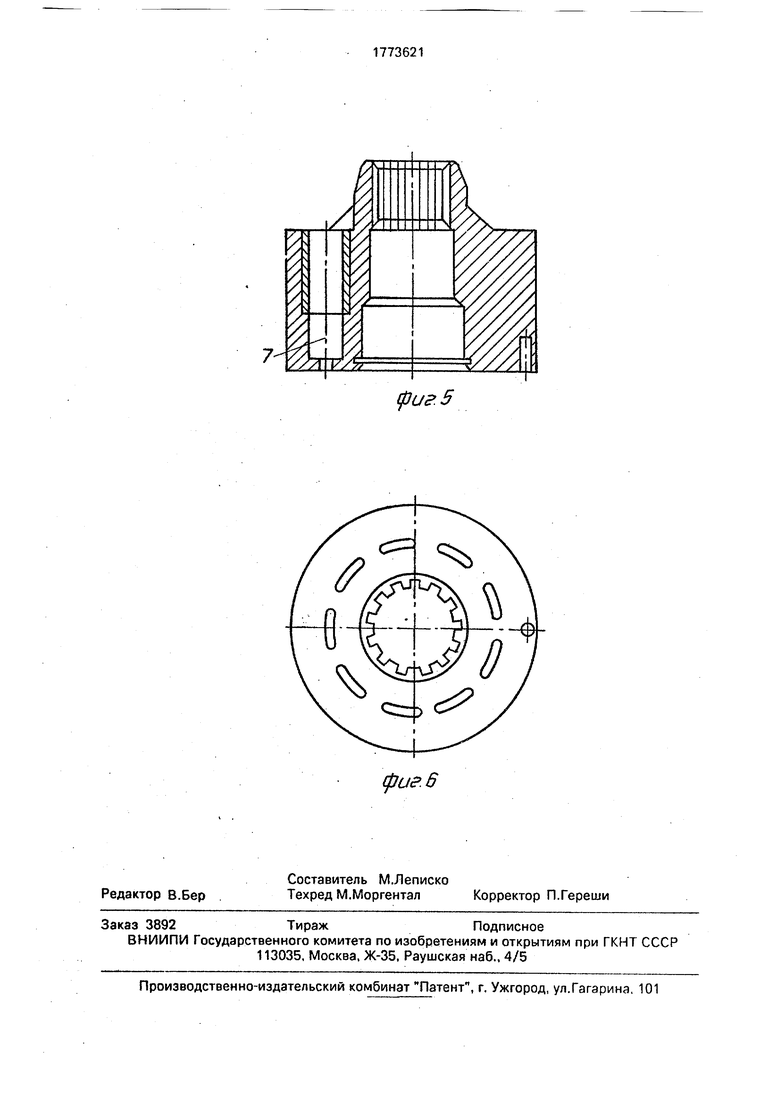
на фиг.З - размещение наплавляемого металла заготовки в одном из аксиальных отверстий; на фиг,4 - внешний вид собранного узла под наплавку; на фиг.5 - внешний вид блока цилиндров после окончательной механической обработки; на фиг.б - нижний торец корпуса блока цилиндров после окончательной обработки.
Пример. Детали представлены на фиг. 1-4; фиг.1 и 2 - тугоплавкая заготовка 1 из стали 40ХН2МА ГОСТ 4543-71, фиг.З - втулка 2 из бронзы Бр.ОФ6.5-0,4ТУ48-12- 33-86, фиг,4 - формирующий стержень 3 из графита, крышка 4 из жаростойкой и жаропрочной стали, оснастка 5 из жаростойкой и жаропрочной стали.
Заготовка выполнена в виде цилиндра, наружный диаметр которого составляет 134 мм, внутренний 40 мм, высота 117 мм. Кроме того, заготовка имеет девять глухих аксиальных отверстий 6 и 7 диаметром, 24,8 мм, глубиной 74 мм, диаметром 16 мм/лубиною 10 мм соответственно.
Втулка 2 выполнена из проволоки с наружным диаметром 24,7 мм, внутренним диаметром 15,7 мм, высотой 72 мм.
Заготовка, втулка 2 перед сборкой подвергаются флюсованию путем кипячения в водном растворе буры.
Подготовка узла под наплавку включает следующие технологические операции: в объеме аксиальных отверстий последовательно размещают втулки 2 и стержни 3. Размещение в отверстиях втулок и стержней осуществляется по скользящей посадке с капиллярными сборочными зазорами 5i, fe , 5з. Верхняя часть головок формирующих стержней выступает за торец заготовки на 3-4 мм. На эти выступы устанавливается крышка, которая препятствует возможности стержням всплывать в расплаве бронзы. Для транспортировки собранного узла используется оснастка.
Подготовленный под наплавку узел устанавливали в контейнер, на заготовке тугоплавкой крепили термопару. Контейнер закрывали крышкой с песочным затвором, термопару подключали к контрольно-измерительному прибору, а контейнер - к баллону с аргоном. После этого контейнер помещали в печь типа СНО, нагретую до 1100 ±10°С, заготовку нагревали до 950-970°С, затем выдерживали при этой
температуре в течение 15 мин. После этого контейнер извлекали из печи и заготовку охлаждали до 870±10°С. При этом нагрев, выдержку и охлаждение производили в среде проточного аргона - расход 6-8 л/мин.
При 870±10°С прекращали подачу аргона, вскрывали крышку контейнера, отсоединяли термопару, а заготовку помещали в другую печь типа СНО, нагретую до 870±10°С (без контейнера, среда-воздух), где заготовку выдерживали при этой температуре в течение 50 мин, после этого заготовку закаливали (масло, температура 40-45°С), после чего производили отпуск при 520±10°С в течение 2 ч, затем заготовку охлаждали на воздухе.
Формула изобретения
1. Способ наплавки, при котором в тугоплавкой заготовке выполняют отверстия, в которых размещают формирующие стержни, собранный узел нагревают, расплавляя наплавляемый металл, а затем охлаждают.
после чего удаление формирующих стержней совмещают с окончательной механической обработкой биметаллической заготовки, отличающийся тем, что, с целью повышения коэффициента использованмя металла и снижения трудоемкости, отверстия выполняют глухими, перед наплавкой тугоплавкую заготовку и наплавляемый металл обрабатывают во флюсе, наплавляемый металл располагают между
наплавляемой поверхностью и формирую- стержнем с образованием капиллярного зазора, к стержням прикладывают усилие, препятствующее их всплыванию в расплавленном наплавляемом металле, но
меньшее усилия их разрушения от жидкоме- таллической хрупкости, нагрев под наплавку проводят в едином термическом цикле с закалкой тугоплавкой заготовки.
2. Способ по п.1,отличающийся
тем, что формирующие стержни выполняют из графитовых материалов.
А-А
Фиг4
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических деталей | 1989 |
|
SU1704988A1 |
| Способ наплавки | 1987 |
|
SU1454600A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2292985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2004 |
|
RU2272696C1 |
| Контейнер для высокотемпературной пайки биметаллических втулок | 1988 |
|
SU1526939A1 |
| Способ изготовления биметаллических изделий | 1976 |
|
SU610608A1 |
| Способ изготовления биметаллического подшипника скольжения | 1991 |
|
SU1822373A3 |
| СПОСОБ НАПЛАВКИ | 1998 |
|
RU2133659C1 |
| Способ изготовления массивных биметаллических изделий наплавкой | 1984 |
|
SU1235647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ НАПЛАВКОЙ | 1991 |
|
RU2060869C1 |
Использование: изготовление биметаллических заготовок, например биметалличе- скихблоковцилиндров аксиально-поршневых гидромашин. Сущность изобретения: способ предусматривает размещение в стальном корпусе блока заготовок из бронзы и формирующих стержней из графита, к которым прикладывается усилие, а затем производится нагрев, изотермическая выдержка, охлаждение, после чего удаление формирующих стержней совмещается с окончательной механической обработкой биметаллической заготовки (детали). Способ позволяет расширить технологические возможности создания заготовок из биметалла сталь (40ХН2МА) - бронза (БР.ОФ6,5-0,4), повысить КИМ и снизить трудоемкость обработки за счет уменьшения технологических припусков, а также за счет совмещения температурно- временных режимов наплавки и закалки в едином термическом цикле. 6 ил. СЛ С
(риг 5
| Способ наплавки | 1987 |
|
SU1454600A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
