Изобретение относится к технологии очистки внутренней поверхности труб и может быть использовано в химической, газовой и других отраслях промышленности.
Цель изобретения - повышение качества и производительности очистки.
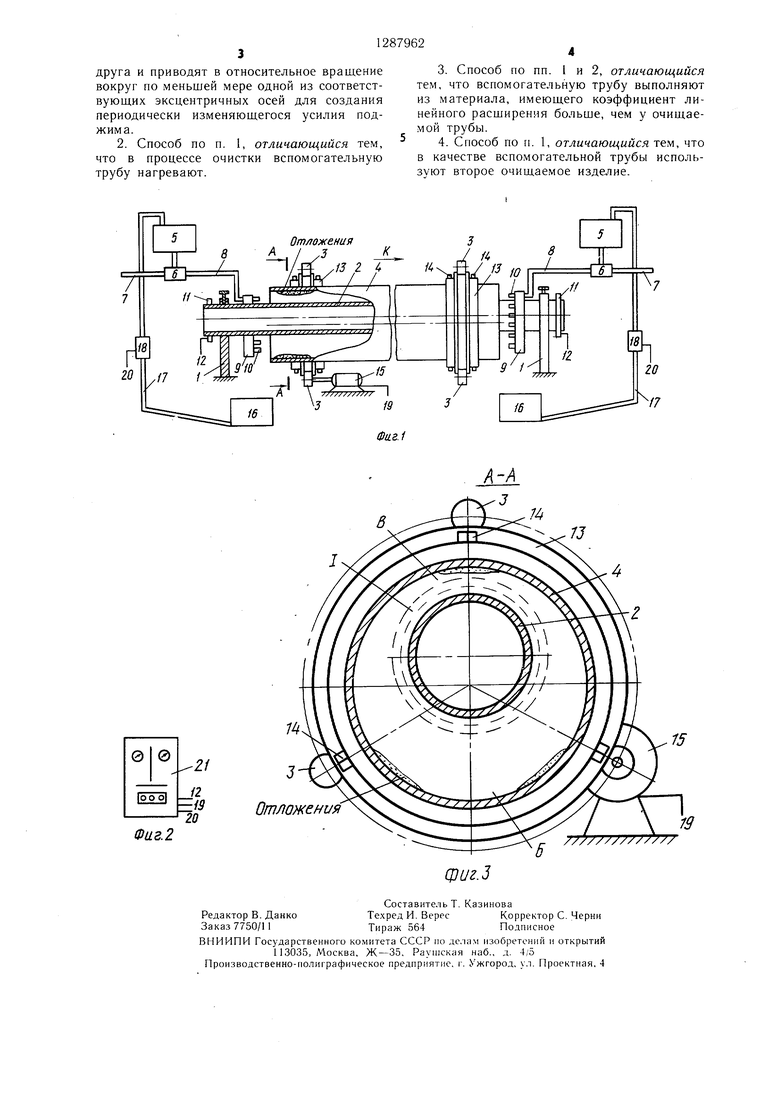
На фиг. 1 показана схема очистки с внутренней поверхности труб; на фиг. 2 - пульт управления; на фиг. 3 - разрез А-А на фиг. 1 (при нормальной и повышенной температуре внутренней трубы).
На стойке 1 устанавливается и закрепляется вспомогательная труба 2, выполненная из материала, имеюшего высокий коэффициент линейного расширения, например из красной меди. На роликах 3 установле- на очищаемая труба 4, подлежаш.ая очистке внутренней поверхности. Вспомогательная труба 2 установлена эксцентрично очищаемой трубе 4. Из емкости 5 абразивная смесь подается в смеситель 6, который трубопро10
воду 17 при помощи насоса 18 подается в емкость 5 для повторной очистки.
Во время очистки очищаемую трубу 4 вращают вокруг ее продольной оси. Коллектор 9 можно перемещать вдоль продольной оси очищаемой трубы 4 в зависимости от длины очищаемой трубы 11.
Очищаемая труба подвергается изменяющемуся действию потока сжатого воздуха с абразивом за счет эксцентричного расположения труб, что обеспечивает повышение производительности и качества очистки.
По мере очистки очищаемой трубы 4 по кабелю 12 подают электропитание к нагревателям 11.
При нагреве вспомогательная труба 2 увеличивается в диаметре (фиг. 3, I), при этом уменьпшется зазор между внутренней поверхностью очищаемой трубы 4 и наружной поверхностью вспомогательной трубы 2
водом 7 связан с магистралью сжатого 1зоз- 20 и улучп1ается воздействие абразива. Коэфдуха.
Из смесителя 6 по трубопроводу 8 абразивная смесь подается в коллектор 9 и через сопла 10 - в полость внутренней поверхности очищаемой трубы 4. На вспомо- ,5 гательной трубе 2 установлены нагреватели 11, к которым по кабелю 12 подводится электропитание. Очищаемая труба 4 устанавливается в обойму 13 и фиксируется в ней болтами 14. Вращение очищаемой трубы 4 вокруг ее продольной оси производит- ЗО ся при помощи роликов 3 и электродвигателя 15.
Отработанный абразив собирается в сборнике 16, а затем для повторного использования при очистке очищаемой трубы 4
фициент линейного расщирения вспомогательной трубы 2 должен быть выше коэффициента линейного расщирения очищаемой трубы 4. Во время очистки очищаемую трубу 4 вращают вокруг ее продольной оси. Коллектор 9 можно перемещать вдоль продольной оси очищаемой трубы 4 (не показано) в зависимости от длины очищаемой трубы 4.
В качестве вспомогательной трубы можно использовать и другую очищаемую трубу. При этом одновременно будут очищаться две трубы.
Процесс очистки по предложенному споподается в емкость 5 по трубопроводу 17 35 собу происходит в две стадии: в основном
при помощи насоса 18. Электропитание к электродвигателю 15 подается по кабелю 19, а к насосу 18 - по кабелю 20. Управление процессом очистки производится с пульта 21.
Очистка производится следующим образом.
На ролики 3 устанавливают очищаемую трубу 4, закрепленную в обойме 13. В очищаемую трубу 4 вводят вспомогательную трубу 2 и закрепляют ее на стойках 1, причем вспомогательную трубу 2 располагают эксцентрично очищаемой трубе 4. В смеситель 6 одновременно подают абразив из емкости 5 и сжатый воздух по трубопроводу 7. Из смесителя 6 абразив под давлением по трубопроводу 8 подается в коллектор 9, а затем через сопла 10 - на внутреннюю поверхность очищаемой трубы 4, и производится очистка.
Первоначально абразив подается в на40
45
50
поверхность трубы очищается в пространстве, где имеется наибольщий зазор В между трубами, а оставшиеся неочищенные отдельные участки лучше подвергаются очистке, где зазор В между трубами меньше. При этом в месте с меньшим зазором скорость абразива выше, что и повышает производительность и качество очистки.
Формула изобретения
1. Способ очистки труб, заключающийся в том, что очистку осуществляют абразивом, который поджимают к очищаемой поверхности, причем в качестве средства поджима абразива к очищаемой поверхности используют вспомогательную трубу, которую располагают с зазором относительно очищаемой поверхности изделия, а абразив перемещают в зазоре вдоль оси изделия, отличающийся тем, что, с целью повыщения
правлении стрелки К, а затем в обратном 55 качества и производительности очистки.
направлении. Отработанный абразив собирается в сборнике 16, а затем по трубопроизделие и вспомогательную трубу располагают с эксцентриситетом друг относительно
воду 17 при помощи насоса 18 подается в емкость 5 для повторной очистки.
Во время очистки очищаемую трубу 4 вращают вокруг ее продольной оси. Коллектор 9 можно перемещать вдоль продольной оси очищаемой трубы 4 в зависимости от длины очищаемой трубы 11.
Очищаемая труба подвергается изменяющемуся действию потока сжатого воздуха с абразивом за счет эксцентричного расположения труб, что обеспечивает повышение производительности и качества очистки.
По мере очистки очищаемой трубы 4 по кабелю 12 подают электропитание к нагревателям 11.
При нагреве вспомогательная труба 2 увеличивается в диаметре (фиг. 3, I), при этом уменьпшется зазор между внутренней поверхностью очищаемой трубы 4 и наружной поверхностью вспомогательной трубы 2
фициент линейного расщирения вспомогательной трубы 2 должен быть выше коэффициента линейного расщирения очищаемой трубы 4. Во время очистки очищаемую трубу 4 вращают вокруг ее продольной оси. Коллектор 9 можно перемещать вдоль продольной оси очищаемой трубы 4 (не показано) в зависимости от длины очищаемой трубы 4.
В качестве вспомогательной трубы можно использовать и другую очищаемую трубу. При этом одновременно будут очищаться две трубы.
Процесс очистки по предложенному спо
поверхность трубы очищается в пространстве, где имеется наибольщий зазор В между трубами, а оставшиеся неочищенные отдельные участки лучше подвергаются очистке, где зазор В между трубами меньше. При этом в месте с меньшим зазором скорость абразива выше, что и повышает производительность и качество очистки.
Формула изобретения
1. Способ очистки труб, заключающийся в том, что очистку осуществляют абразивом, который поджимают к очищаемой поверхности, причем в качестве средства поджима абразива к очищаемой поверхности используют вспомогательную трубу, которую располагают с зазором относительно очищаемой поверхности изделия, а абразив перемещают в зазоре вдоль оси изделия, отличающийся тем, что, с целью повыщения
изделие и вспомогательную трубу располагают с эксцентриситетом друг относительно
друга и приводят в относительное вращение вокруг по меньшей мере одной из соответствующих эксцентричных осей для создания периодически изменяющегося усилия поджима.
2. Способ по п. 1, отличающийся тем, что в процессе очистки вспомогательную трубу нагревают.
3.Способ по пп. 1 и 2, отличающийся тем, что вспомогательную трубу выполняют из материала, имеющего коэффициент линейного расщирения больше, чем у очищаемой трубы.
4.Способ по 1. 1, отличающийся тем, что в качестве вспомогательной трубы используют второе очищаемое изделие.
/7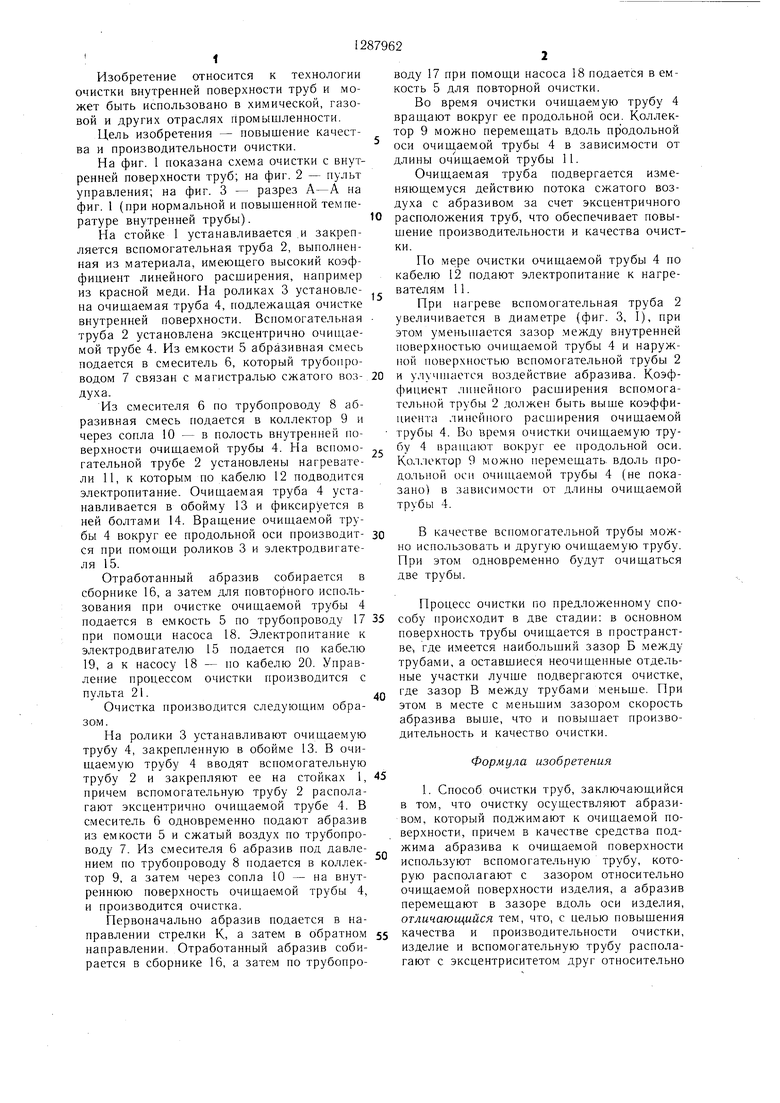
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ | 2007 |
|
RU2363569C2 |
| Устройство для очистки сварочной проволоки | 1980 |
|
SU995900A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ | 2004 |
|
RU2282504C2 |
| Головка для очистки абразивомНАРужНОй пОВЕРХНОСТи дЕТАлЕй | 1977 |
|
SU810467A1 |
| Способ очистки внутренней поверхности трубопровода | 1983 |
|
SU1158256A1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| Установка для автоматической зачистки труб | 1975 |
|
SU663570A2 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234407C1 |
| УСТАНОВКА ДЛЯ ДРОБЕСТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2022 |
|
RU2794311C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОАБРАЗИВНОЙ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ ОТ ОТЛОЖЕНИЙ (ВАРИАНТЫ) | 2010 |
|
RU2451592C2 |
Изобретение позволяет повысить качество и производительность очистки путем создания изменяющегося по величине давления абразива на очищаемую поверхность (ОП), для чего внутрь очищаемой трубы вводят вспомогательную трубу (ВТ), устанавливаемую эксцентрично очищаемой и выполняющую роль средства поджима абразива к ОП. При относительном вращении очищаемой трубы и ВТ создается переменное по величине давление абразива на ОП, причем в пространстве, где имеется наиболь- щий зазор между трубами, происходит основной процесс очистки, а в месте с меньщим зазором за счет повыщенной скорости абразива происходит очистка неочищенных отдельных участков. ВТ можно нагревать в процессе очистки, что приводит к ее линейному расширению, уменьшению зазора и повышению давления абразива на ОП. В качестве ВТ можно использовать второе очищаемое изделие, то повышает производительность очистки. 3 з.п.ф-лы, 3 ил. 1чЭ 00 со Oi N5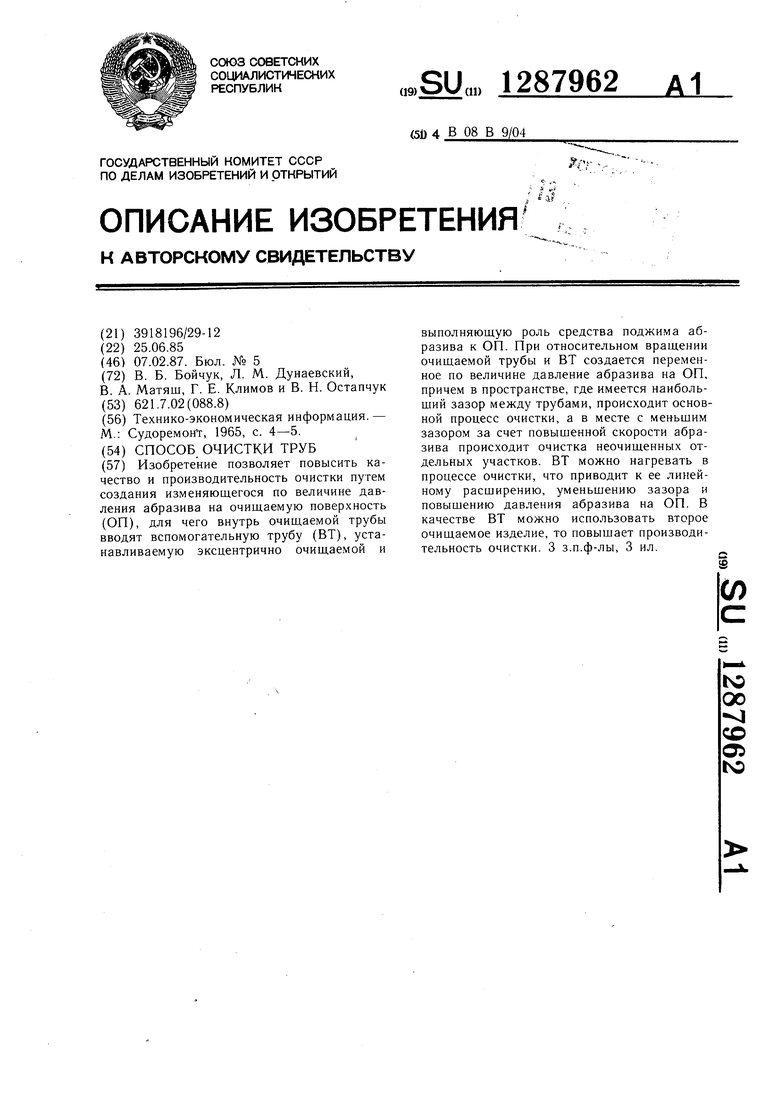
Отложения
Фаг.2
В
7J
15
Составитель Т. Казинова
ЗаТазЖш ° Р Р Корректор С. Черни
Заказ 7750/11Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4, 5 Производственно-иолиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.З
| Технико-экономическая информация.- М.: Судоремон, 1965, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
