Техническое решение относится к станкостроению, а именно к насадкам (приставкам) к электроприводу (электродрели, ручные сверлильные, шлифовальные, пилящие машины, электроинструмент), где источником механической энергии является электрический двигатель или устройства с пневмодвигателем.
Известна приставка к электродрели (маятниковая пила), выпускаемая заводом изготовителем - 630034, г. Новосибирск, ул. Петропавловская, д. 17, руководство по эксплуатации которой прилагается к данной заявке. Маятниковая пила является насадкой к электродрели, от которой через эксцентриковый механизм, смонтированный в корпусе, получает возвратно-поступательное движение пилка.
В качестве прототипа выбрана насадка к электроприводу (пила дисковая ПД-40А), выпускаемая предприятием ОАО СЭГЗ г. Сарапул, 427900, Удмуртской республики, руководство по эксплуатации которой прилагается к данной заявке. Пила дисковая ПД-40А является устройством (насадкой) к электроприводу МВБ2 и его модификациям, позволяющим вести распиловку древесины любых пород вдоль и поперек волокон под углом от 45° до 90° к плоскости обрабатываемой заготовки. Наибольшая возможная глубина пропила 40 мм. Диаметр пильного диска 130 мм. Без электропривода пила ПД-40А самостоятельного применения не имеет. Насадка к электроприводу содержит корпус, плиту, пильный диск, с помощью втулки и фланца закрепленный на резьбовой части вала вращения. Вращательное движение пильный диск получает от электропривода.
Описанный выше прототип обладает следующими недостатками:
- устройство (насадка) применима только к электроприводу МВБ2 и его модификациям,
- быстрый износ пильных дисков при распиловке прочных пород древесины, например дуба, из-за перегрева зубьев в результате трения,
- образование большого количества пыли,
- невозможность использования для распиловки других материалов, например оргстекла, стали ....
Решаемая техническая задача заключается в расширении использования насадки при распиловке других материалов (не только древесины), использовании в качестве пильных дисков также и всевозможных дисковых фрез, с разными посадочными диаметрами, применяемых на фрезерных распиловочных станках, а также модульных, улучшении экологических характеристик при распиловке, применении насадок к электроприводам и устройствам, имеющим дополнительные модификации, модификации регулировки глубины пропила заготовки.
Решаемая техническая задача в насадке к электроприводу в ее первом варианте, содержащей пильный диск, плиту, корпус, достигается тем, что в корпусе смонтирован, по меньшей мере, одноступенчатый понижающий редуктор, на резьбовой части выходного вала которого закреплен пильный диск.
Решаемая техническая задача в насадке к электроприводу в ее втором варианте, содержащей пильный диск, плиту, корпус, достигается тем, что в корпусе смонтирован, по меньшей мере, одноступенчатый понижающий редуктор, на резьбовой части выходного вала которого закреплен пильный диск, размещенный внутри защитного кожуха, прикрепленного к корпусу.
Решаемая техническая задача в насадке к электроприводу в ее третьем варианте, содержащей пильный диск, корпус, достигается тем, что пильный диск, закрепленный на резьбовой части вала вращения, размещенный внутри защитного кожуха, выполненного с фасонной проточкой, прикрепленного к корпусу, с противоположной стороны которого закреплен фрагмент диска, выполненный с такой же фасонной проточкой, при этом внутри фасонных проточек размещена, по меньшей мере, одна пара фрагментов фасонных колец с возможностью их перемещения по проточкам и фиксации их места положения.
На фиг.1 показан фрагмент насадки к электроприводу в разрезе, вид сверху, с одноступенчатым редуктором (передача зубчатая), для первого варианта технического решения.
На фиг.2 показан фрагмент насадки к электроприводу в разрезе, вид сверху, с одноступенчатым редуктором (передача зубчатая), для второго варианта технического решения. Защитный кожух и корпус выполнены как две скрепленные между собой детали.
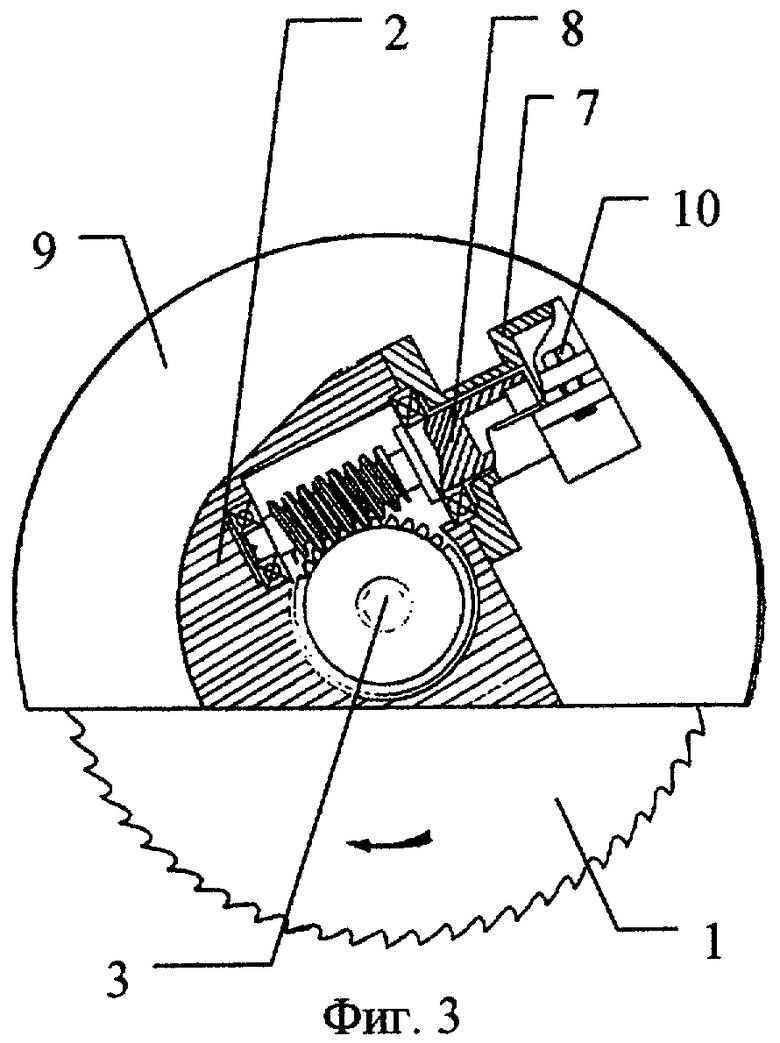
На фиг.3 показан фрагмент насадки к электроприводу (к сверлильной машине или к электродрели) в разрезе, вид сбоку, с одноступенчатым редуктором с червячной передачей, для второго варианта технического решения.
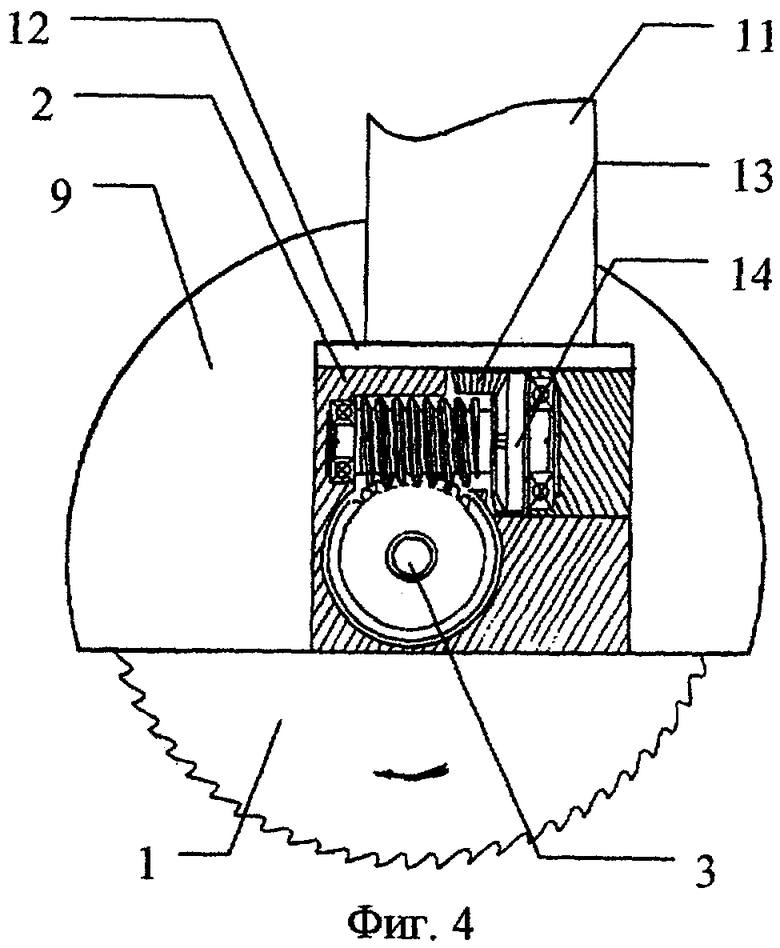
На фиг.4 показан фрагмент насадки к электроприводу (с закрепленным электроприводом шлифовальной машины) в разрезе, вид сбоку, с двухступенчатым редуктором (одна ступень передачи червячная), для второго варианта технического решения.
На фиг.5 изображен фрагмент насадки к электроприводу (с закрепленным электроприводом шлифовальной машины) в разрезе, вид сверху, с двухступенчатым редуктором (одна ступень передачи червячная), для второго варианта технического решения.
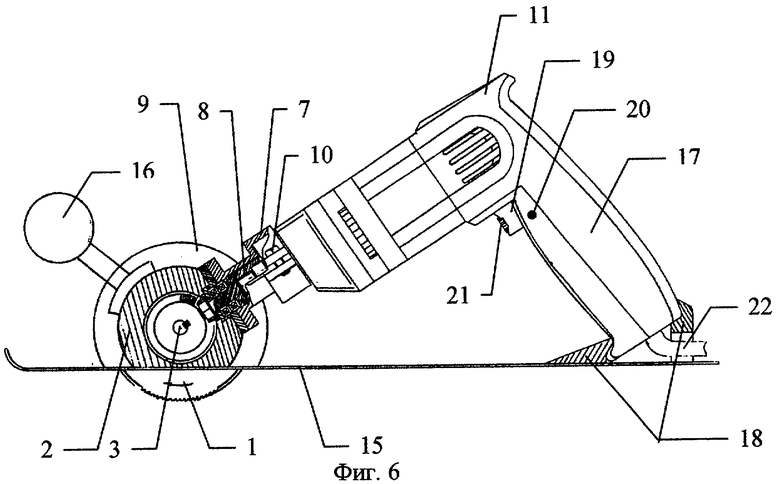
На фиг.6 изображен фрагмент насадки к электроприводу (с закрепленным электроприводом сверлильной машины) в разрезе, вид сбоку, с одноступенчатым редуктором (передача коническая), для второго варианта технического решения.
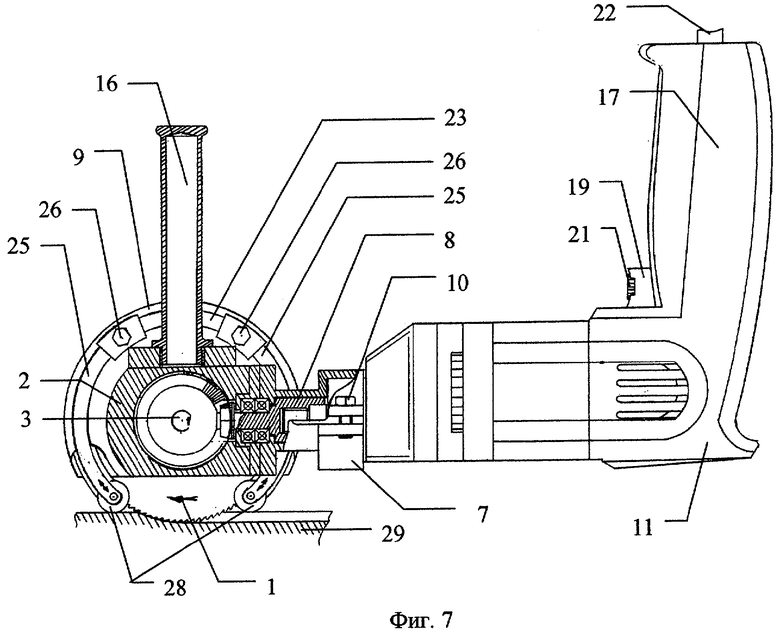
На фиг.7 изображен фрагмент насадки к электроприводу (с закрепленным электроприводом сверлильной машины) в разрезе, вид сбоку, для третьего варианта технического решения.
На фиг.8 изображен фрагмент насадки фиг.7 к электроприводу в разрезе, вид сверху, для третьего варианта технического решения.
Узел регулировки угла наклона, глубины пропила и дополнительная оснастка на фиг.1, 2, 3, 4, 5, 6 не показаны.
Насадка к электроприводу в ее первом варианте (фиг.1) содержит пильный диск 1, плиту (на фиг.1 не показана), корпус 2, внутри которого смонтирован, по меньшей мере, одноступенчатый понижающий редуктор, на резьбовой части выходного вала 3 которого с помощью втулки 4 и фланца 5 закреплен пильный диск 1. Насадка также содержит крышку 6, разрезную втулку 7, втулку 8.
Насадка к электроприводу в ее втором варианте (фиг.2, 3, 4, 5, 6), содержит пильный диск 1, корпус 2, внутри которого смонтирован, по меньшей мере, одноступенчатый понижающий редуктор, на резьбовой части выходного вала 3 которого с помощью втулки 4 и фланца 5 закреплен пильный диск 1, размещенный внутри защитного кожуха 9, прикрепленного к корпусу 2. На чертежах также показаны винт 10 (фиг.3, 6), электропривод 11 (фиг.4, 5, 6), фланец 12 электропривода 11 (фиг.4, 5), шестерня 13 малая, шестерня 14 большая, плита 15 (фиг.6), ручка 16, рукоять 17 сверлильной машины, крепление 18 рукояти электропривода 11 (сверлильной машины), клавиша 19 включения, кнопка 20 фиксации клавиши 19 включения, регулятор 21 частоты вращения выходного вала электропривода 11, токопроводящий шнур 22.
Насадка к электроприводу в ее третьем варианте (фиг.7,8) содержит пильный диск 1 с помощью втулки 4 (фиг.8) и фланца 5, закрепленный на резьбовой части вала 3 вращения, размещенный внутри защитного кожуха 9, выполненного с фасонной проточкой 23, прикрепленного к корпусу 2, с противоположной стороны которого закреплен фрагмент диска 24, выполненный с такой же фасонной проточкой 23, при этом внутри фасонных проточек 23 размещена, по меньшей мере, одна пара фрагментов фасонных колец 25 с возможностью их перемещения по проточкам 23 и фиксации их места положения при помощи винтов 26. Плита 15, выполненная съемной, на фиг.7, 8 не показана. На фиг.8 показаны разметки 27 со шкалами. На фиг.7, 8 - ролики 28. На фиг.7 - заготовка 29.
В примере конкретной реализации по всем вариантам технического решения в насадке к электроприводу ручка 16 может иметь другое крепление, например, к плите 15 (плита 15 показана только на фиг.6). В насадках к электроприводу 11, не имеющему рукояти 17, используется рукоять 17 насадки с креплением к плите 15 или электроприводу 11 или с креплением и к электроприводу 11, и к плите 15. При необходимости в рукояти 17 можно разместить клавишу 19 включения электропривода 11, кнопку 20 фиксации клавиши 19, регулятор 21 частоты вращения вала 3 с электронной схемой с подключением к электроприводу 11 и токопроводящему шнуру 22 со штепсельной вилкой для подключения к сетевой розетке. Защитный кожух 9 (корпус 2 фиг.1) может быть выполнен с патрубком для подключения пылесоса (на чертежах не показано).
При рассмотрении насадки к электроприводу (фиг.1-8) в работе по всем вариантам технического решения необходимо произвести монтаж насадки к электроприводу 11 и пильного диска 1 (будет рассмотрено ниже). Распиловку заготовок 29 можно производить двумя способами. При использовании насадки с электроприводом 11 в стационарном режиме (в качестве циркулярной пилы) плита 15 (фиг.6) крепится к столу (верстаку) с таким расположением, чтобы корпус 2 находился снизу (крепление на чертежах не показано). Штепсельную вилку токопроводящего шнура 22 вставляют в сетевую розетку (на чертежах не показано). При включении клавишу 19 нажимают и фиксируют в нажатом состоянии кнопкой 20 (для снятия фиксации или отключения кратковременно нажимают на клавишу 19), вращательное движение от электропривода 11 передается на пильный диск 1. Распиловка заготовок 29 производится равномерной подачей лежащей на плите 15 заготовки 29 на вращающийся пильный диск 1. Зубья пильного диска 1 при вращении должны захватывать заготовку 29 и прижимать ее к плите 15. Насадкой с электроприводом 11 можно пользоваться и как ручной электрической дисковой пилой, что для наглядности показано на фиг.6, 7. Насадку с электроприводом 11 берут в руки, ручка 16 в левой руке, рукоять 17 в правой, указательным пальцем нажимают на клавишу 19 включения (для выключения - отпустить клавишу 19). Вращательное движение от электропривода 11 передается на пильный диск 1. Распиловку закрепленной к столу (верстаку) заготовки 29 производят равномерной подачей вращающегося пильного диска 1 на заготовку 29 с одновременным прижимом плиты 15 к заготовке 29. При вращении зубья пильного диска 1 должны захватывать заготовку 29 и прижимать ее к плите 15.
По первому и второму вариантам предлагаемого технического решения для электропривода прототипа МВБ2В (ксерокопия паспорта к данной заявке прилагается) фрагменты насадок в разрезе показаны на фиг.1, 2. Для монтажа электропривода необходимо вставить посадочный цилиндр привода в хомут разрезной втулки 8 с таким расчетом, чтобы лыски вала привода вошли в зацепление с лысками втулки 9 входного вала понижающего редуктора и затянуть хомут разрезной втулки 8 винтом 10 (винт 10 показан на фиг.3, 6, 7). При включении электропривода вращение от привода 11 (на фиг.1, 2 не показано) к пильному диску 1 передается через понижающий редуктор насадки, благодаря чему вращательный момент на выходном валу 3 увеличивается пропорционально передаточному отношению применяемого редуктора. При определенном сочетании следующих величин (что будет рассмотрено ниже): мощности электропривода 11, скорости вращения, передаточного отношения применяемого редуктора и диаметра пильного диска 1, в качестве которого используется дисковая фреза (например, с маркой стали Р6М5), можно производить распиловку стали, а при использовании фрезы с твердосплавными зубьями асбоцемента (шифера). Электропривод МВБ2В с потребляемой мощностью - 600 Вт выполнен с возможностью дискретного переключения частоты вращения выходного вала. Первое положение переключателя ступеней редуктора - 2000 об/мин. Второе положение переключателя ступеней редуктора - 7000 об/мин. Для распиловки, например, арматуры насадкой с электроприводом указанной мощности, дисковой фрезой (с маркой стали Р6М5) диаметром 100 мм рекомендуемая частота вращения фрезы ˜ 200 - 250 об/мин (в первом положении переключателя ступеней редуктора). Соответственно, частота вращения дисковой фрезы во втором положении переключателя будет ˜ 700 - 875 об/мин (для справки) для распиловки древесины. Уменьшение числа оборотов на пильном диске 1 уменьшает его нагрев и процесс пылеобразования. Однако даже при частоте вращения фрезы ˜ 200 - 250 об/мин при распиловке, например, оргстекла происходит перегрев распиливаемого материала (оргстекла). При работе насадки (фиг.3, 6, 7) к электроприводу, в качестве которого используется сверлильная машина, выполненная с возможностью плавной регулировки 21 (фиг.6, 7) частоты вращения шпинделя, можно подобрать скорость вращения дисковой фрезы, при которой перегрева распиливаемого материала (оргстекла) происходить не будет. На фиг.6, 7 в качестве конкретного примера показаны фрагменты насадок к машине ручной сверлильной электрической «Саратов-1», где в качестве электропривода 11 используется сама машина. Номинальная потребляемая мощность 600 Вт и максимальная частота вращения шпинделя при номинальной потребляемой мощности ˜ 1000 об/мин. Монтаж электропривода (машины) 11 аналогичен описанному выше. Посадочный цилиндр машины вставить в хомут разрезной втулки 7 с таким расчетом, чтобы лыски шпинделя вошли в зацепление с лысками втулки 8 входного вала понижающего редуктора, и затянуть хомут винтом 10. Для монтажа в качестве электропривода 11 (электродрели) разрезная втулка 7 насадки должна быть длиннее. В сверлильном патроне электродрели закрепляется поводок (на чертежах не показано), посадочный цилиндр электродрели вставляют в хомут разрезной втулки 7 с таким расчетом, чтобы лыски поводка вошли в зацепление с лысками втулки 9 входного вала понижающего редуктора, и затягивают хомут винтом 10. Современная промышленность выпускает электрические сверлильные машины с возможностью дискретной и плавной регулировки частоты вращения шпинделя и с большей потребляемой мощностью (например, выпускаемые под торговой маркой «Iskra ERO»). Насадка с такой машиной становится более универсальной для распиловки различных материалов. Например, для распиловки стали в насадке можно использовать дисковые фрезы с маркой стали Р6М5 диаметром ˜ 150-200 мм (рекомендуемая частота вращения фрезы ˜ 400 об/мин). Однако при использовании мощных электроприводов 11 и больших диаметров пильных дисков 1 передача в понижающем редукторе насадки будет испытывать большую механическую нагрузку. По этой причине в сильно нагруженных передачах лучше применять червячные передачи. Для описанной выше сверлильной машины номинальной потребляемой мощности 1000 Вт и максимальной частотой вращения на шпинделе ˜ 3000 об/мин на фиг.3 показан фрагмент насадки с одноступенчатым редуктором, с червячной передачей. При использовании электропривода с номинальной потребляемой мощностью ≥1000 Вт и частотой вращения ˜ 6000-11000 об/мин, например электропривода шлифмашины, выпускаемой под торговой маркой «Iskra ERO», в насадке к электроприводу рекомендуется использовать многоступенчатый понижающий редуктор, где, по меньшей мере, одна ступень с червячной передачей (фиг.4, 5). Данный электроинструмент снабжен дополнительной электронной защитой - при перегрузке машина автоматически останавливается. Для повторного запуска машину сначала необходимо выключить и затем повторно включить. На передачу с глобоидным червяком механическую нагрузку можно давать больше (возможное применение многозаходного червяка и глобоидного на чертежах не показано). Так как крепление электропривода 11 фиг.4, 5 от шлифмашины производится со стороны вала электропривода, монтаж производится следующим образом. С помощью саморезов (на чертежах не показано) электропривод 11 прикрепляют к фланцу 12. После чего шестерню 13, закрепленную на выходном валу электропривода 11, вставляют в отверстие в корпусе 2 насадки фиг.4, 5 с таким расчетом, чтобы зубья малой шестерни 13 вошли в зацеп с зубьями большой шестерни 14, образуя первую ступень понижающего редуктора насадки. Фланец 12 с прикрепленным к нему электроприводом 11 прикрепляют к корпусу 2 насадки винтами (на чертежах не показано) со стороны электропривода 11.
При работе с насадкой к электроприводу и выполнении в заготовках 29 (фиг.7) пазов на определенную глубину необходима регулировка глубины пропила. Для этого по третьему варианту технического решения в насадке к электроприводу (фиг.7, 8) необходимо сделать следующее. Гаечным ключом ослабляют затяг винтов 26. Ориентируясь по разметке 27 шкалы, нанесенной на защитном кожухе 9 и фрагменте диска 24, по фасонным проточкам 23, на необходимую величину перемещают фрагменты фасонных колец 25 и фиксируют их положение, затянув винты 26. Разница между величиной вылета пильного диска 1 и величиной вылета роликов 28 (относительно корпуса 2 насадки) будет составлять глубину пропила в заготовке 29. На фиг.8 показано две пары фрагментов фасонных колец 25. При использовании одной пары фрагментов фасонных колец 25 третьей точкой опоры при распиловке заготовки 29 может служить корпус электропривода 11 (сверлильной машины). Если установить величины вылета роликов 28 на фрагменте диска 24 и на защитном кожухе 6 разные пропил в заготовке 29 будет производиться под углом. Для работы насадки к электроприводу (фиг.7, 8) в стационарном режиме, как уже было сказано выше, к корпусу 2 насадки необходимо прикрепить плиту 15 (на чертеже не показано), выполненную съемной.
При работе с насадкой к электроприводу по всем вариантам технического решения и выполнении пропила необходимой геометрии в заготовке 29 на определенную глубину или распиловке появляется необходимость использования в качестве пильного диска 1 различных дисковых фрез с различными диаметрами, например от 63 мм до 200 мм. конфигурацией, в том числе модульные и разной толщиной. Современная промышленность выпускает такие фрезы, но диаметры посадки у них различны: 16, 22, 27, 32 мм (для справки). Для успешного их использования насадка к электроприводу должна быть укомплектована втулками 4 с посадочными местами указанных выше фрез и фланцами 5, выполненными съемными. При монтаже (демонтаже) пильных дисков 1 (фиг.1, 2, 8) необходимо вынуть штепсельную вилку токопроводящего шнура 22 из сетевой розетки (на указанных чертежах не показано). Затем снимают крышку 6. На вал 3 надевают втулку 4. На посадочное место втулки 4 надевают выбранный пильный диск 1 с таким расчетом, чтобы при вращении зубья пильного диска 1 захватывали заготовку 29 и прижимали ее к насадке. С помощью двух гаечных ключей закрепляют пильный диск 1 на валу 3, как показано на фиг.1, 2, 8 (для фиг.8 один ключ должен быть торцовым). Для облегчения снятия втулки 4 при демонтаже пильного диска 1 вал 3 имеет продольный люфт (фиг.8), который при зажатии пильного диска 1 выбирается. При монтаже (демонтаже) пильного диска 1 в насадках к электроприводу с понижающим редуктором с червячной передачей (фиг.5) второго гаечного ключа не требуется, так как вал 3 при выключенном электроприводе 11 не проворачивается.
Рассмотренные выше варианты технического решения насадок к электроприводу и их использование с уже существующими электроприводами (электроинструментом) значительно расширят их зону применения и составят достойную конкуренцию уже существующим.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИЛА РУЧНАЯ ЭЛЕКТРИЧЕСКАЯ ДИСКОВАЯ (ВАРИАНТЫ) | 2004 |
|
RU2274518C2 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| НОЖОВОЧНАЯ ПИЛА С ГИБКИМ ВАЛОМ | 2004 |
|
RU2324589C2 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1790485A3 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ | 1994 |
|
RU2074813C1 |
| Комбинированный деревообрабатывающий станок | 2024 |
|
RU2830037C1 |
| УНИВЕРСАЛЬНЫЙ ПРИВОД ДЕРЕВООБРАБАТЫВАЮЩИХ УСТРОЙСТВ | 2005 |
|
RU2278022C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |



Изобретение относится к станкостроению, а именно к насадкам (приставкам) к электроприводу (электродрели, ручные сверлильные, шлифовальные, пилящие машины, электроинструмент). Сущность изобретения по первому варианту заключается в том, что в корпусе насадки смонтирован, по меньшей мере, одноступенчатый понижающий редуктор, на резьбовой части выходного вала которого закреплен пильный диск. По второму варианту упомянутый пильный диск размещен внутри защитного кожуха, прикрепленного к корпусу. По третьему варианту пильный диск, закрепленный на резьбовой части вала вращения, размещен внутри защитного кожуха, выполненного с фасонной проточкой, с противоположной стороны которого закреплен фрагмент диска, выполненный с такой же проточкой. При этом внутри фасонных проточек размещена, по меньшей мере, одна пара фрагментов фасонных колец с возможностью их перемещения по проточкам и фиксации их места положения. Технический результат изобретения состоит в расширении технологических возможностей устройства. 3 н.п. ф-лы, 8 ил.
| РУЧНОЙ ЭЛЕКТРИЧЕСКИЙ ИНСТРУМЕНТ | 1990 |
|
RU2071903C1 |
| Сверлильная машина | 1987 |
|
SU1489974A1 |
| РУЧНОЙ ЭЛЕКТРИЧЕСКИЙ ПЕРФОРАТОР | 1992 |
|
RU2057634C1 |
| ПОЛИХЛОРАЛЮМИНАТЫ ЛИТИЯ | 2008 |
|
RU2395452C2 |
| JP 2003236769 A, 26.08.2003. | |||

