Изобретение относится к автоматизации процесса дуговой сварки, в частности к способам автоматического регулирования длины дугового промежутка, и может найти применени преимущественно при сварке неплавя.щимся электродом в среда защитных газов в любой отрасли народного хозяйства. Известен способ автоматического регулировг ия длины дуги при сварке плавлением путем регистрации интенсивности светового потока из зоны сварки с последующим использованием результата регистрации в виде функции автоматического регулирования 13. К недостаткам этого устройства относится низкая точность из-за того, что на фотоприемник попадает излучение не только сварочной дуги, но и сварочной ванны, размеры которой в ходе сварки могут существенно изменяться Известен способ регулирования дл ны дуги, согласно которому из общего излучения дуги вьщеляют либо ультрафиолетовую, либо инфракрасную область, инт енсивность излучения ко рых преобразуют фотоприемником, а управляющим воздействием на длину дуги якпяется функция этого сигнала 2 Известный способ не может обеспе чить регулирование длины коротких дуг, так как зависимость интенсивно ти излучения используемых областей от длины дуги отличается существенной нелинейностью при дайне дуги менее 1 мм. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ авт матического регулирования длины дуги при сварке плазвлёнием путем регистрации интенсивности светового потока излучения сварочной дуги с последующим использованием результата регистрации в виде функции автоматического регулирования, согласно которому из светового потока выделяют область излучения электронов и линий защитной атмосфеЕ%1« Спо соб обладает высокой точностью и универсальностью, осо,бенно при свар ке малых толщин СзЗОднако в процессе сварки, когда происходит изменение геометрических и эмиссиомн С характеристик электро да, известный способ не может обеспечить высокой стабилизации сре ней плотности тока в анодном пятне, что плохо сказывается на качестве сварки. Цель изобретения - улучшение качества сварки путем повышения чувствительности и точности регулирова ния за счетстабилизации требуемой сре ней плотности энергии нагрева пятна. Поставленная цель достигается тем, что согласно способу автоматического регулирования длины дуги при сварке плавлением путем регистрации интенсивности спектроизлучения электронов, выделенных из светового потока, излучаемого сварочной дугой, с последукнцим использованием результата регистрации в виде функции автоматического регулирования, дополнительно выделяют область спектра излучения металла изделия, выделенные области регистрируют раздельно, сравнивают между собой и изменяют длину дуги до получения равенства интенсивностей излучения свободных электронов и металла изделия. Согласно второму вариаитув способе автоматического регулирования длины дуги при сварке плавлением путем регистрации интенсивности спектра излучения э пектронов , выделенных из светового потока, излучаемого сварочной дугой, с последующим использованием результата регистрации в виде функции автоматического регулирования, дополнительно выделяют область спектра излучения металла изделия и выделенные области регистрируют одновременно, при этом величину дугового промежутка колеблют с амплитудой 0,05-0,3 мм и частотой 1-1000 Гц, определяют знак производной функции изменения интенсивности излучения выделенной области от изменения длины дуги и в случае отрицательного знака длину дуги увеличивают, а в случае положительного уменьшгиот, Дополнительное вьщеление области спектра излучения металла изделия повышает чувствительность регулирования, так как позволяет получить информацию об испарении металла изделия, которое пропорционально средней плотности энергии в пятне нагрева . Регистрируя выделенные области спектра раздельно и сравнивая между собой, дополнительно повшяают чувствительность способа за счет улучшения помехоза:щищенности. Добиваясь при этом равенства интенсивностей излучения свобод ных электронов и металла изделия, стабилизируют состав плазки сварочной дуги, обеспечив ая тем салалм требуемую среднюю плотность энергии в пятне нагрева и стабилизируя геометрические параметры шва, что обеспечивает высокое качество сварки, По второму варианту, который Предполагает)одновременную регистрацию выделенных областей спектра свободных электронов и металла изделия, для обеспечения стабильного состава плазмы дуги дугсжой промежуток колеблют с амплитудой 0,05-0,3 мм
и частотой 1-1000 Гц для определения знака производной функции изменения интенсивности излучения выделенной области от изменения длины дуги.
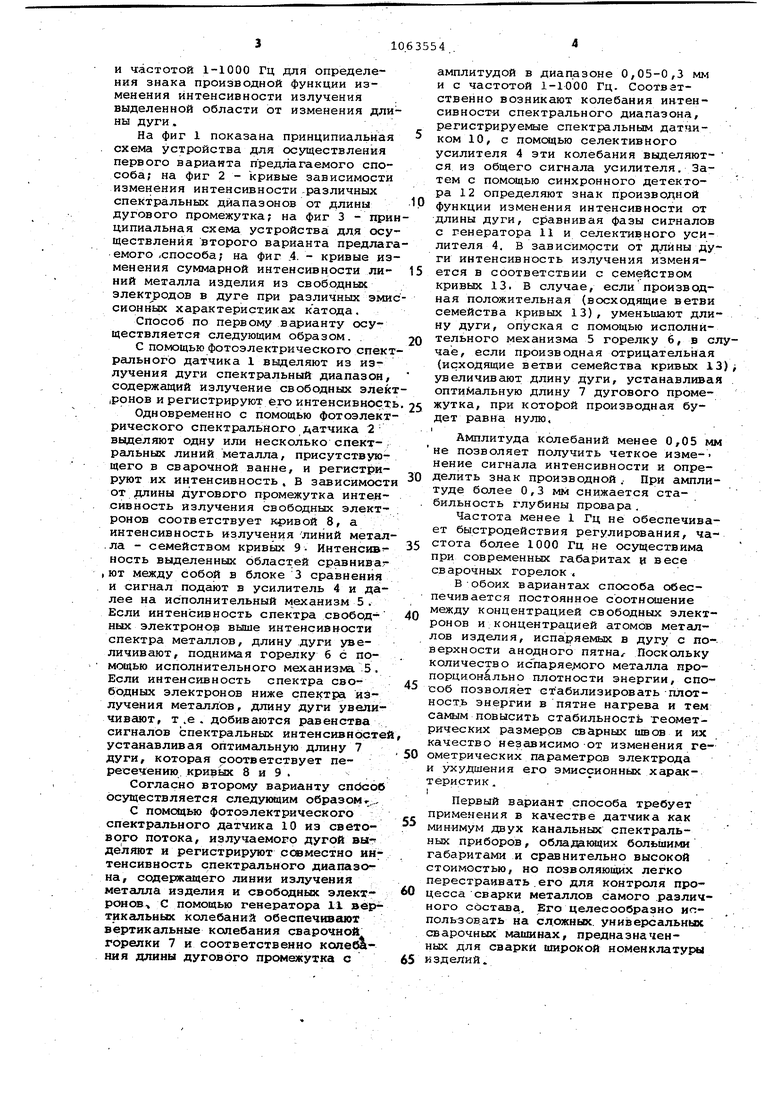
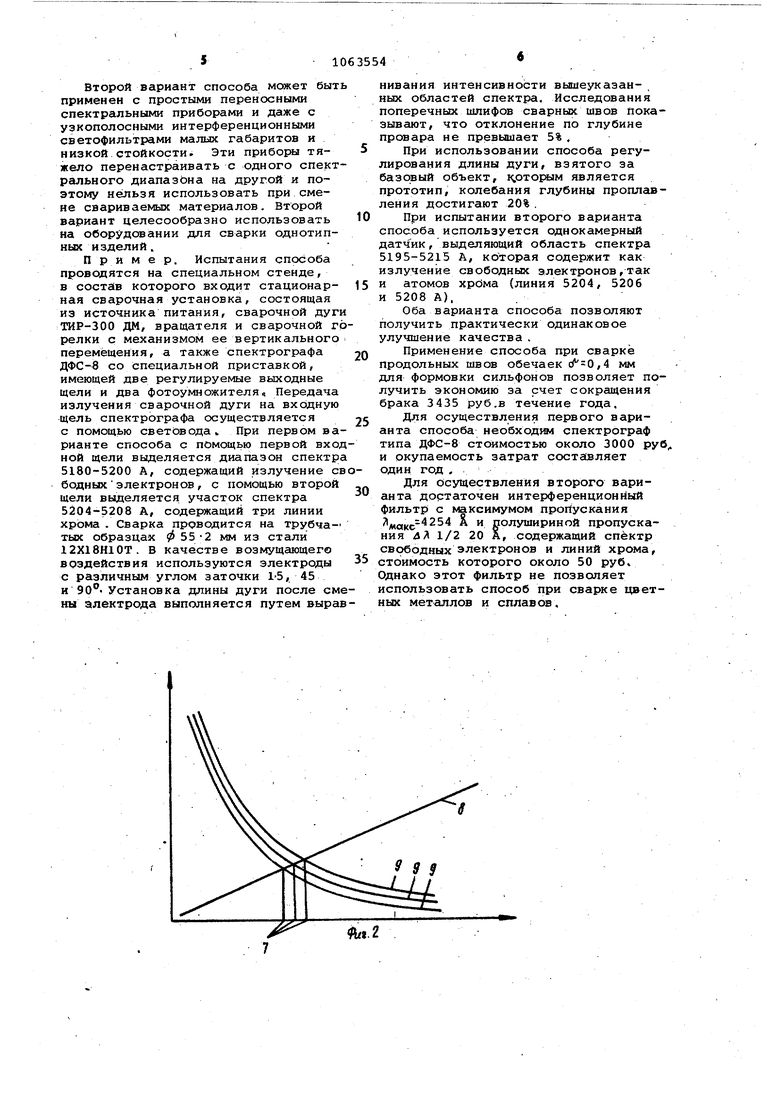
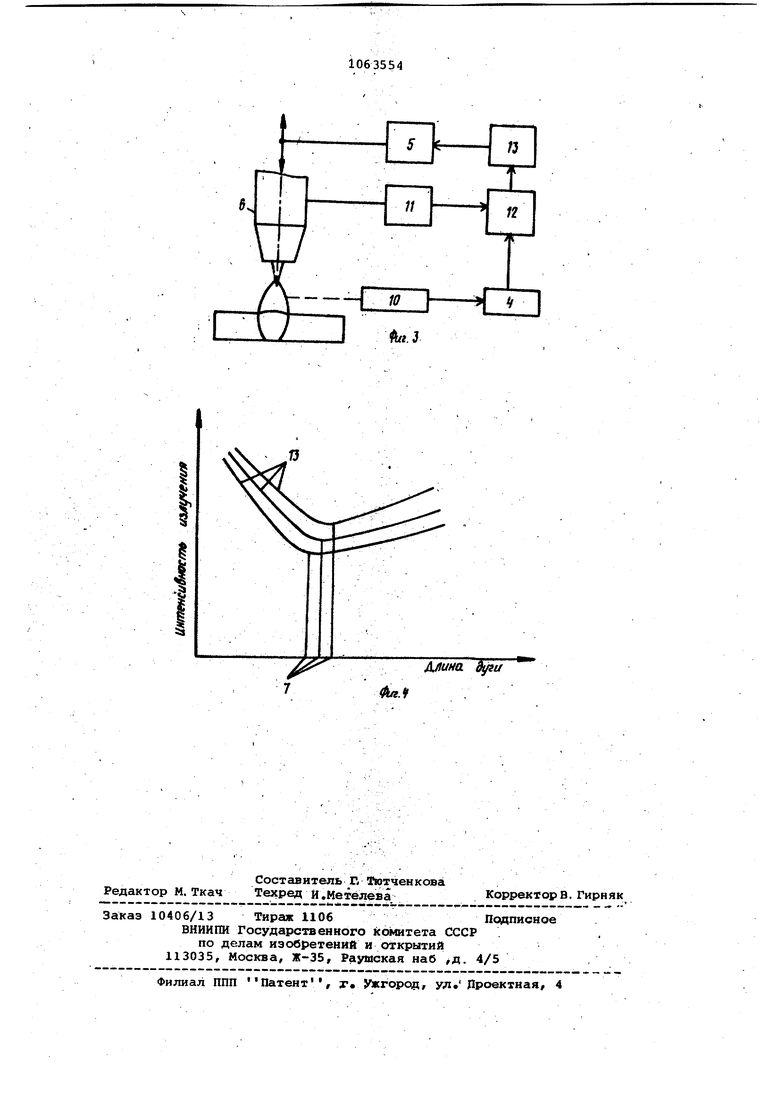
На фиг 1 показана принципиальная схема устройства для осуществления первого варианта предлагаемого способа; на фиг 2 - кривые зависимости изменения интенсивности ,различных спектральных диапазонов от длины дугового промежутка; на фиг 3 - принципиальная схема устройства для осуществления второго варианта предлагаемого «способа; на фиг .4. - кривые изменения суммарной интенсивности линий металла изделия из свободных элект зодов в дуге при различных эмиссионных характеристиках катода.
Способ по первому варианту осуществляется следующим образом. .
С помощью фотоэлектрического спектрального датчика 1 выделяют из излучения дуги спектральный диапазон, содержащий излучение свободных электpoHOB и регистрируют его интенсивность,
Одновременно с помощью фотоэлектрического спектрального датчика 2выделяют одну или несколько спектральных линий металла, присутствующего в сварочной ванне, и регист рируют их интенсивность , В зависимости от длины дугового промежутка интенсивность излучения свободных элект- ; ронов соответствует кривой 8, а интенсивность излучения линий металла - семейством кривьк 9- Интенсивность выделенных областей сравнивают между собой в блоке 3 сравнения и сигнал подают в усилитель 4 и далее на исполнительный механизм 5. ЕСЛИ интенсивность спектра свободных электронов выше интенсивности спектра металлов, длину .дуги увеличивают, поднимая горелку б с помсяцью исполнительного механизга 5. Если интенсивность спектра свободных электронов ниже спектра излучения металлов, длину дуги увеличивают, т.е. добиваются равенства сигналов спектральных интенсивнбстей, устанавливая оптимальную длину 7 дуги, которая соответствует пересечению кривых 8 и 9 .
Согласно второму варианту спбсоб осуществляется следующим образомчг.,
С помсяцью фотоэлектрического спектрашьного датчика 10 из светового потока, излучаемого дугой выделяют и регистрируют совместно интенсивность спектрального диапазо на, содержащего линии излучения металла изделия и свободных электронов С помощью генератора 11 вертикальных колебаний обеспечивают вертикальные колебания сварочной, горелки 7 и соответственно колебания длины дугового промежутка с
амплитудой в диапазоне 0,05-0,3 мм и с частотой 1-1000 Гц. Соответственно возникают колебания интенсивности спектрального диапазона, регистрируемые спектральным датчиком 10, с помсяцью селективного усилителя 4 эти колебания выделяются из общего сигнала усилителя. Затем с помсяцью синхронного детектора 12 определяют знак производной
0 функции изменения интенсивности от длины дуги, сравнивая фазы сигналов с генератора 11 и селективного усилителя 4. В зависимости от длины дуги интенсивность излучения изменя5ется в соответствии с семейством кривых 13. В случае, если производная положительная (восходящие ветви семейства кривых 13), уменьшают длину дуги, опуская с помощью исполнительного механизма 5 горелку 6, в слу0чае, если производная отрицательная (исходящие ветви семейства кривых 13) увеличивают длину дуги, устанавливая . оптимальную длину 7 дугового промежутка, при которой производная бу5дет равна нулю.
Амплитуда колебаний менее 0,05 мм не позволяет получить четкое изме- нение сигнала интенсивности и опре0делить знак производной .. При амплитуде более О,3 мМ снижается стабильность глубины провара,
Частота менее 1 Гц не обеспечивает быстродействия регулирования, ча-стота более 1000 Гц не осуществима
5 при современных габаритах и весе сварочных горелок.
В обоих вариантах способа обеспечивается постоянное соотношение между концентрацией свободных элект0ронов и концентрацией атомов металлов изделия, испаряемых в дугу с поверхности анодного пятна - Поскольку количество испаряе 1ого металла пропорционально плотности энергии, спо5соб позволяет стабилизировать-плотность энергии в пятне нагрева и тем самым повысить стабильность геометрических размеров сварных швов и их качество независимо -от изменения ге0ометрических параметров электрода и ухудшения его эмиссионных характеристик . I .
Первый вариант способа требует применения в качестве датчика как
5 минимум двух канальных спектральных приборов, обладаннцих большими габаритами и сравнительно высокой стоимостью, но позволяющих легко перестраивать.его для контроля про0цесса сварки металлов самого .различного состава. Его целесообразно использовать на сложных. уни 9ерсальных сварочных машинах, предназначенных для сварки широкой номенклатуры
5 изделий.. Второй вариант способа может быт применен с простыми переносными спектральными приборами и даже с узкополосными интерференционными светофильтрами малых габаритов и низкой стойкости. Эти приборы тяжело перенастраивать с одного спект рального диапазЬна на другой и поэтому нельзя использовать при смене свариваемых материалов. Второй вариант целесообразно использовать на оборудовании для сварки однотипных изделий. Пример. Испытания способа проводятся на специальном стенде, в состав которого входит стационарная сварочная установка, состоящая из источника питания, сварочной дуг ТИР-300 ДМ, вращателя и сварочной г релки с механизмом ее вертикального перемещения, а также спектрографа ДФС-8 со специальной приставкой, имеющей две регулируемые выходные щели и два фотоумножителя. Передача излучения сварочной дуги на входную щель спектрографа осуществляется с помощью световода При первом ва рианте способа с помощью первой вхо ной щели выделяется диапазон спектр 5180-5200 А, содержащий излучение с бодных электронов , с помощью второй щели выделяется участок спектра 5204-5208 А, содержащий три линии хрома . Сварка проводится на трубчатых образцах ф 55-2 мм из стали 12Х18Н10Т. В качестве возмущающего воздействия используются электроды с различным углом заточки 1-5, 45 и Установка длины дуги после см ны электрода выполняется путем выра нивания интенсивности вышеуказан- , ных областей спектра. Исследования поперечных шлифов сварных швов показывают, что отклонение по глубине провара не превышает 5% , При использовании способа регулирования длины дуги, взятого за базовый объект, в оторлм является прототип, колебания глубины проплавления достигают 20%. При испытании второго варианта способа используется однокамерный датчик, выделяющий область спектра 5195-5215 А, которая содержит как излучение свободных электронов,так и атомов хрсЗма (линия 5204, 5206 и 5208 А). Оба варианта способа позволяют получить практически одинаковое улучшение качества . Применение способа при сварке продольных швов обечаек ,4 мм для формовки сильфонов позволяет получить экономию за счет сокращения брака 3435 руб.в течение года. Для осуществления первого варианта способа необходим спектрограф типа ДФС-8 стоимостью около 3000 руб, и окупаемость затрат составляет один год . Для осуществления второго варианта достаточен интерференционный фильтр с максимумом пройускания ,4254 А и полушириной пропускания 4Д 1/2 20 А, содержащий спектр свободных электронов и линий хрома, стоимость которого около 50 руб Однако этот фильтр не позволяет использовать способ при сварке цветных металлов и сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования длины дуги при сварке плавлением | 1974 |
|
SU561641A1 |
| Способ регулирования процессадугОВОй СВАРКи | 1978 |
|
SU793731A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ регулирования процесса электродуговой сварки | 1977 |
|
SU742065A1 |
| Способ регулирования сварочного процесса | 1976 |
|
SU650748A1 |
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ СВАРОЧНЫХ ПРОЦЕССОВ | 1972 |
|
SU429911A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2714999C1 |
| Способ регулирования процесса дуговой сварки | 1982 |
|
SU1134327A1 |
| Способ определения работоспособности вольфрамового электрода с легирующими добавками | 1984 |
|
SU1218576A1 |
1-Способ автоматического р&гулировачия длины дуги при сварке плавлением путем регистрации интен сивности спектра излучения электронов , вццеленншс из светового потока, излучаемого сварочной дугой, с последующим использованием результата регистрации в виде функции автоматического рэгулирования, . отличающийся тем, что, с целью улучшения качества сварки путем повьляения чувствительности и точности регулирования, дополнительно выделяют область спектра излучения металла изделия/ выделенные области регистрируют раздельно, сравнивают между собой и изменяет длину дуги до Получения равенства интенсивностей излучения свободных элект юнов и металпа изделия . 2, Способ автоматического регулирования дайны дуги при сварке плав лением путем регистрации интенсивности спектра излучения электронов,, выделенных из светового потока, излучаемого сварочной дугой, с последующим использованием результата регистрации в виде функции автоматического регулирования, отличающийся тем, что, с целью улучшения качества сварки путем поаышения чувствительности и точности регулирования, дополнительно вы(Л деляют область спектра излучения металла изделия и бьщеленныз области регистрируют одновременно, при этом величину дугового промежутка колеблют с амплитудой 6,05-0,3 мм ct с и частотой 1-1000 Гц, определяют, знак производной функции изменения интенсивности излучения вьщеленной обл.1сти от- изменёния дляны дуги и в случае отрицательного знака о I длину дуги увеличивают, а в случае м положительного - уменьшают.. СП ел 4; .2 .1
.13
Алина Л/ги
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США 3262006, кл-314-63, 1966 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ автоматического регулирования длины дуги при сварке плавлением | 1974 |
|
SU561641A1 |
