Изобретение относится к сварочному производству, а именно к автоматизации ведения сварочной горелки по стыку с одновременной автоматической коррекцией режима сварки.
Целью изобретения является повышение качества сварных соединений.
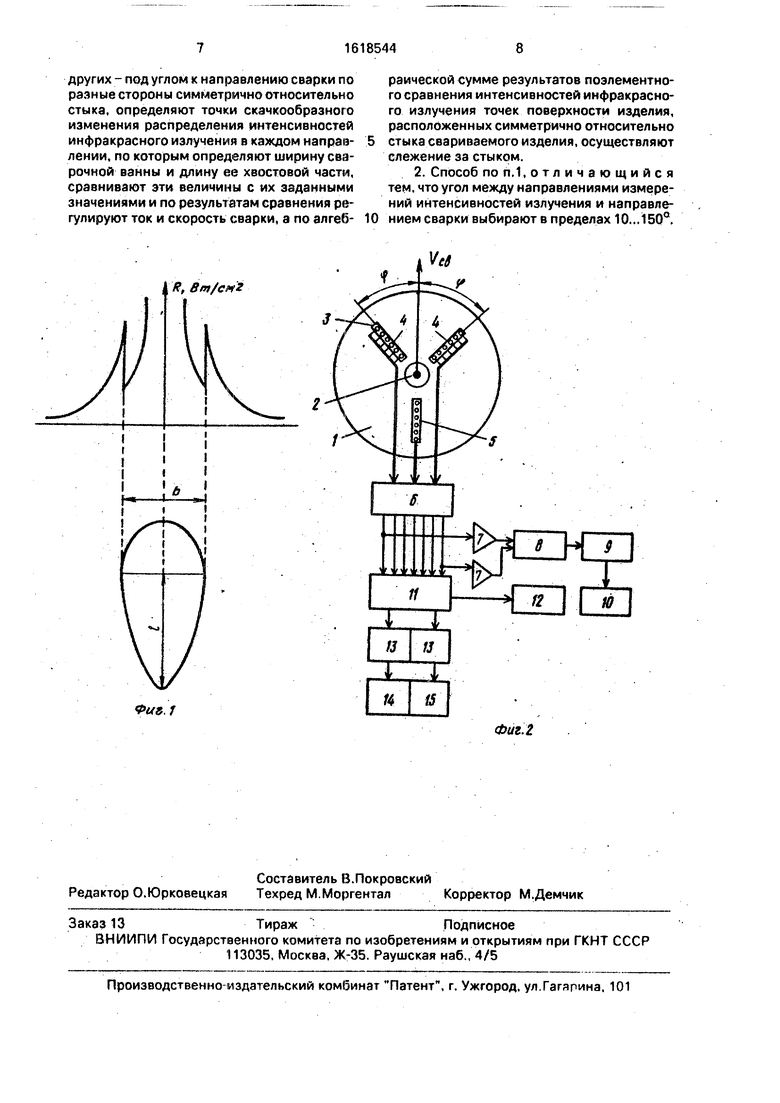
На фиг.1 приведен график интенсивности R излучения зоны сварки; на фиг.2 - функциональная схема устройства для осуществления способа.
Согласно способу, включающему измерение интенсивностей инфракрасного излучения (ИХ) точек поверхности свариваемого изделия вблизи сварочной ванны, регулирование скорости сварки и слежение за стыком по результатам усреднения значений интенсивностей ИК-излучения, интенсивность ИК-излучения измеряют по трем направлениям, ориентированным радиально
относительно оси горелки, причем одно направление ориентировано в хвост сварочной ванны, а два других - под углом к направлению сварки по разные стороны симметрично относительно стыка, определяют точки скачкообразного изменения распределения интенсивностей ИК-излучения в каждом направлении, по которым определяют ширину сварочной ванны и длину ее хвостовой части, сравнивают эти величины с их заданными значениями и по результатам сравнения регулируют ток и скорость сварки, а по алгебраической сумме результатов поэлементного сравнения интенсивностей ИК-излучения точек поверхности изделия, расположенных симметрично относительно стыка, осуществляют слежение за стыком в процессе сварки.
Интенсивность ИК-излучения расплавленного и закристаллизовавшегося металла
О
со ел
fc.
с полированной поверхностью при близких температурах имеет примерно одно и то же значение.
При проведении сварочных процессов, как правило, приходится иметь дело с металлами с окисленной поверхностью. Состояние поверхности имеет важное значение при определении ее температуры методами оптической пирометрии. Так, коэффициент излучения нержавеющей стали может изменяться от 0,28 до 0,98 для расплаваа и плоской шероховатой поверхности соответственно. Это означает, что при сканировании зоны сварки поперек сварочной ванны энергетическим пирометром его показания будут изменяться в соответствии с графиком (фиг. 1). Характерный перелом в показаниях соответствует границе сварочной ван- ны: где скачкообразно изменяется коэффициент излучения поверхности свариваемого изделия. Для обнаружения этого перелома необходимо использовать измеритель с высокой разрешающей способностью по градиенту температуры. Проводя измерения в нескольких радиальных направлениях, можно получать информацию о текущих координатах границ сварочной ванны в выбранных направлениях. Так, для измерения ширины ванны достаточно проделать эту операцию в направлении, перпендикулярном стыку и пересекающем его на уровне гэрелки, или в двух направлениях, ориентированных под некоторыми углами к направлению сварки. С целью облегчения последующей обработки информации углы отклонения линий визирования от направления сварки желательно выбирать равными. При выборе конкретного угла отклонения необходимо учитывать ширину ванны, погонную энергию и другие особенности данного процесса. Следует заметить, что газовый факел дуги всегда отклоняется немного назад, т.е. отстает от горелки, поэтому во избежание создаваемой им засветки угол отклонений линий визирования надо выбирать возможно более острым.
С другой стороны именно перед головной частью сварочной ванны на поверхности изделия наблюдаются самые высокие градиенты температуры и, следовательно, самые значительные погрешности ее измерения. Для современных средств считывания оптической информации наилучшие результаты получаются при угле отклонения линий визирования, превышающем 10°. Увеличение угла более 150° резко снижает информативность способа, в том числе и из-за значительных постоянных времени, связанных с теплопроводностью материала
свариваемого изделия. Информация о распределении интенсивностей ИК-излучения в направлениях, симметричных относительно стыка изделия, может быть использована
для слежения за стыком при сварке. При наличии четкой синхронизации между мгновенными значениями интенсивностей в обоих направлениях и их привязки к точкам поверхности изделия можно проводить по0 элементное сложение сигналов фотоприемников, визирующих соответствующие точки поверхности. Общая алгебраическая сумма таких частных сумм дает амплитуду и знак сигнала коррекции ухода от стыка:
5 (Ui.-u20.О)
1 1
где б -сигнал рассогласования положения горелки относительно стыка;
о Uii и U2I - сигналы 1-х точек 1-го и 2-го
направлений соответственно:
п - число точек сравнения.
Такой способ обработки информации
повышает достоверность измерений полос жения горелки относительно стыка, так как снижает слияние общих для обоих каналов засветок и локальных изменений коэффициентов излучения визируемых точек поверхности изделия.
п Введение третьего направления измерения интенсивности ИК-излучения, ориентированного по оси сварочной ванны в ее хвостовую часть, дает возможность измерять длину хвостовой части сварочной ванс ны. Таким образом, выбранные направления измерений дают информацию о текущих геометрических размерах сварочной ванны, которые в значительной мере определяют качество сварных соединений.
Q Стабилизация размеров сварочной ванны b и 1 согласно способу может быть осуществлена за счет вариации током или скоростью сварки или их одновременной вариацией как наиболее значимых парамете ров сварочного процесса. При отсутствии возмущений требуемую геометрию ванны bo и 1о получают при базовых значениях параметров режима 1зад и 1)зад. Действительные значения bi и li отличаются от заданных
Q на величины A b и ДI. Компенсация действия возмущений осуществляется изменением параметров режима на величины соответственно
Д1 КзДЬ + К4Д1:
Ди-КзДь + Klt Д1.(2)
5
JTC
С
где константы Кз, Кз, К4 и к вычисляют априори по уравнениям регрессии, построенным в окрестностях базового режима по экспериментальным данным
(l
U
Гдь + ,Al K i AU,
где K , K L K{ и К - коэффицния регрессии,
- К1 К + К& - 4
Кз
К4
K (K& - Kf 4) КЕ .
к§ - к
Кз
K i
Kl,-Kf
к& - KI - к1 кЬ
Способ реализуется с помощью устройства.
В плазматроне 1 (на фиг.2 дан его вид снизу) радиально относительно электрода 2 выполнено три окна, закрытых термостойким прозрачным в спектре теплового излучения поверхности изделия материалом. К окнам 3 подведены входные торцы оптоволоконных жгутов 4 и 5, ориентированных также радиально относительно электрода 2. причем жгуты А расположены симметрично относительно вектора скорости сварки VCu под углом р к вектору VCn (каждый, жгут 5 расположен параллельно вектору скорости сварки). Выходные торцы жгутов подведены к матричному фотоприемнику (МФП) 6. Выходы МФП 6, соответствующие каждому из жгутов А, соединены через соответствующие усилители 7 с блоком 8 выработки сигнала смещения электрода от стыка, который через буферный блок 9 соединен с исполнительным механизмом 10 системы слежения за стыком. Кроме того, все выходы МФП 6 соединены с блоком 11 идентификации геометрии сварочной ванну. Блок 11 соединен с дисплеем 12, а через блоки 13 согласования -с источником 14 питания и приводом 15 сварочной горелки.
С целью предохранения моноволокон жгутов 4 и 5 от помутнения в результате нагрева при эксплуатации в качестве материала волокон используется кварц, а жгуты помещены в водяную рубашку плазмотро- на. В качестве МФП 6 используются фотодиодные матрицы или приборы с зарядовой связью.
Устройство работает следующим образом.
В процессе сварки инфракрасное излучение, попадающее на входные торцы оптоволоконных жгутов 4 и 5, подводится через них на элементы МФП 6, выходные электрические сигналы которого, соответствующие интенсивностям ИК-излучения визируемых точек поверхности изделия, усиливаются усилителями 7 и подаются в блок 8 выработ
ки сигнала смещения электрода 2 от стыка. в котором осуществляются их поэлементное сравнение (сигналов от одноименных элементов жгутов 4) и выработка сигнала сме5 щения 5 электрода от стыка согласно уравнению (1), который подается через буферный блок 9 на исполнительный механизм 10 системы слежения за стыком до того момента, когда сигнал смещения ста10 нет равным нулю. Кроме того, сигналы с МФП 6 поступают в блок 11 идентификации геометрии сварочной ванны, где определя ются координаты скачкообразного изменения сигнала с МФП 6, т.е. определяются
15 размеры сварочной ванны: ширина bi и длина It, их отклонения от заданных величин bo и 10 соответственно Д Ь и АI, а также по уравнению (2) находятся требуемые изменения уставки по току и скорости сварки. Ин20 формация о длине и ширине сварочной ванны поступает на дисплей 12. Уставка потоку Д| через блок 13 согласования поступает на отработку в управляемый источник питания, а уставка по скорости Д V - на привод сва25 рочной горелки.
Способ был использован для контроля температурного распределения и геометрии сварочной ванны при плазменно-дуго- вой сварке встык пластин стали ЭП 794
30 толщиной 11 мм. Применялись следующие режимы: напряжение на дуге 23 В, ток и скорость сварки соответственно 280 А и 6 м/ч. Регулирование велось по току и скорости сварки. Коэффициенты уравнения регрес35 сии составили: Кз 0,123. 0,841, К« 1,10, К4 1,505. Базовые значения длины и ширины сварочной ванны составили: 10 56 мм и bo 14 мм при дисперсии соот40 ветственно DI 0.212иОь 0,31 относительно базового. Снижение дисперсии при использовании данного способа позволяет либо повысить качество шва. либо повысить производительность, увеличивая скорость
45 сварки.
Формула изобретения 1. Способ автоматического регулирования процесса дуговой сварки, включающий измерение интенсивностей излучения точек
50 поверхности свариваемого изделия вблизи сварочной ванны, регулирование скорости сварки и слежение за стыком по результатам измерений интенсивности инфракрасного излучения, отличающийся тем,
55 что, с целью повышения качества сварных соединений, интенсивность инфракрасного излучения измеряют по трем направлениям, ориентированным радиально относительно оси горелки, причем одно направление ориентировано в хвост сварочной ванны, а два
других - под углом к направлению сварки по разные стороны симметрично относительно стыка, определяют точки скачкообразного изменения распределения интенсивностей инфракрасного излучения в каждом направлении, по которым определяют ширину сварочной ванны и длину ее хвостовой части, сравнивают эти величины с их заданными значениями и по результатам сравнения регулируют ток и скорость сварки, а по алгебраической сумме результатов поэлементного сравнения интенсивностей инфракрасного излучения точек поверхности изделия, расположенных симметрично относительно
стыка свариваемого изделия, осуществляют слежение за стыком.
2. Способ по п. 1,отличающийся тем, что угол между направлениями измерений интенсивностей излучения и направлением сварки выбирают в пределах 10...150°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ФОРМООБРАЗОВАНИЯ ПРИ СВАРКЕ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2127177C1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| Способ слежения за стыком свариваемых изделий и устройство для его осуществления | 1987 |
|
SU1741999A1 |
| Способ автоматического регулирования процесса дуговой сварки | 1980 |
|
SU1009664A1 |
| Способ автоматического управления процессом сварки и устройство для его осуществления | 1980 |
|
SU1006123A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 2016 |
|
RU2632751C1 |
| Способ регулирования глубины проплавления при автоматической сварке | 2017 |
|
RU2676935C1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Устройство для измерения темрературы поверхности изделия при сварке | 1986 |
|
SU1386475A1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОГО ОРЕБРЕНИЯ | 1998 |
|
RU2133180C1 |
Изобретение относится к сварочному производству, а именно к автоматизации ведения сварочной горелки по стыку с одновременной автоматической коррекцией режима сварки. Цель изобретения - повышение качества сварных соединений. Способ управления параметрами сварки основан на идентификации теплового состояния поверхности изделия, которая осуществляется измерением градиентов интенсивности инфракрасного излучения поверхности в некоторых выбранных направлениях на плоскости изделия. Пересчет измеренного значения интенсивности излучения в температуру и составление теплового портрета визируемой поверхности производится электронным устройством. Одновременно происходят определение пространственного положения горелки относительно стыка и выработка компенсирующего воздействия. 1 з.п.ф-лы, 2 ил.
R, Вт/ен2
Фиг.1
I
| Способ автоматического регулирования процесса дуговой сварки | 1980 |
|
SU1009664A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
