Область изобретения
Данное изобретение относится к металлам сварного шва с превосходной низкотемпературной ударной вязкостью, подходящим для соединения высокопрочных низколегированных сталей. Данное изобретение относится также к сварочным плавящимся проволокам и к способам сварки для получения указанных металлов сварного шва. Металлы сварного шва, полученные с использованием плавящихся проволок и способов сварки данного изобретения, имеют микроструктуру, которая обеспечивает высокую прочность, ударную вязкость и сопротивление водородному растрескиванию. Сварочные плавящиеся проволоки и способы сварки данного изобретения являются в особенности подходящими для механизированной сварки кольцевым швом в полевых условиях высокопрочного стального трубопровода с использованием метода дуговой сварки металлическим (плавящимся) электродом в среде защитного газа для сооружения магистральных трубопроводов.
Предшествующий уровень техники
В следующем описании определены различные термины. Для удобства в описании предусмотрен словарь специальных терминов, представленный перед формулой изобретения.
В тех областях промышленности, в которых применяются стальные конструкции, например в нефтегазовой, химической, энергетической промышленности, судостроении и т.д., стало очевидным желательное выбранное использование высокопрочных низколегированных (HSLA) сталей. Используемое в данном описании выражение "высокопрочная низколегированная" (HSLA) сталь включает в себя любую сталь, содержащую железо и менее около 10 мас.% в целом легирующих добавок и имеющую предел текучести по меньшей мере около 550 МПа (80 ksi). Использование HSLA стали позволит снизить затраты на конструкцию благодаря меньшему весу конструкции по сравнению с весом такой же конструкции, изготовленной из низкопрочной стали. Использование HSLA сталей может также дать возможность изготовить конструкцию, которая не может быть практически изготовлена с использованием низкопрочной стали, поскольку для обеспечения конструкционной прочности должен быть необходим очень толстый материал, что приводит к неприемлемо большому весу.
Однако использование HSLA сталей в некоторых из вышеуказанных конструкций может иметь некоторые недостатки. Использование многих коммерчески доступных HSLA сталей по сравнению с низкопрочными сталями ограничено, в особенности в таких применениях, где вследствие ограниченной ударной вязкости (и поэтому ограниченного допуска на дефект) их сварных узлов может произойти разрушение. (Смотри словарь специальных терминов для определения выражения "опасный вследствие потенциального излома"). Ударная вязкость в сварных стальных конструкциях может рассматриваться с точки зрения температуры перехода из пластичного состояния в хрупкое (DBTT), которая измеряется испытанием образца Шарпи с V-образным надрезом по величине энергии, поглощенной образцом Шарпи с V-образным надрезом при заданных температурах, или по величине вязкости разрушения при заданных температурах, которая измеряется испытанием, подобным испытанию на раскрытие трещины на наплавке рабочего конца электрода (CTOD), или полному испытанию на криволинейный скос кромки сварного шва; все из указанных методик испытаний ударной вязкости знакомы специалистам данной области. (Смотри словарь специальных терминов для определения DBTT.)
Другой потенциальный недостаток, связанный с использованием HSLA сталей, состоит в склонности их сварных узлов к водородному растрескиванию. Когда прочность металлов сварного шва увеличивается, содержание в них лигатуры обычно возрастает, что способствует более высокой способности к упрочению и склонности к превращению в мартенсит. Повышенное присутствие мартенсита в металлах сварного шва с повышенной прочностью в сочетании с более высокими остаточными напряжениями в более высокопрочных сварных узлах приводит обычно к более высокой восприимчивости к водородному растрескиванию по сравнению с низкопрочными сварными узлами. Для уменьшения вероятности водородного растрескивания в сварных узлах HSLA сталей стали часто подвергают перед свариванием предварительному нагреву, который может повысить производственные затраты.
Кроме коммерчески доступных HSLA сталей в настоящее время получены новые HSLA стали с очень высокими прочностями, предел текучести которых составляет по меньшей мере около 690 МПа (100 ksi), предпочтительно по меньшей мере 760 МПа (110 ksi), более предпочтительно по меньшей мере около 828 МПа (120 ksi), еще более предпочтительно по меньшей мере около 896 МПа (130 ksi) и наиболее предпочтительно по меньшей мере от около 931 МПа до 966 МПа (от 135 до 140 ksi). Смотри, например, международные заявки №№ WO 99/05336, WO 99/05334, WO 99/05328, WO 99/05335 и WO 98/38345. Указанные новые HSLA стали являются в особенности хорошо подходящими для изготовления высокопрочного трубопровода, пригодного для сооружения магистрального трубопровода. В применениях магистрального трубопровода кольцевые швы, использованные для соединения отдельных участков трубопровода, предпочтительно обеспечивают высокий уровень ударной вязкости благодаря меньшей опасности потенциального излома при их эксплуатации. Кроме того, может стать необходимым, чтобы в определенных средах, например в кислой среде, необходимая ударная вязкость кольцевого шва достигалась при низкой температуре окружающей среды, такой как около -40°С (-40°F) или даже такой низкой, как -60°С (-76°F). Следовательно, для того чтобы использовать коммерчески доступные HSLA стали или новые HSLA стали при низких температурах окружающей среды, необходимы сварочные плавящиеся проволоки и методы сварки, которые предусматривают металлы сварного шва и сварные узлы с адекватными прочностью, сопротивлением водородному растрескиванию и, что наиболее важно, с адекватной ударной вязкостью при указанных температурах.
Вообще говоря, имеются два класса сварочных проволок и поэтому металлов сварного шва, которые обычно доступны для целей соединения HSLA сталей с пределами текучести в диапазоне от около 690 МПа (100 ksi) до около 931 МПа (135 ksi). Первый класс металлов сварного шва обычно относят к металлам с аббревиатурой "LCBF", связанной с их микроструктурой, что означает низкоуглеродистый бейнитный феррит. Такой тип металлов сварного шва описан в патенте США №5523540. Второй класс металлов сварного шва относится к металлам типа мартенсита, который также описан в патенте США №5523540.
Металлы сварного шва с LCBF были изобретены в качестве усовершенствования металлов типа мартенсита для сварки материалов корпуса морского судна. Одна из целей состояла в том, чтобы микроструктура LCBF воспроизводилась в широком диапазоне количества тепла, подводимого при сварке. Примеры сварных швов, полученных при количестве подводимого тепла от около 1,2 кДж/мм (30 кДж/дюйм) до 5 кДж/мм (127 кДж/дюйм), даны в патенте США №5523540. В патенте США №5523540 отмечается, что необходимо обеспечить относительно высокие скорости охлаждения для того, чтобы гарантировать полное превращение металлов сварного шва типа мартенсита в мартенсит. Однако при применении широкого диапазона скоростей охлаждения для металлов сварного шва с LCBF микроструктура полностью превращается в бейнит, а мартенсит устраняется. Другая цель использования металлов сварного шва с LCBF состоит в избежании водородного растрескивания без необходимости предварительного нагрева для удаления водорода. Указанное позволяет снизить затраты, необходимые для изготовления. Удовлетворение данных целей при сварке материалов корпуса морского судна вносит некоторые требования к химическому составу металлов сварного шва с LCBF, в особенности к содержанию углерода. Металлы сварного шва с LCBF, описанные в патенте США № 5523540, ограничиваются максимальным содержанием углерода 0,05 мас.% преимущественно для избежания образования мартенсита. Обычно предполагается, что микроструктура с LCBF является более устойчивой в широком диапазоне количества тепла, подводимого при сварке, и что она более стойкая к водородному растрескиванию, чем мартенсит.
В противоположность свариванию корпуса морского судна, где является желательным избежание предварительного нагрева, при сварке кольцевым швом магистрального трубопровода, изготовленного даже из номинально низколегированных сортов стали, подобной API 5LX-65, в соответствии с установившейся практикой применяется предварительный нагрев. Вследствие опасности потенциального излома каждого сварного узла, полученного сваркой кольцевым швом, и расходов, связанных с ремонтами магистрального трубопровода, является желательным избежание водородного растрескивания в сварных узлах магистрального трубопровода, полученных сваркой кольцевым швом. Применение предварительного нагрева при сварке кольцевым швом магистрального трубопровода часто рассматривается как необходимое для избежания или сведения к минимуму водородного растрескивания, которое в противном случае может произойти в жестких полевых условиях, что приведет к менее чем оптимальной чистоте поверхности. Сооружение магистрального трубопровода с использованием механизированного оборудования может происходить со скоростью от 100 до 400 сварных швов в день (в зависимости от применяемого оборудования и от местонахождения конструкции: на берегу или вне берега (в открытом море)). Поскольку водородное растрескивание может происходить в течение более одного или двух дней после сварки, необходимость дорогостоящего ремонта может обуславливаться появлением указанного типа растрескивания во время укладки труб. Таким образом, в промышленности по изготовлению магистральных трубопроводов предварительный нагрев при сварке рассматривается как относительно дешевая гарантия для избежания водородного растрескивания и связанного с ним ремонта в полевых условиях. Данное обстоятельство в особенности касается такого случая, когда магистральные трубопроводы находятся вне берега, когда сварные соединения вскоре после сварки становятся по существу недоступными, и с точки зрения затрат более эффективно использовать умеренный предварительный нагрев, чем "поднять" сооруженную прибрежную линию и провести ремонт.
Что касается целостности конструкции, то каждый кольцевой сварной шов в газовом магистральном трубопроводе является опасным вследствие потенциального излома. Когда любой дефект сварного узла проникает или распространяется по всей стенке магистрального трубопровода, происходят утечки. В таком случае магистральный трубопровод утрачивает предназначенную для него функцию. Однако в корпусе морского судна имеется большое число конструкционных элементов. Очень незначительное число опасных вследствие потенциального излома сварных швов до такой степени, как если бы имелся один излом, приводит к тому, что морское судно утрачивает предназначенную для него функцию.
Что касается требований к количеству тепла, подводимого при сварке, то сварку корпуса морского судна проводят с использованием широкого диапазона количества подводимого тепла, тогда как сварка магистрального трубопровода кольцевым швом в полевых условиях накладывает естественные ограничения на процедуру сваривания. Кольцевые сварные швы магистрального трубопровода, полученные в полевых условиях, требуют многопозиционной сварки на относительно тонком материале (толщина стенки составляет обычно от около 8 мм (0,3 дюйма) до около 25 мм (1 дюйм)). Многие сварные швы корпуса морского судна получают на толстых участках (до около 50 мм (2 дюйма)) в плоском положении, где могут быть использованы относительно высокие количества подводимого тепла. Требования, предъявляемые к многопозиционной сварке магистрального трубопровода в полевых условиях, ограничивают количество подводимого тепла до относительно низких уровней.
Хотя металл сварного шва с LCBF, описанный в патенте США №5523540, может быть подходящим для соединения HSLA сталей, предназначенных для использования в корпусе морского судна, металл сварного шва с LCBF не является оптимальным для сварки магистральных трубопроводов кольцевым швом, вследствие чего желательный предел текучести составляет, по меньшей мере, около 690 МПа (100 ksi). Требования к количеству подводимого тепла и предварительному нагреву для осуществления сварки магистрального трубопровода кольцевым швом определенно отличаются от требований для сварки сталей, из которых изготавливают корпус морского судна. Существует потребность в методах сварки, которые генерируют металлы сварного шва, имеющие пределы текучести свыше, по меньшей мере, около 690 МПа (100 ksi) и превосходную низкотемпературную ударную вязкость, в особенности, когда подводимое для сварки количество тепла является относительно низким, вследствие чего применяется умеренный предварительный нагрев. Данные методы сварки будут в особенности подходящими для механизированной сварки магистрального трубопровода кольцевым швом.
Таким образом, цель данного изобретения заключается в том, чтобы предоставить такие металлы сварного шва, предназначенные для соединения HSLA сталей, которые обладают различными микроструктурными особенностями, которые отличаются от LCBF и от металлов сварного шва типа мартенсита и обеспечивают превосходные комбинации ударной вязкости при низких температурах, высокой прочности и сопротивления водородному растрескиванию, в особенности, когда осуществляют механизированную сварку магистрального трубопровода кольцевым швом. Еще одна цель данного изобретения заключается в том, чтобы предоставить сварочные плавящиеся проволоки и специальные методы сварки для получения указанных металлов сварных швов. Дополнительные цели станут очевидными из следующего описания изобретения.
Сущность изобретения
В соответствии с вышеуказанными целями настоящего изобретения предусмотрены металлы сварного шва, подходящие для соединения HSLA сталей. Согласно данному изобретению металлы сварного шва содержат железо от около 0,04 мас.% до около 0,08 мас.% углерода; установленные количества марганца, кремния, молибдена, никеля и кислорода; и, по меньшей мере, одну добавку, выбранную из группы, состоящей из циркония и титана. Микроструктура металлов сварного шва в соответствии с изобретением включает в себя от около 5 об.% до около 45 об.% игольчатого феррита и, по меньшей мере, около 50 об.% реечного мартенсита (включающего реечный мартенсит самопроизвольного отпуска и мартенсит отпуска), вырожденного верхнего бейнита, нижнего бейнита, зернистого бейнита или их смесей. Баланс микроструктуры может включать в себя феррит, верхний бейнит, перлит или их смеси. Предусмотрены также сварочные плавящиеся проволоки и способы сварки для получения металлов сварного шва данного изобретения.
Полученные в соответствии с данным изобретением металлы сварного шва являются в особенности подходящими для сварки кольцевым швом в полевых условиях трубопроводов, изготовленных из HSLA стали, в особенности, когда применяется метод механизированной дуговой сварки металлическим электродом в среде защитного газа (GMAW). Микроструктура данных металлов сварного шва обеспечивает высокую прочность, высокое сопротивление водородному растрескиванию и превосходную низкотемпературную ударную вязкость, подходящую для многих применений в холодную погоду при температуре ниже -40°С (-40°F) или даже при такой низкой температуре, как -60°С (-76°F). Другое преимущество данного изобретения состоит в том, что при использовании указанных металлов сварного шва с предварительным нагревом до температуры менее около 150°С (302°F), а более предпочтительно менее около 100°С (212°F) можно избежать водородного растрескивания. Указанные металлы сварного шва являются в особенности подходящими для сварки с относительно низким подводом тепла, когда применяется умеренный предварительный нагрев, например, для механизированной сварки трубопровода из HSLA стали кольцевым швом в полевых условиях с использованием метода дуговой сварки металлическим электродом в среде защитного газа (GMAW).
Металлы сварного шва в соответствии с изобретением имеют температуры DBTT, измеренные с помощью кривой зависимости энергии разрушения образца Шарпи (ударной вязкости по Шарпи) от температуры ниже около -50°С (-58°F), предпочтительно ниже около -60°С (-76°F) и более предпочтительно ниже около -70°С (-94°F). Что касается верхнего предела энергии на кривой перехода Шарпи, то данные металлы сварного шва имеют энергию, по меньшей мере, около 100 джоулей (J) (75 футо-фунтов), предпочтительно более около 135 J (100 футо-фунтов) и более предпочтительно более около 170 J (125 футо-фунтов). Что касается вязкости разрушения, то испытание указанных металлов сварного шва методом CTOD дает значения по меньшей мере 0,10 мм, предпочтительно по меньшей мере 0,15 мм, более предпочтительно по меньшей мере 0,20 мм, еще более предпочтительно по меньшей мере 0,25 мм, а наиболее предпочтительно по меньшей мере 0,30 мм при температуре испытаний 0°С (32°F), предпочтительно при температуре около -10°С (14°F), более предпочтительно при около -20°С (-4°F), еще более предпочтительно при около -30°С (-22°F) и наиболее предпочтительно при около -40°С (-40°F). Что касается вязкости разрушения, то указанные металлы сварного шва дают также значения JIC, равные по меньшей мере около 125 Н/мм (0,7 ksi-in), предпочтительно по меньшей мере около 175 Н/мм (1,0 ksi-in), более предпочтительно по меньшей мере около 225 Н/мм (1,3 ksi-in) при температуре испытаний около -10°С (14°F), предпочтительно около -20°С (-4°F), более предпочтительно около -30°С (-22°F) и наиболее предпочтительно около -40°С (-40°F). (Смотри словарь специальных терминов для определения значений JIC.)
Описание чертежей
Преимущества настоящего изобретения будут более понятными при обращении к следующему подробному описанию и приложенным чертежам, на которых:
Фиг.1А представляет собой схематическое изображение основных характерных особенностей микроструктуры металла сварного шва в соответствии с данным изобретением, имеющей относительно высокий объем игольчатого феррита с относительно низким отношением длины к толщине;
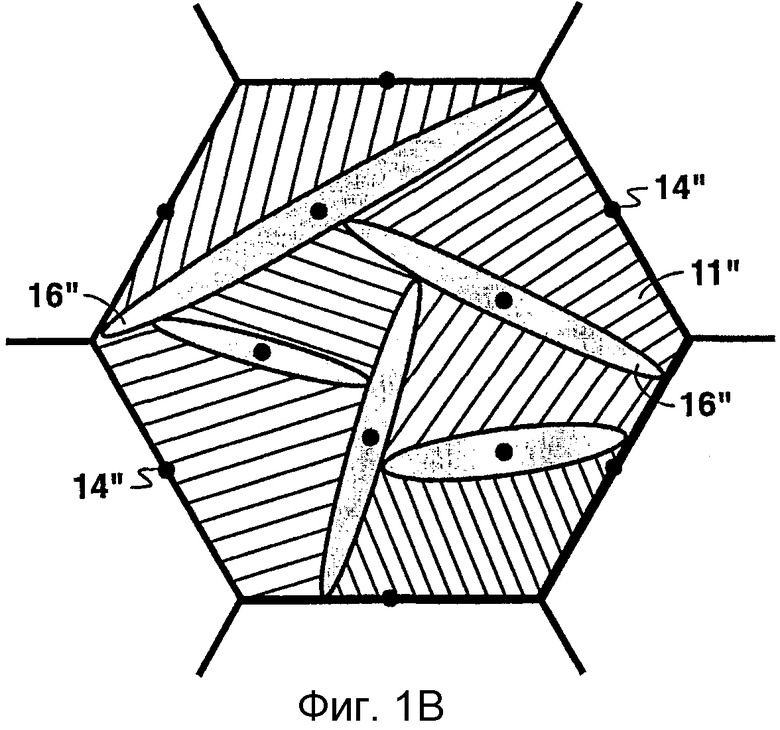
Фиг.1В представляет собой схематическое изображение основных характерных особенностей микроструктуры металла сварного шва в соответствии с изобретением, имеющей относительно низкий объем игольчатого феррита с относительно высоким отношением длины к толщине;
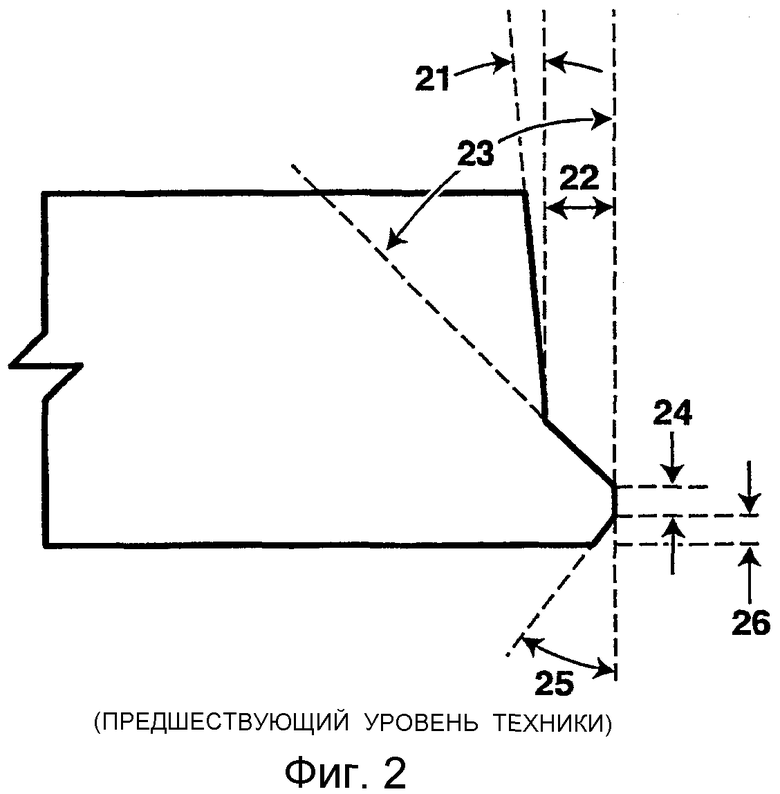
Фиг.2 (предшествующий уровень техники) представляет собой изображение скошенной кромки сварного шва с узким зазором типа CRC;
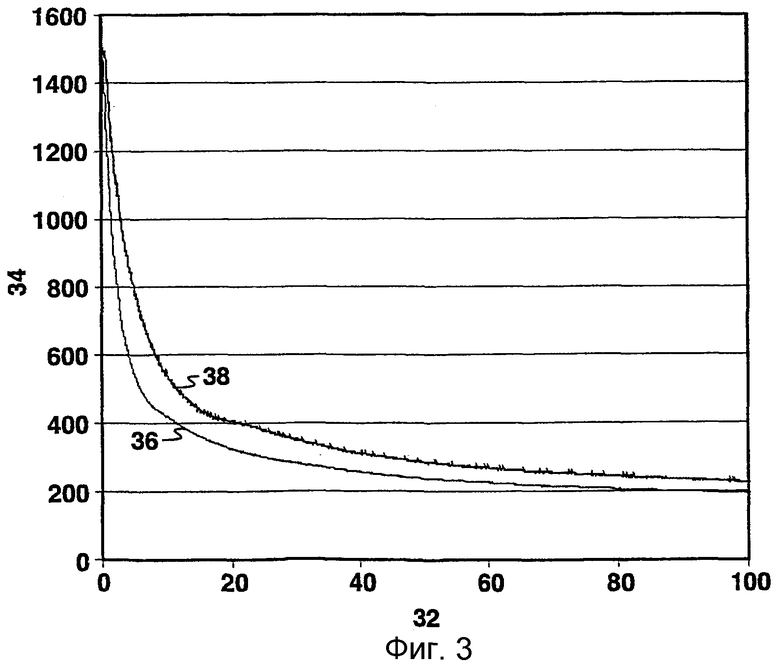
Фиг.3 представляет собой изображение кривых охлаждения для сварных швов, полученных в соответствии с данным изобретением;
Фиг.4 представляет собой оптический макроснимок многопроходного сварного шва, полученного в соответствии с данным изобретением;
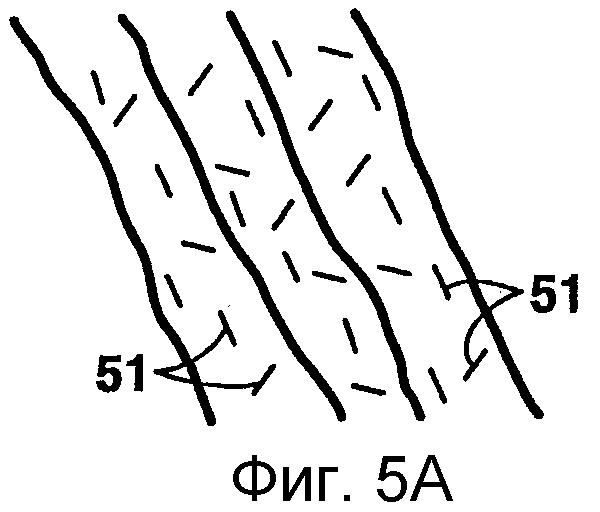
Фиг.5А представляет собой схематическое изображение реечного (пакетного) мартенсита;
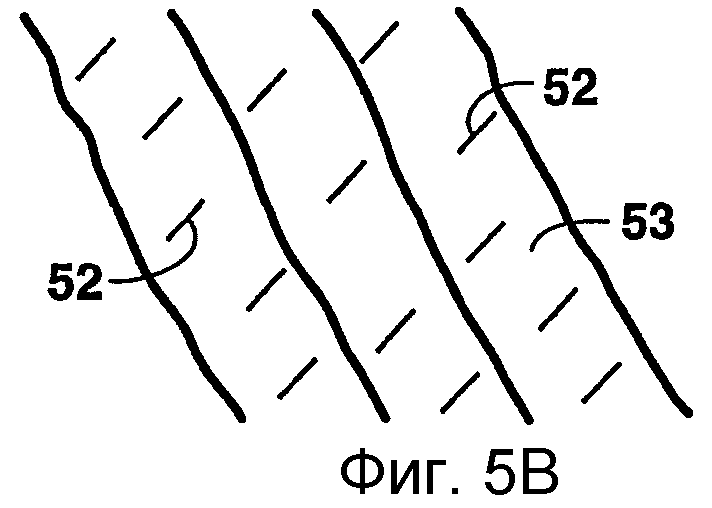
Фиг.5В представляет собой схематическое изображение нижнего бейнита;
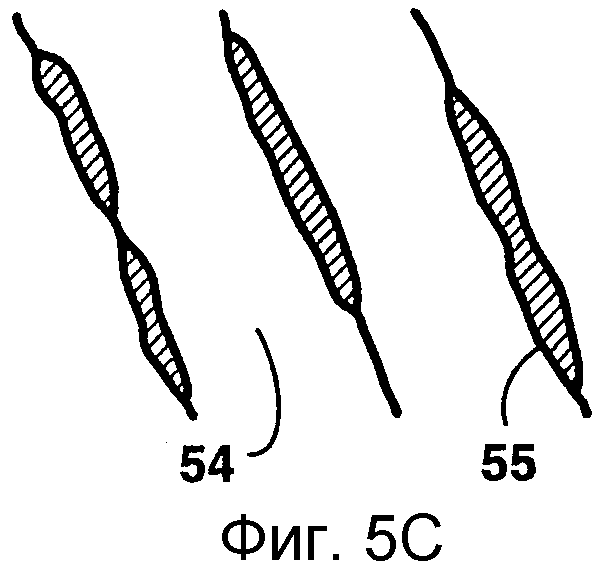
Фиг.5С представляет собой схематическое изображение вырожденного верхнего бейнита;
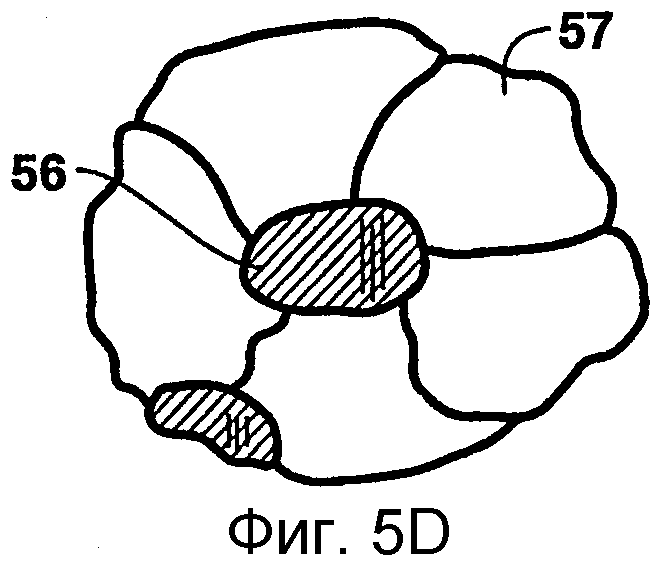
Фиг.5D представляет собой схематическое изображение зернистого бейнита;
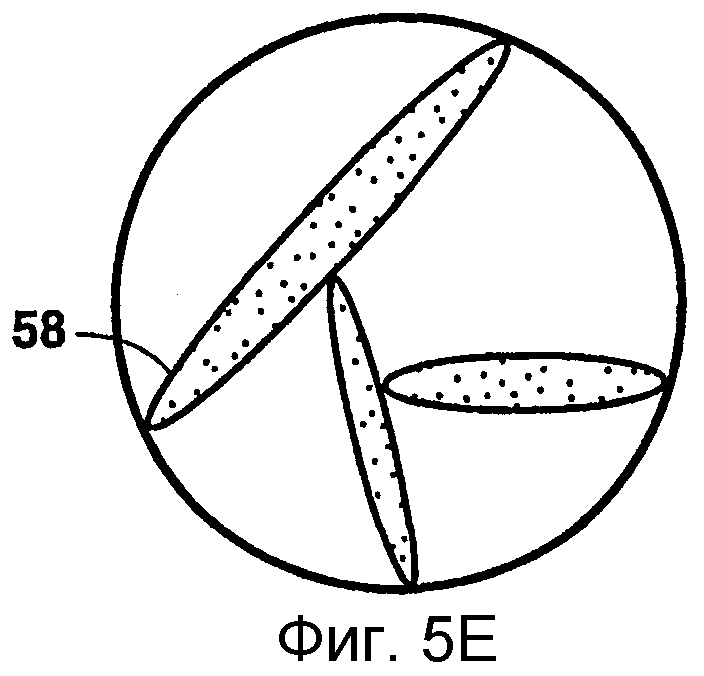
Фиг.5Е представляет собой схематическое изображение игольчатого феррита;
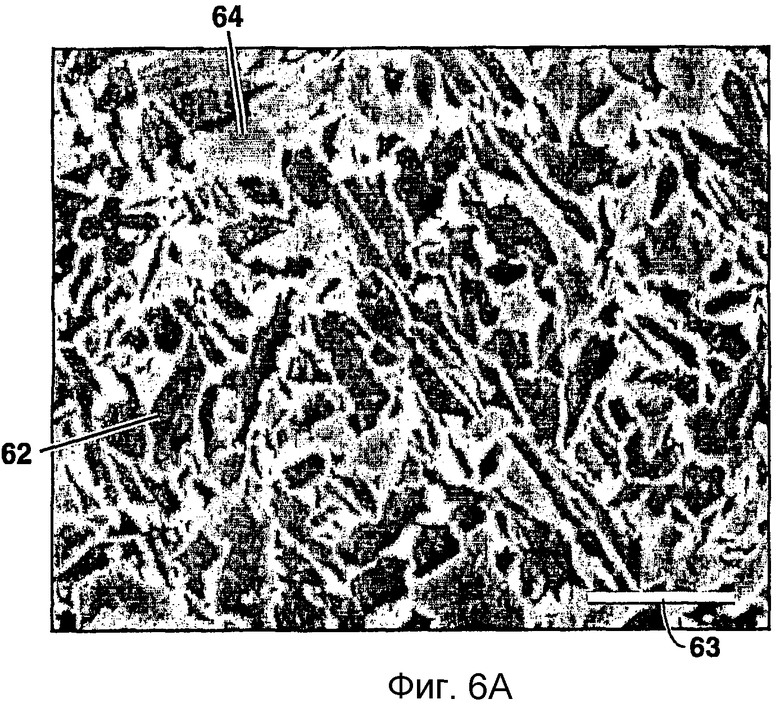
Фиг.6А представляет собой микроснимок, полученный сканирующей электронной микроскопией (SEM), показывающий микроструктуру металла сварного шва в соответствии с данным изобретением;
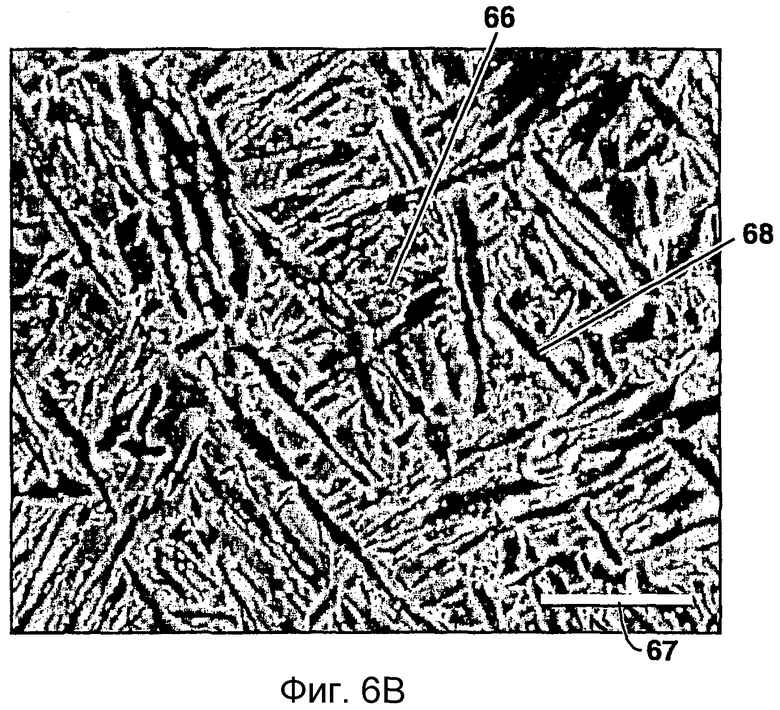
Фиг.6В представляет собой другой микроснимок, полученный сканирующей электронной микроскопией (SEM), показывающей микроструктуру металла сварного шва в соответствии с данным изобретением;
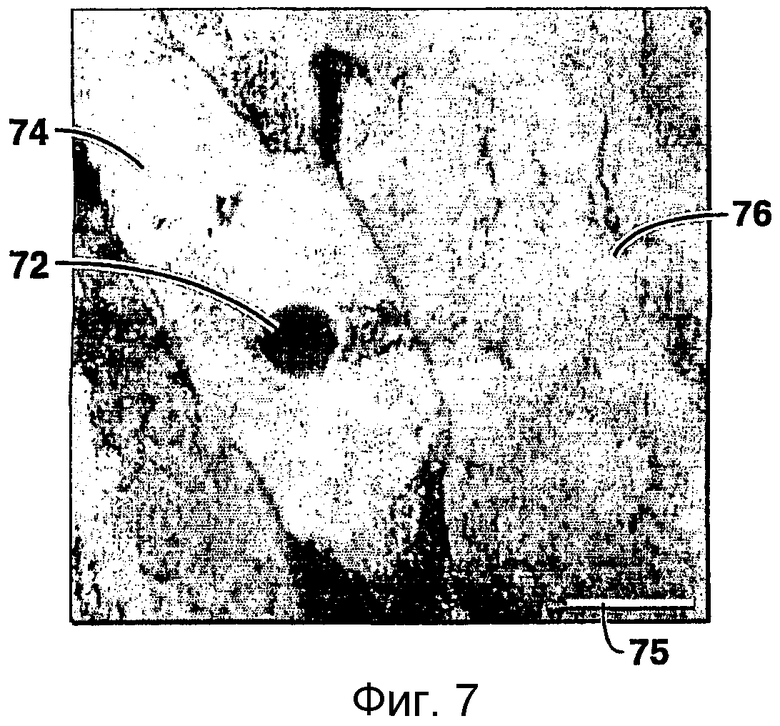
Фиг.7 представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее оксидное включение и соответствующее ему зерно игольчатого феррита в металле сварного шва в соответствии с данным изобретением;
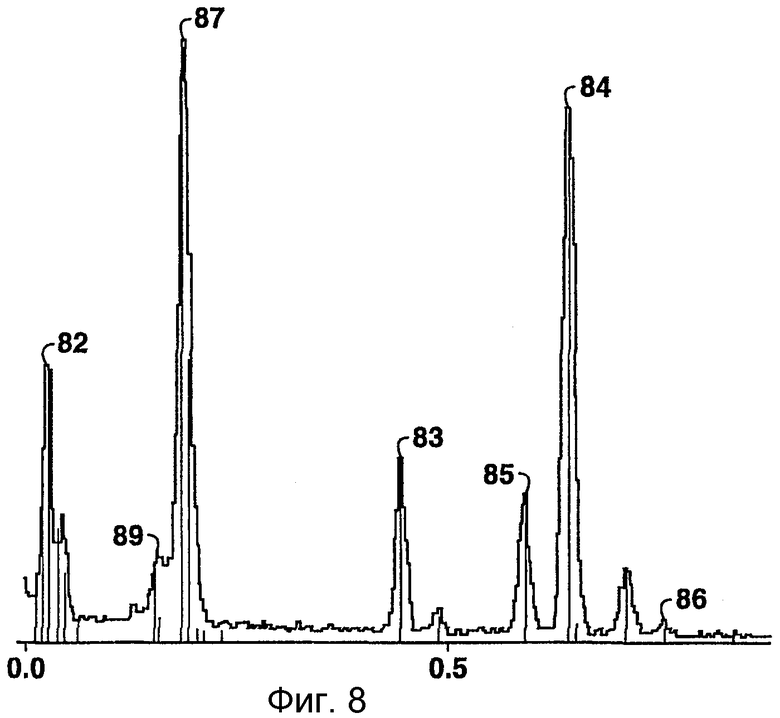
Фиг.8 представляет собой энергетический спектр диспергирующей спектроскопии (EDS) включения, показанного на фиг.7;
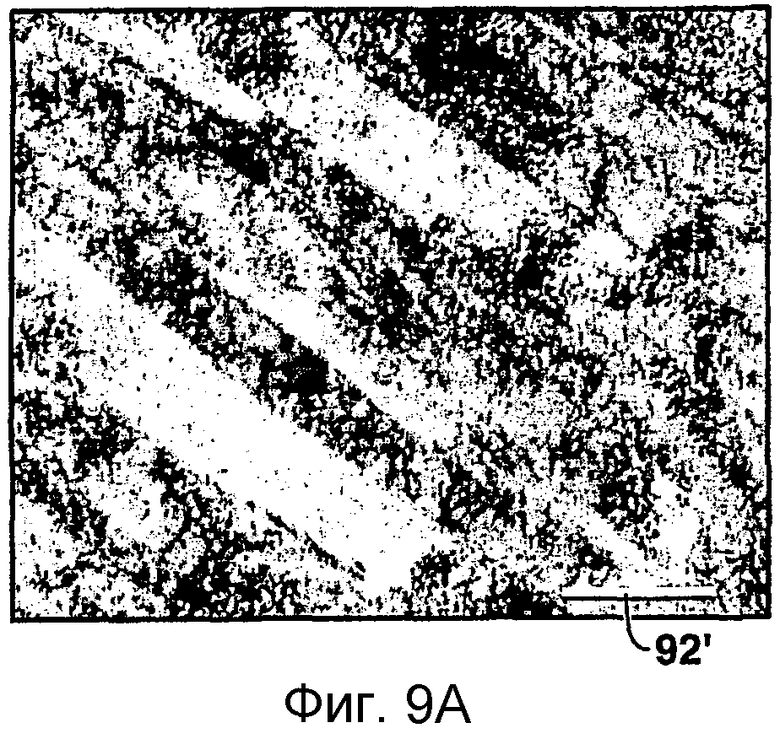
Фиг.9А представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее реечный мартенсит в металле сварного шва в соответствии с данным изобретением;
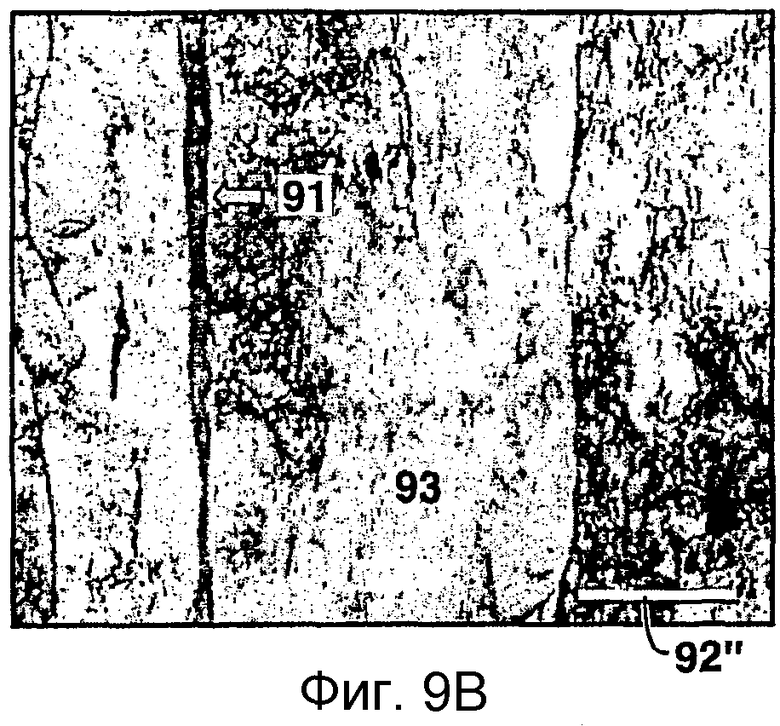
Фиг.9В представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее вырожденный верхний бейнит в металле сварного шва в соответствии с данным изобретением;
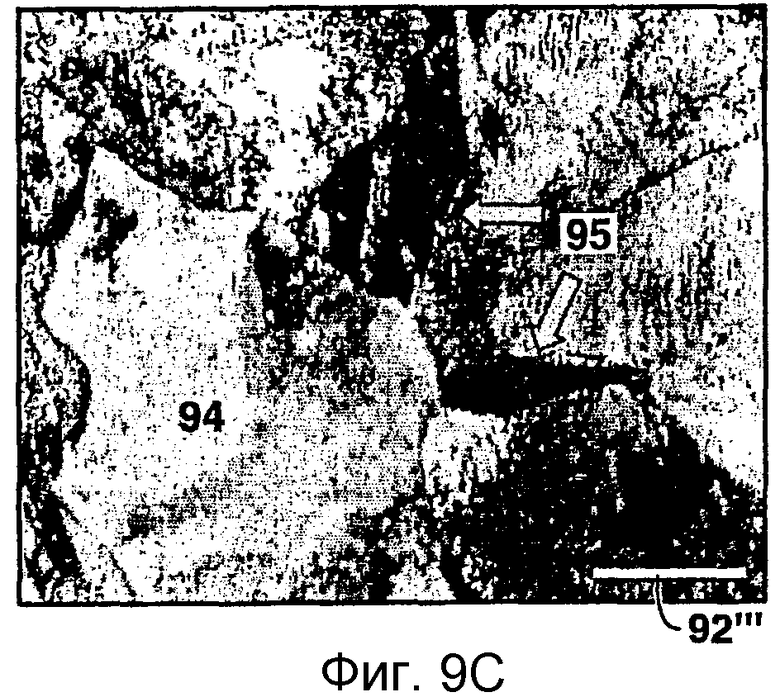
Фиг.9С представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее зернистый бейнит в металле сварного шва в соответствии с данным изобретением;
Фиг.9D представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее нижний бейнит в металле сварного шва в соответствии с данным изобретением;
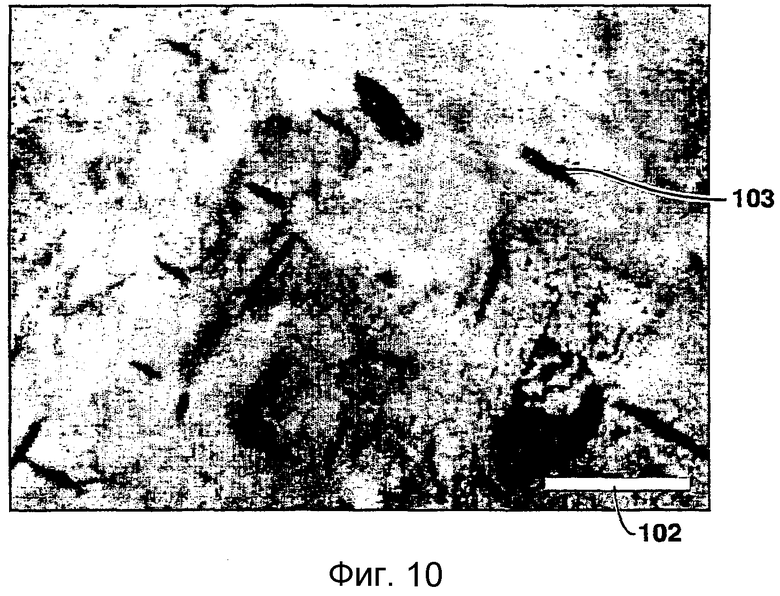
Фиг.10 представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее реечный мартенсит самопроизвольного отпуска в металле сварного шва в соответствии с данным изобретением;
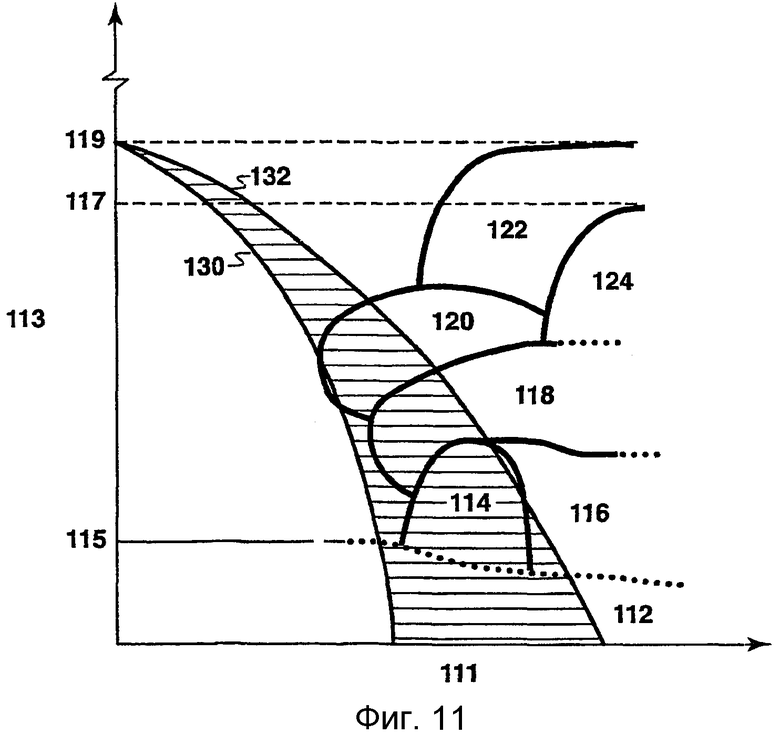
Фиг.11 показывает схематическое изображение диаграммы превращения при непрерывном охлаждении (ССТ) микроструктуры металла сварного шва, полученного в соответствии с данным изобретением;
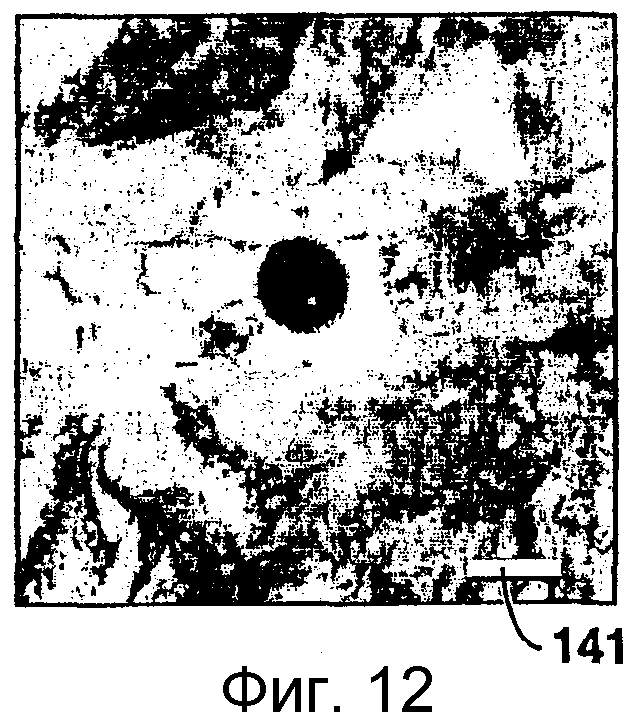
Фиг.12 представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ) при малом увеличении, показывающее включение в металле сварного шва в соответствии с данным изобретением;
Фиг.13 представляет собой изображение, полученное в ТЕМ при большом увеличении, показывающее включение в металле сварного шва в соответствии с данным изобретением;
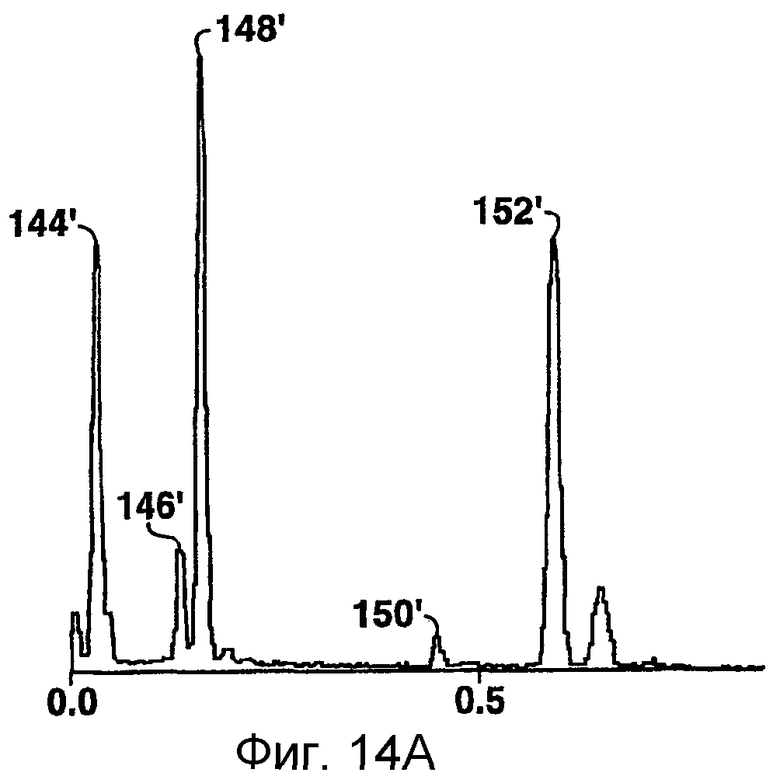
Фиг.14А представляет собой энергетический спектр диспергирующей спектроскопии (EDS) включения, показанного на фиг.12;
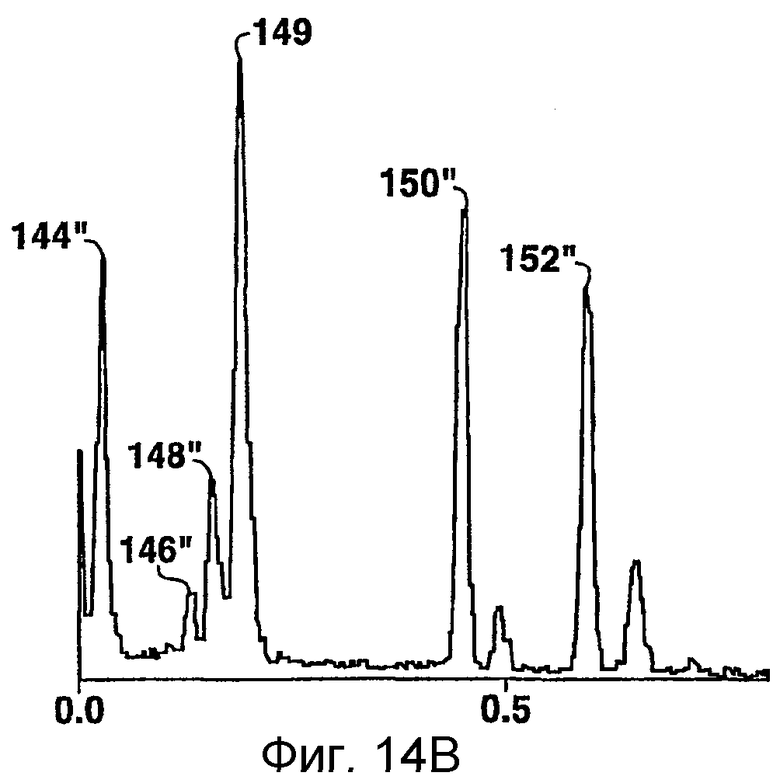
Фиг.14В представляет собой энергетический спектр диспергирующей спектроскопии (EDS) кластера (скопления) частиц внутри включения, показанного на фиг.13;
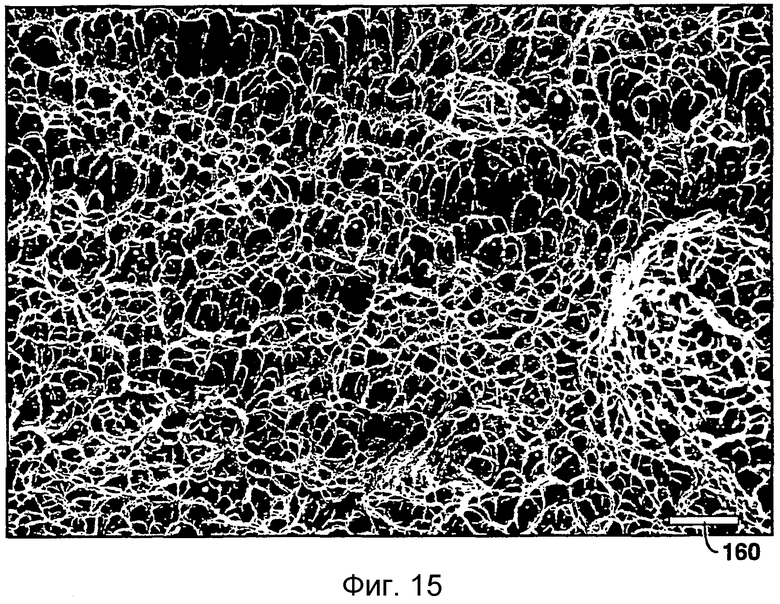
Фиг.15 представляет собой фрактоснимок, полученный в сканирующем электронном микроскопе (SEM), поверхности излома образца Шарпи с V-образным надрезом, взятого из металла сварного шва в соответствии с данным изобретением;
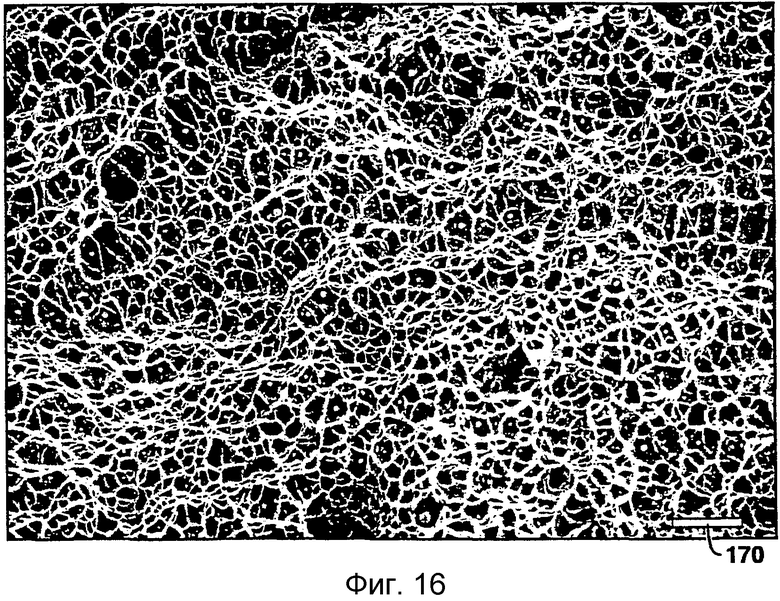
Фиг.16 представляет собой фрактоснимок, полученный в сканирующем электронном микроскопе (SEM), поверхности излома образца в соответствии с испытанием CTOD, взятого из металла сварного шва в соответствии с данным изобретением.
Хотя изобретение будет описано в связи с его предпочтительными вариантами осуществления, понятно, что изобретение не ограничивается только ими. Наоборот, изобретение предназначено для перекрытия всех альтернатив, модификаций и эквивалентов, которые могут быть включены в область и объем настоящего описания, определенные приложенной формулой изобретения.
Подробное описание изобретения
Предусмотрен металл сварного шва, содержащий железо, от около 0,04 мас.% до около 0,08 мас.% углерода, от около 1,0 мас.% до около 2,0 мас.% марганца, от около 0,2 мас.% до около 0,7 мас.% кремния, от около 0,30 мас.% до 0,80 мас.% молибдена, от около 2,3 мас.% до около 3,5 мас.% никеля, от около 0,0175 мас.% до около 0,0400 мас.% кислорода и по меньшей мере одну добавку, выбранную из группы, состоящей из циркония в количестве вплоть до около 0,04 мас.% и титана в количестве вплоть до около 0,02 мас.%. Металл сварного шва в соответствии с данным изобретением может также содержать менее около 0,01 мас.% фосфора, менее около 0,01 мас.% серы, до около 0,03 мас.% алюминия и менее около 0,020 мас.% азота. Кроме того, металл сварного шва может содержать по меньшей мере одну добавку, выбранную из группы, состоящей из хрома в количестве вплоть до 0,60 мас.%, меди в количестве вплоть до 0,60 мас.%, ванадия в количестве вплоть до около 0,040 мас.% и бора в количестве вплоть до 0,0012 мас.%. Зная химический состав желательного металла сварного шва и химический состав свариваемой(ых) стали(ей), специалисты в данной области техники могут определить состав необходимой плавящейся проволоки хорошо известными методами. Микроструктура металла сварного шва включает в себя от около 5 об. % до около 45 об.% игольчатого феррита и по меньшей мере около 50 об.% реечного (пакетного) мартенсита, вырожденного верхнего бейнита, нижнего бейнита, зернистого бейнита или их смесей. В одном варианте данного изобретения микроструктура металла сварного шва включает в себя от около 10 об.% до около 45 об.% игольчатого феррита. Компонент реечного мартенсита включает в себя реечный мартенсит самопроизвольного отпуска и реечный мартенсит отпуска.
Главное преимущество металлов сварного шва настоящего изобретения состоит в комбинации высокой прочности и превосходной низкотемпературной ударной вязкости, обеспеченной присутствием, морфологией и количеством твердой составляющей, такой как реечный мартенсит, и относительно мягкой фазы, представленной игольчатым ферритом, в микроструктуре металла сварного шва. Игольчатый феррит представляет собой тип феррита, хорошо известный специалистам в данной области, обычно связанный с металлами сварного шва, которые дают пределы текучести менее около 690 МПа (100 ksi) и которые известны как имеющие высокую ударную вязкость. Превосходная ударная вязкость металлов сварного шва данного изобретения является в основном результатом относительно низкого содержания углерода, небольшого размера зерна, тонкораспределенного игольчатого феррита и такого исполнения оксидных включений, которое обеспечивает тонкое распределение частиц мелких включений в микроструктуре металла сварного шва.
Предпочтительными методами сварки для получения металлов сварного шва данного изобретения является дуговая сварка металлическим электродом в среде защитного газа (GMAW), а еще более предпочтительным является импульсная GMAW.
Общее описание микроструктуры
Превосходная комбинация прочности и ударной вязкости обеспечивается несколькими основными показателями микроструктуры металла сварного шва в соответствии с данным изобретением. Такие показатели обеспечиваются химическим составом металла сварного шва и методом сварки, представленными в данном описании. Основные компоненты микроструктуры представляют собой твердую составляющую, относительно мягкую фазу и оксидные включения. Важный аспект представляет то, как твердая составляющая геометрически разбросана среди мягкой фазы. Большое значение имеет также форма (отношение длины к толщине) мягкой фазы и небольшой размер оксидных включений.
Микроструктуры, образующиеся внутри бывших аустенитных зерен металла сварного шва в соответствии с данным изобретением, схематически показаны на фиг.1А и фиг.1В. Как следует из фиг.1А и фиг.1В, игольчатый феррит содержит мягкую фазу 16', 16'' микроструктуры металла сварного шва в соответствии с данным изобретением. Игольчатый феррит 16', 16'' повышает ударную вязкость в результате подразделения бывших аустенитных зерен (смотри словарь специальных терминов), вследствие которого происходит эффективное уменьшение размера зерна. Игольчатый феррит 16', 16'' обеспечивает также способность к деформации (ударную вязкость) относительно твердой составляющей 11', 11'' микроструктуры металла сварного шва в соответствии с данным изобретением. Игольчатый феррит 16', 16'' присутствует в микроструктуре металла сварного шва в количествах от около 5 об.% до около 45 об.%. Твердая составляющая 11', 11'' является преобладающим компонентом микроструктуры и обеспечивает высокую прочность. Используемые в данном описании термины "преобладающий/преимущественно" означают по меньшей мере около 50 об.%. Реечный мартенсит, включающий в себя реечный мартенсит самопроизвольного отпуска и реечный мартенсит отпуска, предпочтительно является преобладающим компонентом твердой составляющей 11', 11''. При данном объемном проценте игольчатого феррита в микроструктуре твердая составляющая, включающая в себя реечный мартенсит, будет давать самую высокую прочность. В микроструктурах с пониженными прочностями твердая составляющая 11', 11'' может включать в себя смесь нескольких составляющих (отдельно не показанных на фиг.1А и фиг.1В), включая преимущественно вырожденный верхний бейнит и реечный мартенсит.
Твердая составляющая 11', 11'' может также включать в себя нижний бейнит и зернистый бейнит. В твердой составляющей 11', 11'' может также присутствовать относительно небольшое количество остаточного аустенита (обычно менее 1 об.%). Однако за исключением остаточного аустенита во всех случаях настоящего изобретения отдельные компоненты, составляющие твердую составляющую 11', 11'', имеют прочности, превышающие таковые игольчатого феррита 16', 16''.
Ряд основных свойств микроструктуры металлов сварного шва в соответствии с данным изобретением отличается от металлов сварного шва с низкоуглеродистым бейнитным ферритом (LCBF) и мартенситом, однако основная разница заключается в грубой крупнодисперсной микроструктуре. Металлы сварного шва в соответствии с данным изобретением обладают комбинацией значительных количеств низкоуглеродистого реечного мартенсита (или твердой составляющей) и игольчатого феррита, имеющего специфическую геометрическую форму. Это существенно отличается от тех металлов сварного шва, микроструктура которых включает в себя LCBF или мартенсит и которые намеренно являются гомогенными, т.е. либо полностью присутствует бейнит, либо полностью присутствует мартенсит.
Оксидные включения 14', 14'' в микроструктуре настоящего изобретения являются предпочтительно тонкораспределенными, т.е. средний размер включений 14', 14'' сведен к минимуму и составляет менее 1 микрона, более предпочтительно менее около 0,5 микрон, что приводит к существенному количеству тонкодисперсных включений 14', 14'' в микроструктуре металла сварного шва в соответствии с данным изобретением. Указанное достигается присутствием оксидных зародышей, которые предпочтительно содержат более около 50 мас.% Zr, Ti или их смесей. Для обеспечения достаточного образования зародышей игольчатого феррита 16', 16'', закрепления границы зерен и раскисления сварочной ванны предпочтительно создается адекватное, но не более, количество указанных тонкодисперсных включений 14', 14''. Согласно указанным целям содержание добавок Zr, Ti и Al ограничивают для поддержания общего низкого содержания включений в металле сварного шва и их среднего небольшого размера, обеспечивая тем самым максимальную ударную вязкость. Так, например, содержание Zr ограничено 0,04 мас.%, содержание Ti ограничено 0,020 мас.% и содержание Al ограничено 0,02 мас.%.
Химический состав
Металлы сварного шва в соответствии с данным изобретением содержат несколько или все из следующих элементов в примерных диапазонах количеств в мас.%, показанных в таблице I:
количество (мас.%)
количество (мас.%)
Металлы сварного шва в соответствии с данным изобретением содержат от около 0,04 мас.% до около 0,08 мас.% С, более предпочтительно от более около 0,05 мас.% до около 0,075 мас.% углерода и еще более предпочтительно от около 0,055 мас.% до около 0,07 мас.% углерода. Промежуточное содержание углерода, по сравнению с таковым в металлах сварного шва с LCBF или мартенситом, содействует образованию смешанной микроструктуры металлов сварного шва в соответствии с изобретением. Zr, Ti и О способствуют желательному числу, размеру и химическому составу оксидных включений в микроструктуре. Zr добавляется в качестве основного оксидообразующего элемента в металлах сварного шва данного изобретения вследствие его высокого сродства к кислороду и его способности создавать мелкие включения. В качестве оксидообразующего элемента может быть также добавлен титан; однако его способность давать мелкие включения меньше, чем у Zr. Во время сварки Zr предпочтительно окисляется при высоких температурах и благодаря его высокой способности к окислению создает множество зародышей мелких оксидных включений. Для контроля роста включений, а также для получения желательного содержания включений содержание Zr ограничено 0,04 мас.%. Титан в качестве легирующей добавки обеспечивает окислительный потенциал, отличающийся от потенциала металла сварного шва, легированного только Zr. Известно, что оксид Ti является полезным в металлах сварного шва для образования зародышей игольчатого феррита. Заявители полагают, что Zr является также полезным для образования зародышей игольчатого феррита. В металлах сварного шва в соответствии с данным изобретением присутствует достаточно низкий объемный процент оксидных включений для получения высокой ударной вязкости, но при этом для способствования образованию предпочтительного объемного процента игольчатого феррита (например, от около 5 об.% до около 45 об.%) и для осуществления желательного эффекта закрепления границы зерна присутствует адекватное число тонкодисперсных оксидных включений.
Марганец, кремний, хром, молибден и медь добавляют в количествах, достаточных для обеспечения требуемого упрочнения твердого раствора и прокаливаемости, необходимой для образования преобладающего количества твердой составляющей в микроструктуре, но для достижения желательной ударной вязкости в металлах сварного шва данного изобретения содержание всех указанных элементов ограничено.
Кроме способствования прокаливаемости, Si осуществляет функцию раскислителя в расплавленной сварочной ванне, а также он обеспечивает желательные характеристики поверхностного натяжения, которые повышают текучесть сварочной ванны. Повышенная текучесть помогает однородному "растеканию" расплавленной ванны по скошенной кромке боковой стенки сварного шва, а также смачиванию указанной стенки расплавленной ванной. Все указанное сводит к минимуму концентрации напряжений в кромке лицевой поверхности шва и помогает предотвратить дефекты сварки. Поскольку Si является сильным раскислителем, он будет присутствовать в виде элемента во многих оксидных включениях. Для получения максимальной ударной вязкости путем создания относительно небольших оксидных включений и для предотвращения роста включений содержание Si ограничивают. Основной аспект добавления Si в настоящем изобретении имеет отношение к сопротивлению отпуску в металле сварного шва во время многопроходного нагрева. Каждый наплавленный валик (слой металла, наплавленный за один проход) имеет склонность отпускать реечный мартенсит, содержащийся в предыдущем проходе, что приводит к получению более крупнодисперсных частиц карбида и размягчению мартенсита. Добавки Si помогают противостоять указанному явлению. В соответствии с данным механизмом Si способствует прочности металла сварного шва при уровнях свыше уровней, необходимых для простого упрочнения твердого раствора и повышения прокаливаемости.
Ni добавляется в основном для повышения ударной вязкости, но при этом для контроля расходов и избежания образования крупных затвердевших зерен его количество ограничено. Ni добавляется для способствования обеспечению ударной вязкости, необходимой для сварки кольцевым швом трубопровода, изготовленного из HSLA стали, и сооружения магистрального трубопровода, подходящего для эксплуатации в условиях холодной погоды при температуре ниже около -40°С (-40°F) или даже при такой низкой температуре, как -60°С (-76°F).
В тех случаях, когда является желательной повышенная прочность, для получения повышенного сопротивления отпуску может быть добавлен V, а в качестве добавки, повышающей прокаливаемость, и в качестве упрочняющего компонента может быть добавлен В.
Методы сварки
Химический состав металлов сварного шва в соответствии с данным изобретением лучше всего подходит для сварки с относительно низким количеством подводимого тепла. Более конкретно, указанный химический состав предназначен для получения желательной комбинации прочности и ударной вязкости при сварке с подводом тепла в диапазоне от около 0,3 кДж/мм (7,6 кДж/дюйм) до около 2,5 кДж/мм (63 кДж/дюйм). Более предпочтительно верхний предел данного диапазона подводимого тепла составляет около 1,5 кДж/мм (38 кДж/дюйм). Предел подводимого тепла, равный 1,5 кДж/мм (38 кДж/дюйм), является типичным для методов механизированной сварки кольцевым швом, пригодных для сооружения высокопрочных магистральных трубопроводов с большим диаметром в полевых условиях. Такие магистральные трубопроводы обычно имеют диаметр более 40,6 см (16 дюймов). Толщина стенки колеблется для нижней границы в пределах от около 8 до 10 мм (от 0,3 дюйма до 0,4 дюйма) до верхней границы около 30 мм (1,2 дюйма). Более предпочтительно верхняя граница диапазона толщины для высокопрочных магистральных трубопроводов составляет 20-25 мм (0,8-1 дюйм).
Механизированную сварку кольцевым швом в полевых условиях проводят при стационарном состоянии трубопровода, и поэтому сварку осуществляют в любом положении. Для получения максимальной производительности часто используют скашивание кромки шва с узким зазором. Один распространенный тип скашивания кромки шва с узким зазором типа CRC показан на фиг.2, на которой угол 21 составляет около 5°, угол 23 составляет около 45°, угол 25 составляет около 37,5°, расстояние 22 составляет около 0,330 см (0,130 дюйма), расстояние 24 составляет около 0,127 см (0,050 дюйма) и расстояние 26 составляет 0,127 (0,050 дюйма). Для получения достаточно небольших сварочных ванн с тем, чтобы расплавленный металл не выпадал во время наложения вертикальных и верхних сегментов, необходимы низкие подводы тепла. Другой аспект в пользу использования низких подводов тепла состоит в том, что дуга и сварочная ванна должны быть достаточно небольшими, чтобы обеспечить манипулирование внутри скошенной кромки шва. Поэтому при механизированной сварке кольцевым швом в полевых условиях имеются несколько факторов, которые накладывают естественные верхние ограничения на подвод тепла и благоприятствуют использованию плавящихся проволок небольшого диаметра, такого как 0,9 мм (0,035 дюйма) и 1,2 мм (0,045 дюйма). Поскольку низкие подводы тепла являются общепринятыми при сварке магистрального трубопровода кольцевым швом, вызывают беспокойство дефекты вследствие недостатка сплавления. Как известно специалистам в данной области, для уменьшения образования дефектов вследствие недостатка сплавления можно использовать пульсирующую подачу энергии. Предпочтительный метод сварки настоящего изобретения представляет собой импульсно-дуговую сварку металлическим электродом в среде защитного газа (PGMAW).
Предпочтительные методы сварки данного изобретения обуславливают характерный диапазон условий охлаждения металла сварного шва. Примеры кривых охлаждения металла сварного шва для швов, полученных с использованием предпочтительных методов данного изобретения, показаны на фиг.3. Более конкретно, фиг.3 показывает кривые охлаждения, полученные помещением термопары в сварочную ванну шва, полученного механизированной PGMAW на трубопроводе толщиной 16 мм (0,63 дюйма) и диаметром 91 см (36 дюймов), изготовленном из HSLA стали с использованием скашивания кромки и предварительного нагрева до температуры 100°С (212°F). На фиг.3 ось 32 представляет собой время в секундах, ось 34 представляет собой температуру в градусах Цельсия, кривая 36 представляет собой кривую охлаждения сварного шва, полученного при подводе тепла в количестве около 0,62 кДж/мм (15,8 кДж/дюйм), а кривая 38 представляет собой кривую охлаждения сварного шва, полученного при подводе тепла в количестве около 0,95 кДж/мм (24,1 кДж/дюйм). Данные кривые соответствуют времени охлаждения между 800°С (1472°F) и 500°С (932°F) от около 3 до около 7 секунд и скоростям охлаждения между указанными двумя температурами от около 43 до 100°С/сек (от 77 до 180°F/сек). Разница в количестве подводимого тепла, геометрия трубопровода или форма сварного шва, которые находятся в области предпочтительного метода сварки, могут давать до некоторой степени более высокие или более низкие скорости охлаждения, чем те, которые указаны.
Состав защитного газа для предпочтительного метода сварки содержит более около 50 об.% аргона (Ar) и более предпочтительно более 75 об.% Ar с добавками диоксида углерода (СО2) и/или кислорода и/или гелия. Предпочтительный состав газа представляет собой смесь Ar и СО2, содержащую от около 80 об.% до около 90 об.% Ar и от около 10 об.% до около 20 об.% СО2. Еще более предпочтительный состав газа включает в себя добавки гелия (He) в количестве до около 25 об.%. Добавка гелия дает более текучую сварочную ванну, лучшее смачивание боковой стенки и меньшую "выпуклость" наплавленного валика во время сварки магистрального трубопровода кольцевым швом. Выпуклость относится к профилю поверхности с выпуклым наплавленным валиком, и указанное может быть в особенности характерно для верхних сегментов кольцевого сварного шва. В случае He-содержащего газа содержание СО2, равное по меньшей мере около 5 об.%, будет использоваться с остатком газовой смеси, представленным аргоном. В область настоящего изобретения входят также более высокие содержания Ar и Не.
Состав защитного газа предусматривает окислительный потенциал, который облегчает образование желательного распределения оксидных включений. Более конкретно, число и размер оксидных включений ограничиваются указанным защитным газом. Достаточно сказать, что содержание кислорода в металлах сварного шва в соответствии с изобретением может изменяться в диапазоне от около 0,0175 мас.% до около 0,400 мас.% в зависимости в основном от содержания СО2 или О2 в защитном газе. Более предпочтительные ударные вязкости достигаются при содержании кислорода в диапазоне от около 0,0200 мас.% до 0,0260 мас.%, и при этом необходимо, чтобы защитный газ содержал менее около 15 об.% СО2, предпочтительно от около 5 об.% до около 10 об.% СО2 или в случае, в котором используется кислород, менее около 5 об.% О2. В некоторых вариантах данного изобретения содержание кислорода в металле сварного шва находится в диапазоне от около 0,0220 мас.% до 0,0260 мас.%. Однако для применений с меньшими требованиями, которые все же входят в область настоящего изобретения, могут быть использованы более дешевые защитные газы, чем те, которые необходимы для получения более предпочтительной ударной вязкости (т.е. с меньшим содержанием Ar и Не и с более высоким содержанием СО2 или кислорода).
Идентификация микроструктурных компонентов
Оптический макроснимок многопроходного сварного шва, полученного в соответствии с данным изобретением, показан на фиг.4. Когда каждый наплавленный валик затвердевает, вдоль линии сплавления эпитаксиально образуется множество зародышей зерен, которые растут со столбчатой структурой в направлении внутрь наплавленного валика. Когда сварной шов охлаждается, микроструктура в каждом столбчатом зерне подвергается превращению из аустенита в смесь других фаз и составляющих. Конечная микроструктура металла сварного шва содержит относительно мягкую фазу и одну или большее количество твердых составляющих. Мягкая фаза представляет собой фазу, повышающую ударную вязкость, а твердые составляющие обеспечивают высокую прочность. В конечном металле сварного шва присутствуют также оксидные включения. Мягкая фаза представляет собой тип игольчатого феррита и предпочтительно присутствует в количествах от около 5 до около 45 об.%. Твердая(ые) составляющая(ие) является(ются) преобладающим компонентом микроструктуры. Преобладающей твердой составляющей предпочтительно является реечный мартенсит, включающий в себя реечный мартенсит самопроизвольного отпуска и реечный мартенсит отпуска, но могут также присутствовать другие составляющие, такие как вырожденный верхний бейнит, нижний бейнит и зернистый бейнит.
Фиг.5А представляет собой схематическое изображение реечного мартенсита, показывающего цементит 51 самопроизвольного отпуска. Средняя ширина рейки реечного мартенсита в металлах сварного шва в соответствии с данным изобретением предпочтительно составляет менее около 0,3 микрона. Фиг.5В представляет собой схематическое изображение нижнего бейнита, показывающее цементит 52 и бейнитный феррит 53. Средняя ширина рейки нижнего бейнита в металлах сварного шва в соответствии с настоящим изобретением предпочтительно составляет около 0,4 микрона. Фиг.5С представляет собой схематическое изображение вырожденного верхнего бейнита, показывающее бейнитный феррит 54 и мартенсит-аустенит 55. Составляющая 55 может быть также мартенситом или аустенитом. Средняя ширина рейки вырожденного верхнего бейнита в металлах сварного шва в соответствии с данным изобретением предпочтительно составляет около 0,6 микрон. Фиг.50 представляет собой схематическое изображение зернистого бейнита, показывающее составляющую мартенсита-аустенита 56 и бейнитного феррита 57. Средняя ширина бейнитного феррита в зернистом бейните в металлах сварного шва в соответствии с данным изобретением предпочтительно составляет менее около 2 микрон. Фиг.5Е представляет собой схематическое изображение зерна игольчатого феррита 58. Средняя ширина зерна игольчатого феррита в металлах сварного шва в соответствии с данным изобретением предпочтительно составляет от около 0,7 микрона до 1,5 микрона.
Микроструктура, которая создается в одном аустенитном зерне металла сварного шва в соответствии с данным изобретением, схематически показана на фиг.1А и фиг.1В. Типичные изображения микроструктуры, полученные в сканирующем электронном микроскопе (SEM), показаны на фиг.6А и фиг.6В. Фиг.6А, на которой шкала 63 представляет собой расстояние 5 микрон, показывает присутствие игольчатого феррита 62 в микроструктуре, содержащей в основном реечный мартенсит 64. Фиг.6В, на которой шкала 67 представляет расстояние 5 микрон, показывает присутствие игольчатого феррита 68 в микроструктуре, содержащей в основном реечный мартенсит/вырожденный верхний бейнит 66. Объемный процент реечного мартенсита/вырожденного верхнего бейнита 66 в микроструктуре, показанной на фиг.6В, несомненно выше, чем объемный процент реечного мартенсита 64 в микроструктуре, показанной на фиг.6А. Таким образом, металл сварного шва в соответствии с данным изобретением, имеющий микроструктуру, показанную на фиг.6В, будет прочнее, чем металл сварного шва в соответствии с данным изобретением, имеющий микроструктуру, показанную на фиг.6А. Во время цикла охлаждения сварного шва, когда игольчатый феррит образует зародыши на мелких оксидных включениях, которые содержат Zr или Ti или оба элемента, сначала происходит разложение аустенита. Фиг.7 представляет собой изображение, полученное в просвечивающем электронном микроскопе (ТЕМ), показывающее присутствие нижнего мартенсита 76 и оксидного включения 72 с относящимся к нему зерном игольчатого феррита 74. Фиг.8 представляет собой энергетический спектр диспергирующей спектроскопии (EDS) оксидного включения 72, показанного на фиг.7. Фиг.8 показывает пик 82 кислорода, пик 83 титана (Ti), пик 84 железа (Fe), пик 85 марганца, пик 86 никеля, пик 89 кремния и пик 87 циркония (Zr). Присутствие пика 83 Ti и пика 87 Zr является отчетливым. Отношение длины зерен игольчатого феррита к толщине (которые имеют пластинчатую форму) является до такой степени достаточно высоким, что пластины игольчатого феррита подразделяют аустенитные зерна на более мелкие субъединицы. (Смотри словарь специальных терминов для определения выражения "отношение длины к ширине".)
При температурах ниже тех, при которых происходит образование зародышей игольчатого феррита, аустенит, который остается между зернами игольчатого феррита, превращается в твердые составляющие микроструктуры металлов сварного шва в соответствии с данным изобретением. На фиг.9А-фиг.9D показано несколько микроснимков, полученных в ТЕМ. Шкала 92', 92'', 92''', 92'''' соответственно для фиг.9А, фиг.9В, фиг.9С и фиг.90 составляет 500 нм. Фиг.9А показывает реечный мартенсит. Фиг.9В показывает вырожденный верхний бейнит, содержащий мартенсит 91 и бейнитный феррит 93. Фиг.9С показывает зернистый бейнит, содержащий бейнитный феррит 94 и мартенсит-аустенит 95. Фиг.90 показывает нижний бейнит, содержащий карбид (цементит) 96. Реечный мартенсит часто является преобладающей твердой составляющей. Благодаря химическому составу металлов сварного шва в соответствии с данным изобретением начальная температура превращения реечного мартенсита находится в диапазоне от около 380°С (716°F) до около 430°С (806°F). Указанная относительно высокая начальная температура мартенсита (температура превращения Ms) обеспечивает возможность самопроизвольного отпуска во время цикла охлаждения сварного шва. Доказательство самопроизвольного отпуска показано на фиг.10, где изображен микроснимок, полученный в ТЕМ со шкалой 102 в 150 нм, показывающий присутствие карбида (цементита) 103 в реечном мартенсите самопроизвольного отпуска.
Температура превращения игольчатого феррита предпочтительно является достаточно высокой для того, чтобы происходило значительное распределение углерода в остаточном аустените, и указанное обогащение создает более прочные твердые составляющие. Содействие двойной фазовой природе микроструктуры повышает как прочность, так и ударную вязкость. Во время экспериментальной работы, проведенной изобретателями, подразумевалось, что температура соответственного превращения различных металлов сварного шва, полученных в соответствии с данным изобретением, определялась отношением длины к толщине и средней толщиной отдельных зерен игольчатого феррита. Пониженные значения отношений длины к толщине и более толстые зерна являются показателем более высоких температур превращения.
В предпочтительной микроструктуре металлов сварного шва в соответствии с данным изобретением избегают морфологии игольчатого феррита с очень высоким отношением длины к толщине, например, более около 20:1, вследствие чего зерна игольчатого феррита полностью вытянуты поперек бывшего аустенитного зерна. Иглоподобная морфология дает высокую прочность, но по сравнению с морфологией с пониженным отношением длины к толщине худшую вязкость, вследствие чего пластины игольчатого феррита не полностью вытянуты поперек бывшего аустенитного зерна. Отношение длины игольчатого феррита к толщине становится более высоким, когда увеличивается содержание лигатуры и/или повышается скорость охлаждения, а температура превращения уменьшается. Как только значение Pcm (смотри словарь специальных терминов) превышает значение, равное примерно 0,295, игольчатый феррит становится все более иглообразным и его количество в микроструктуре уменьшается примерно до 10 об.% или менее. Как только значение Pcm превышает значение, равное примерно 0,305, объемная фракция игольчатого феррита уменьшается примерно до 5 об.% или менее. При таких низких уровнях игольчатого феррита микроструктура утрачивает свою двойную фазовую природу (мягкая фаза плюс твердые составляющие) и ударная вязкость уменьшается. Для микроструктур металлов сварного шва в соответствии с данным изобретением, имеющих пониженную прочность, предпочтительно получают больший объемный процент игольчатого феррита с пониженным отношением длины к толщине (т.е. около 5:1), при этом происходит эффективное подразделение бывших аустенитных зерен и обеспечение превосходной низкотемпературной ударной вязкости (смотри фиг.1А). В таком случае относительно высокий объемный процент игольчатого феррита дает прочности в нижнем конце диапазона настоящего изобретения.
На фиг.11 схематически показана диаграмма превращения при непрерывном охлаждении (СТТ) микроструктуры металла сварного шва, полученного в соответствии с данным изобретением. На фиг.11 ось 111 представляет собой время, а ось 113 представляет собой температуру, при этом 115 представляет собой температуру превращения Ms, 117 представляет собой температуру превращения Ar1 и 119 представляет собой температуру превращения Ar3 (смотри словарь специальных терминов для определений температуры превращения Ms, температуры превращения Ar1 и температуры превращения Ar3). Фиг.11 показывает также кривые охлаждения 130 и 132 и области мартенсита 112, зернистого бейнита 114, нижнего бейнита 116, вырожденного верхнего бейнита 118, игольчатого феррита 120, феррита 122 и перлита 124. Вследствие распределения, которое происходит во время затвердевания и последующего превращения, трудно описать диаграмму СТТ, которая представляет все участки металла сварного шва. Иными словами, химический состав металла сварного шва будет изменяться от точки к точке и СТТ также будет изменяться. Фиг.11 намеренно представлена в виде общей схемы.
Исполнение объединенных мягкой фазы и твердых составляющих металла сварного шва в соответствии с данным изобретением обеспечивает превосходную комбинацию прочности и ударной вязкости. Такая микроструктура может быть отнесена к игольчатому ферриту, разбросанному в мартенсите (AFIM). В данном выражении термин "мартенсит" используется для отнесения к тому, что обычно представляет собой смесь твердых составляющих. Реечный мартенсит часто является преобладающим компонентом твердой составляющей, однако будут также присутствовать немартенситные составляющие. Микроструктура AFIM заметно отличается от металлов сварного шва с микроструктурой типа LCBF, потому что она содержит иные продукты, чем бейнит; и она отличается от традиционных металлов сварного шва с мартенситной микроструктурой, потому что она содержит игольчатый феррит.
Оксидные включения
Образование игольчатого феррита зависит не только от химического состава металла сварного шва и скорости охлаждения (которые в свою очередь зависят от ряда параметров сварки, включающих подвод тепла, предварительный нагрев и толщину основного материала и т.д.), но также от типа, размера и показателя плотности оксидных включений в металле сварного шва. Использование включений для способствования созданию определенной морфологии игольчатого феррита является неотъемлемой частью микроструктуры металла сварного шва в соответствии с изобретением. Цирконий используется в металле сварного шва (и в меньшей степени Ti) для способствования получению тонкой дисперсии оксидных включений и образованию зародышей игольчатого феррита на этих включениях. Во время экспериментальной работы изобретатели количественно определяли размеры и показатели численной плотности включений металла сварного шва. Каждый сварной шов, который анализировали на содержание включений, исследовали в светлом поле ТЕМ с получением, как минимум, 12 микроснимков (рамок), наблюдаемых при увеличении 6300. Средний размер оксидных включений и показатели численной плотности находились соответственно в диапазоне от около 250 нм до около 650 нм и от около 1,5×1010/м2 до около 10,5×1010/м2. В некоторых вариантах средние размеры включений находились в диапазоне от около 250 нм до около 550 нм.
Изобретатели наблюдали, что оксидные включения диаметром более примерно 1 микрона являются неэффективными для способствования образованию игольчатого феррита. В результате химический состав металла сварного шва и метод сварки для получения металлов сварного шва в соответствии с данным изобретением выбраны таким образом, чтобы свести к минимуму образование указанных грубодисперсных оксидных включений. Добавки Zr и в меньшей степени Ti в количествах, определенных в данном изобретении, являются решающими при регулировании размера включения. Для данной цели также регулируют количества других сильных раскислителей, таких как Al и Si. Кроме того, для содействия ограничению роста оксидного включения регулируют количество кислорода в металле сварного шва до значения менее около 0,0400 мас.% путем выбора защитного газа и количеством подводимого при сварке тепла. Средний диаметр предпочтительных оксидных включений находится в диапазоне от около 250 нм до около 500 нм.
Предпочтительные включения в металлах сварного шва в соответствии с данным изобретением представляют собой оксиды, которые образуют зародыши, в особенности в виде оксидов Zr и в меньшей степени оксидов Ti. Содержание кислорода в металле сварного шва составляет от около 0,0200 мас.% до около 0,0400 мас.%, при этом изобретатели определили, что Zr (и в меньшей степени Ti), добавленный к металлу сварного шва посредством сварочной плавящейся проволоки, приводит к увеличению показателя численной плотности и уменьшению размера оксидных включений в металле сварного шва по сравнению со случаем, когда Zr и/или Ti не добавляется. Анализы, проведенные с использованием ТЕМ/STEM с высокой разрешающей способностью, показали уникальную структуру Zr-содержащих оксидных включений. STEM является аббревиатурой сканирующего просвечивающего электронного микроскопа. Фиг.12, которая имеет шкалу 141 в 900 нм, является изображением оксидного включения при небольшом увеличении. Фиг.13, которая имеет шкалу 143 в 300 нм, является изображением другого включения при более высоком увеличении. Фиг.14А представляет собой EDS-спектр включения, показанного на фиг.12, который показывает пик 144' кислорода, пик 146' алюминия, пик 148' кремния, пик 150' титана и пик 152' марганца. Фиг.14В представляет собой EDS-спектр скопления (кластера) частиц внутри включения, показанного на фиг.13, который показывает пик 144'' кислорода, пик 146'' алюминия, пик 148'' кремния, пик 149'' циркония, пик 150'' титана и пик 152 марганца.
Когда к металлу сварного шва посредством сварочной плавящейся проволоки добавляется Zr, большинство оксидных включений металла сварного шва имеет сердцевину, состоящую из скопления или кластера мелких оксидных частиц, которые предпочтительно включают в себя более около 50 мас.% Zr. Каждая отдельная частица предпочтительно имеет диаметр менее 100 нм. Обогащенная Zr сердцевина часто покрыта наружным слоем (оболочкой), который включает в себя в основном оксиды Mn, Al, Si или их смеси. Средний диаметр конечных оксидных включений, имеющихся в затвердевшем металле сварного шва (сердцевина плюс наружный слой), составляет от 250 до 500 нм. Изобретатели полагают, что Zr способствует образованию игольчатого феррита, вызывая образование множества мелких включений, действующих в качестве центров или позиций для гетерогенного (неоднородного) зародышеобразования. Предпочтительный металл сварного шва в соответствии с данным изобретением содержит игольчатый феррит, который был зарожден из оксидных включений, содержащих сердцевину, состоящую из одной или большего количества оксидных частиц. В одном варианте сердцевина имеет общее содержание Zr и Ti более около 50 мас.%. В другом варианте сердцевина имеет содержание Zr более около 50 мас.%.
В итоге изобретатели обнаружили, что Zr является эффективным для создания в металле сварного шва очень маленьких отдельных частиц. Такие частицы обильно и однородно образуют зародыши и регулируют конечный размер и дисперсию оксидных включений в металле сварного шва. Было найдено, что Zr является более сильнодействующим с точки зрения создания мелких включений в металле сварного шва, чем Ti. В публикациях, относящихся к этой области промышленности, сообщалось, что Ti является сильным инициатором образования зародышей игольчатого феррита. В настоящем изобретении было обнаружено, что Zr играет такую же выгодную роль. Поэтому в предпочтительном химическом составе в соответствии с данным изобретением могут быть добавлены как Zr, так и Ti.
Создание превосходной ударной вязкости в металле сварного шва
AFIM микроструктура предназначена для получения как низкой температуры перехода из пластичного состояния в хрупкое (DBTT), так и для получения высокого верхнего значения предела ударной вязкости, измеренной или испытанием образца Шарпи с V-образным надрезом, или механическим испытанием на излом, таким как CTOD или полное испытание на криволинейный скос кромки. Как известно специалистам в данной области, DBTT дает показание сопротивления разрушению по плоскости спайности, тогда как верхний предел ударной вязкости относится к сопротивлению вязкому излому (т.е. излому, который происходит за счет укрупнения микропустот). Превосходные сопротивления вязкому излому и сопротивление хрупкому излому AFIM микроструктуры может быть отнесено за счет нескольких инженерных аспектов микроструктуры металла сварного шва.
Содержание углерода: Относительно низкое содержание углерода в металлах сварного шва в соответствии с данным изобретением способствует получению твердой составляющей (часто реечного мартенсита) со свойственной ей высокой пластичностью и ударной вязкостью. Содержание углерода является важным фактором для контроля начальной температуры превращения мартенсита, самопроизвольного отпуска, степени тетрагональности и плотности дислокаций. Данные факторы являются основными факторами, содействующими высокой ударной вязкости. Относительно низкое содержание углерода также ограничивает число и размер частиц внутриреечного цементита, которые образуются в реечном мартенсите или во время самопроизвольного отпуска в осажденном состоянии или при повторном нагреве, когда осуществляют последующие проходы при сварке.
В случае бейнитов пониженное содержание углерода ограничивает число и размер меж- и внутриреечных карбидов (цементита или Fe3C). Создание более мелких частиц карбида повышает сопротивление разрушению по плоскости спайности. Кроме того, пониженное содержание углерода по существу исключает образование "классического верхнего бейнита" с его характерными сплошными карбидными пленками на границах реек. Как известно специалистам в данной области, классический верхний бейнит дает очень низкую ударную вязкость. Относительно низкое содержание углерода в металлах сварного шва настоящего изобретения создает тип верхнего бейнита, известный как вырожденный верхний бейнит (DUB), где межреечные пленки представляют собой мартенсит или мартенсит-аустенит, но не карбид. DUB, который присутствует в некоторых металлах сварного шва в соответствии с данным изобретением, дает гораздо более высокую пластичность и ударную вязкость по сравнению с классическим верхним бейнитом, который имеется в металлах сварного шва с повышенным содержанием углерода.
Размер зерна: Как известно специалистам в данной области, небольшой размер зерна является выгодным как для сопротивления вязкому излому, так и для сопротивления хрупкому излому. В AFIM микроструктуре маленький размер зерна создается в основном за счет выбора: (1) метода сварки и, таким образом, скорости охлаждения, (2) химического состава металлов сварного шва и (3) состава защитного газа. Низкий подвод тепла при сварке способствует относительно быстрому нагреву и высоким скоростям охлаждения. Данное обстоятельство ограничивает время при высокой температуре и сводит к минимуму движущую силу, доступную для роста зерна. Быстрое охлаждение способствует также пониженным температурам превращения и более мелкой микроструктуре. Химический состав (т.е. прокаливаемость) и содержание включений (т.е. центры зародышеобразования игольчатого феррита) предпочтительно выбирают таким образом, чтобы избежать следующих продуктов и их производных: феррита с границей зерна, ориентированного по Видманштетту, или глыбообразного феррита, внутризеренного полигонального (глыбообразного феррита), крупнодисперсного феррита с расположенной в линию второй фазой, а также перлита. Эффективный размер зерна предпочтительной микроструктуры значительно меньше размера зерна вышеперечисленных продуктов превращения. Тонкое распределение мелких оксидных включений закрепляет границы зерен в металле сварного шва при высоких температурах. Указанное обстоятельство является в особенности важным на участках, расположенных почти за перемещающимся фронтом кристаллизации. При указанных высоких температурах пытаются расти столбчатые кристаллы металла сварного шва, и включения вызывают известный специалистам в области металлургии эффект "торможения", который замедляет движение границы зерна.
Игольчатый феррит: Ударная вязкость AFIM микроструктуры повышается вследствие присутствия игольчатого феррита, благодаря высокой ударной вязкости, присущей тонкозернистому ферриту. Кроме того, морфология игольчатого феррита действует как разделитель каждого аустенитного зерна на более мелкие подъединицы, что является аналогичным уменьшению размера зерна.
Распределение карбидов: Поскольку частицы карбидов могут растрескиваться и вызывать инициирование разрушения по плоскости спайности, химический состав сварного шва и метод сварки выбраны таким образом, чтобы создать предпочтительную микроструктуру, которая ограничивает количество и размер указанных карбидов, и в особенности избежать образования сплошных межреечных карбидных пленок. Большая часть цементита, имеющегося в предпочтительной микроструктуре, присутствует в виде частиц второй фазы в твердой составляющей. Указанные частицы второй фазы образуются при таких температурах, при которых в некоторой степени ограничена диффузия углерода, и поэтому отдельные частицы являются мелкими. Фиг.10 показывает частицы цементита 103, которые осаждены во время самопроизвольного отпуска в мартенсите рейки.
Оксидные включения: В соответствии с данным изобретением значительное число мелких включений создается для того, чтобы: (1) образовать зародыши игольчатого феррита в количестве, соответствующем критическому объемному проценту, (2) индуцировать упомянутый выше эффект закрепления границы зерна. Включения, которые создаются для этих целей, являются достаточно мелкими и поэтому они не являются эффективными центрами инициирования разрушения по плоскости спайности. При создании мелких тонкораспределенных оксидных включений указанные выше выгодные эффекты включений в микроструктуру металла сварного шва сведены к максимуму, при этом оказывается минимальное отрицательное действие как на сопротивление вязкому излому, так и на сопротивление хрупкому излому по кристаллографическим плоскостям скольжения.
Даже при таких низких температурах, как -80°С (-112°F), AFIM микроструктура способна давать вязкий излом в испытании образца Шарпи с V-образным надрезом. Это показано на фиг.15, которая представляет собой фрактоснимок (имеющий шкалу 160 в 10 микрон) поверхности излома образца Шарпи с V-образным надрезом, который был взят из металла сварного шва, полученного в соответствии с настоящим изобретением. Образец фиг.15 был взят из сварного шва стенки трубопровода толщиной 16 мм, при этом температура испытаний была равна -80°С (-112°F). Изображение на фиг.15 было получено на расстоянии 0,5 мм от конца надреза. Другое изображение (имеющее шкалу 170 в 10 микрон), полученное из участка, расположенного около конца надреза, образца с вязкостью разрушения (использованного для измерения CTOD или JIC), испытанной при -112°F, показано на фиг.16. Испытуемый образец, имеющий геометрические размеры В×2В, был взят из сварного шва стенки трубопровода толщиной 16 мм, где, как понятно специалистам в данной области, В представляет толщину и 2В представляет ширину образца. Что касается вязкого излома, то малое число включений, их небольшой размер и тонкая дисперсия заставляют матрицу подвергаться большой деформации для соединения микропустот и создания в результате высокого сопротивления вязкому излому.
Соотношение между прочностью и ударной вязкостью
Как известно специалистам в области металлургии стали, ферритные конструкционные стали обычно показывают обратное соотношение между прочностью и ударной вязкостью. В зависимости от конкретного сорта стали указанное соотношение может быть верным для верхнего предела ударной вязкости или оно может быть верным для температуры перехода из пластичного состояния в хрупкое (DBTT), или оно может быть верным для обоих из указанных параметров ударной вязкости. Для металлов сварного шва настоящего изобретения обратное соотношение прочность - вязкость обычно является верным для верхнего предела, но оно необязательно остается верным для DBTT. Пониженная прочность металлов сварного шва, полученного в соответствии с данным изобретением, склонна давать самое высокое значение верхнего предела ударной вязкости. Повышенная прочность металлов сварного шва склонна давать значения верхнего предела ударной вязкости, которые находятся в нижнем конце спектра. Что касается DBTT, то можно получить прочную микроструктуру (например, предел текучести порядка от около 900 МПа до 931 МПа (от 130 до 135 ksi)), в которой преобладает реечный мартенсит и которая дает такую низкую DBTT, как -80°С (-112°F). Данный факт показывает одно из желательных свойств низкоуглеродистого реечного мартенсита, в особенности, если происходит самопроизвольный отпуск или отпуск, связанный с многопроходной сваркой. Кроме того, небольшой объемный процент игольчатого феррита с повышенным отношением длины к толщине обеспечивает эффективное измельчение бывших аустенитных зерен.
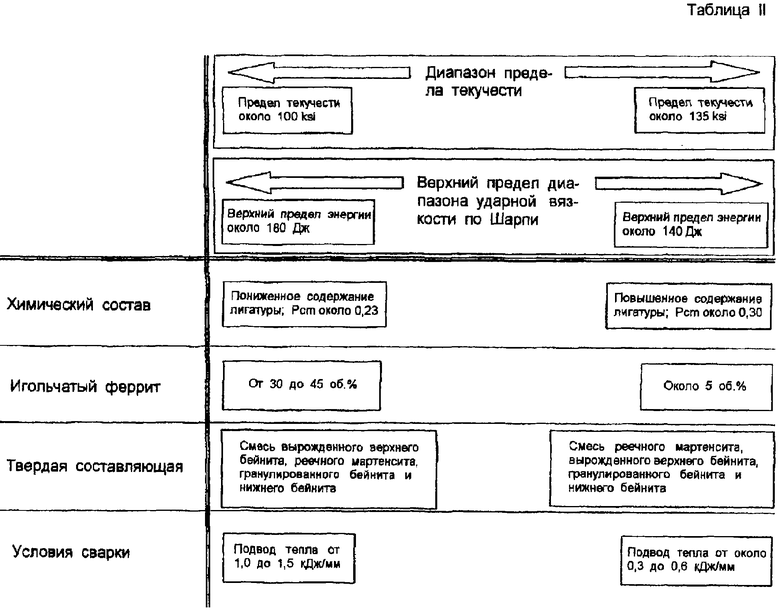
Таблица II, представленная после словаря специальных терминов, обеспечивает руководство, касающееся соотношений между прочностью, ударной вязкостью, химическим составом, микроструктурой и условиями сварки в соответствии с данным изобретением. Таким образом, химические составы металлов сварного шва, имеющие меньшее содержание лигатуры (меньшее значение Pcm), склонны давать меньшее количество твердых составляющих и большее количество игольчатого феррита, и это создает пониженную прочность, но при этом более высокий верхний предел ударной вязкости. С другой стороны, химические составы металлов сварного шва, имеющие повышенное содержание лигатуры (более высокое значение Pcm), склонны давать большее количество твердых составляющих и меньшее количество игольчатого феррита, и это создает повышенную прочность, но при этом верхний предел ударной вязкости обычно находится в нижнем конце спектра. Что касается условий сварки, то более высокое количество подводимого тепла склонно создавать пониженные скорости охлаждения, и это благоприятствует присутствию большего количества игольчатого феррита, пониженной прочности и более высокому значению верхнего предела ударной вязкости. Подобно пониженное количество подводимого тепла склонно создавать повышенные скорости охлаждения, меньшее количество игольчатого феррита (который замещается более твердыми составляющими), повышенную прочность, но при этом верхний предел ударной вязкости находится в нижнем конце спектра.
Предварительный нагрев и контроль водородного растрескивания
Водородное растрескивание является частой проблемой, связанной со сваркой высокопрочных сталей. Металлы сварного шва, полученные в соответствии с данным изобретением, способны давать пределы текучести до около 931 МПа (135 ksi). Высокое сопротивление водородному растрескиванию в данных металлах сварного шва достигается ограничением содержания углерода и включением в микроструктуру незначительного объемного процента игольчатого феррита. Относительно низкоуглеродистая твердая составляющая (часто реечный мартенсит) при смешивании с игольчатым ферритом обеспечивает превосходное сопротивление водородному растрескиванию по сравнению с традиционными мартенситными металлами шва, которые содержат более около 0,08 мас.% углерода. Кроме того, Zr-содержащие оксидные включения обеспечивают сильные ловушки для водорода в металле сварного шва, ограничивая тем самым количество водорода, доступного для растрескивания. Сопротивление растрескиванию металлов сварного шва, полученное в настоящем изобретении, может быть в определенных случаях слегка ниже по сравнению с сопротивлением металлов сварного шва с LCBF, но имеются также другие выгодные рынки сбыта, рассматривающие намеренное применение высокопрочных свариваемых сталей. Потенциал прочности металлов сварного шва, полученных в соответствии с данным изобретением, больше такового для металлов сварного шва с LCBF из-за более высокого содержания углерода, присутствия в микроструктуре реечного мартенсита и более низкого подвода тепла при сварке. Следовательно, металлы сварного шва настоящего изобретения лучше подходят для сваривания сталей с пределами текучести выше около 100 ksi (690 МПа).
При применении предварительного нагрева около 50°С (112°F) и метода сварки, который генерирует менее около 5 мл диффундирующего водорода на 100 г осажденного металла сварного шва, могут быть получены сварные швы, не имеющие трещин, даже при использовании самого прочного из металлов сварного шва, полученных в соответствии с данным изобретением. Однако для большинства надежных применений настоящего изобретения сварку проводят с предварительным нагревом при температуре около 100°С (212°F), но не более около 150°С (302°F).
Хотя изобретение хорошо подходит для соединения трубопроводов, изготовленных из HSLA стали, оно не ограничено только такими сталями; данное изобретение скорее является подходящим для соединения любых HSLA сталей с пределами текучести в диапазоне от около 690 МПа (100 ksi) до около 931 МПа (135 ksi) и в особенности для применений, в которых требуется превосходная низкотемпературная ударная вязкость. Кроме того, хотя настоящее изобретение описано с точки зрения одного или более предпочтительных вариантов осуществления, понятно, что могут быть сделаны другие модификации без отклонения от сущности изобретения, которая изложена в нижепредставленной формуле изобретения.
Словарь специальных терминов
AFIM: игольчатый феррит, разбросанный или распределенный в мартенсите;
температура превращения Ar1: температура, при которой во время охлаждения завершается превращение аустенита в феррит или в феррит плюс цементит;
температура превращения Ar3: температура, при которой во время охлаждения аустенит начинает превращаться в феррит;
отношение длины к толщине: среднее отношение длины к толщине;
CTOD: раскрытие трещины на наплавке рабочего конца электрода;
DBTT (температура перехода из пластичного состояния в хрупкое): устанавливает два режима излома в конструкционных сталях: при температуре ниже DBTT разрешение может происходить за счет низкоэнергетического хрупкого излома (хрупкого разрушения) по кристаллографическим плоскостям скольжения, тогда как при температуре выше DBTT разрушение может происходить за счет высокоэнергетического вязкого излома;
опасный вследствие потенциального излома: означает, что если происходит излом, структура, в которой происходит излом, является неподходящей для намеренного применения, т.е. содержание под давлением текучих сред обычно представляет опасное применение вследствие потенциального излома;
GMAW: дуговая сварка металлическим электродом в среде защитного газа;
HSLA: высокопрочная низколегированная сталь;
высокопрочная низколегированная (HSLA) сталь: любая сталь, содержащая железо и в целом менее около 10 мас.% легирующих добавок и имеющая предел текучести по меньшей мере около 550 МПа (80 ksi);
J: джоули;
значения JIC: вязкость разрушения материала, измеренная полным испытанием на криволинейный скос кромки при медленных скоростях нагрузки; JIC является полным испытанием, осуществленным близко к началу устойчивого удлинения при разрушении; JIC может быть измерена для материалов, которые подвергаются значительной пластической деформации перед началом устойчивого удлинения при разрушении;
LCBF: низкоуглеродистый бейнитный феррит;
среднее: арифметическое среднее, т.е. среднее от набора значений, полученное делением суммы значений на количество значений;
температура превращения Ms: температура, при которой во время охлаждения начинается превращение аустенита в мартенсит;
Pcm: хорошо известный в промышленности термин, используемый для выражения свариваемости; также Pcm=(мас.% С + мас.% Si/30 + (мас.% Mn + мас.% Cu + мас.% Cr)/20 + мас.% Ni/ 60 + мас.% Мо/15 + мас.% V/10 + 5 (мас.% В));
PGMAW: импульсно-дуговая сварка металлическим электродом в среде защитного газа;
ppm: части на миллион (по массе);
преобладающий/в основном: по меньшей мере, около 50 об.%;
бывшие аустенитные зерна: аустенитные зерна в металле перед охлаждением металла до диапазона температур, в котором аустенит подвергается фазовому превращению в другие составляющие;
металл сварного шва: сварочная плавящаяся или расходуемая проволока (и флюс в случае его использования), которая наносится и разбавляется порцией основного металла, который плавится во время осуществления процесса сварки, или такая часть сварного узла, которая делается расплавленной во время операции сваривания; указанный объем материала представляет собой смесь основного металла и сварочных плавящихся элементов; и
сварной узел: сварное соединение, включающее: (i) металл сварного шва, (ii) зону термического влияния (HAZ) и (iii) основной металл в "близком соседстве" от HAZ. Часть основного металла, которая считается находящейся "в близком соседстве" от HAZ и, следовательно, часть сварного узла изменяется в зависимости от факторов, известных специалистам в данной области, таких как ширина сварного узла, размер изделия, подвергаемого свариванию, число сварных узлов, необходимых для изготовления изделия, и расстояние между сварными узлами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛЫ СВАРНОГО ШВА С ВЫСОКОЙ ВЯЗКОСТЬЮ И ПРЕВОСХОДНЫМ СОПРОТИВЛЕНИЕМ ПЛАСТИЧЕСКОМУ РАЗРЫВУ | 2011 |
|
RU2584621C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2235792C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ЛИСТА (ВАРИАНТЫ) И СТАЛЬНОЙ ЛИСТ | 1999 |
|
RU2234542C2 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| ВЫСОКОПРОЧНАЯ ДВУХФАЗНАЯ СТАЛЬНАЯ ПЛАСТИНА С ПОВЫШЕННОЙ ЖЕСТКОСТЬЮ И ПРИГОДНОСТЬЮ К СВАРКЕ | 1995 |
|
RU2147040C1 |
| СВЕРХВЫСОКОПРОЧНЫЕ КРИОГЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ | 1998 |
|
RU2198771C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬНАЯ ТРУБА ДЛЯ ПРИМЕНЕНИЯ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ С ПРЕВОСХОДНОЙ ПРОЧНОСТЬЮ ПРИ ПРОДОЛЬНОМ ИЗГИБЕ И УДАРНОЙ ПРОЧНОСТЬЮ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ ПРИ СВАРКЕ | 2010 |
|
RU2493286C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ СТАЛЕЙ | 1998 |
|
RU2210603C2 |
| СИСТЕМЫ РАСПРЕДЕЛИТЕЛЬНОЙ ТРУБОПРОВОДНОЙ СЕТИ ДЛЯ ТРАНСПОРТИРОВКИ СЖИЖЕННОГО ПРИРОДНОГО ГАЗА | 1998 |
|
RU2211877C2 |
| НИЗКОЛЕГИРОВАННАЯ, ПРАКТИЧЕСКИ НЕ СОДЕРЖАЩАЯ БОРА СТАЛЬ | 1998 |
|
RU2215813C2 |



Изобретение относится к области металлургии, а именно к металлам сварного шва для соединения высокопрочных низкоуглеродистых сталей, в том числе и к сварочным плавящимся проволкам. Предложены металлы сварных швов. Они имеют микроструктуру, содержащую от около 5 об.% до около 45 об.% игольчатого феррита и, по меньшей мере, около 50 об.% реечного мартенсита, вырожденного верхнего бейнита, нижнего бейнита, зернистого бейнита или их смесей, при этом металл сварного шва имеет предел текучести, по меньшей мере, около 690 МПа и температуру перехода из пластичного в хрупкое состояние (DBTT) менее около -50°С, определенную с помощью кривой зависимости энергии разрушения образца Шарпи с V-образным надрезом от температуры. Металл сварного шва может содержать, в мас.%: от около 0,04 до около 0,08 углерода, от около 1,0 до около 2,0 марганца, от около 0,2 до около 0,7 кремния, от около 0,30 до 0,80 молибдена, от около 2,3 до около 3,5 никеля, от около 0,0175 до около 0,0400 кислорода, и по меньшей мере одну добавку, выбранную из группы, состоящей из вплоть до около 0,04 циркония и вплоть до около 0,02 титана. Шов получают дуговой сварки металлическим электродом в среде защитного газа с использованием сварочной плавящейся проволоки. Металлы сварного шва по предложенному изобретению обеспечивают высокую прочность, ударную вязкость и сопротивление водородному растрескиванию. Металлы сварного шва могут быть использованы для дуговой сварки в среде защитного газа для сооружений магистральных трубопроводов. 6 н. и 36 з.п. ф-лы, 16 ил., 2 табл.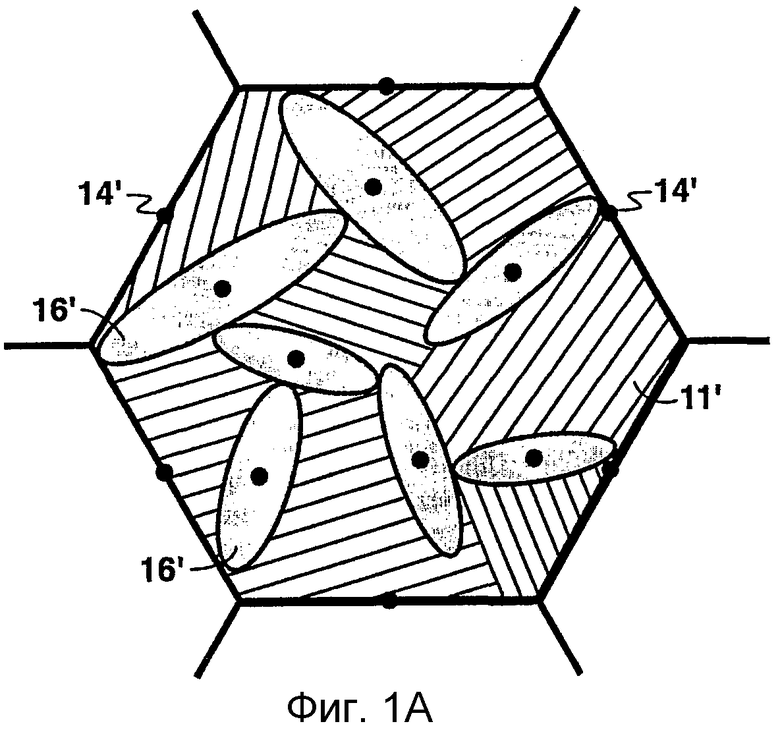
причем микроструктура металла сварного шва содержит от около 5 до около 45 об.% игольчатого феррита и, по меньшей мере, около 50 об.% реечного мартенсита, вырожденного верхнего бейнита, нижнего бейнита, зернистого бейнита или их смесей.
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
| Способ сварки разнородных сталей | 1989 |
|
SU1646740A1 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1994 |
|
RU2063468C1 |
| US 5523540 A, 04.06.1996 | |||
| US 5837956 А, 17.11.1998. | |||

