Перекрестная ссылка на родственные заявки
Данная заявка заявляет превосходство приоритета предварительной заявки на патент США № 61/437384, поданной 28 января 2011 г., озаглавленной «Металлы сварного шва с высокой вязкостью и превосходным сопротивлением пластическому разрыву», которая в своей полноте приводится здесь в качестве ссылки.
Область техники, к которой относится изобретение
Данное изобретение относится к области металлов сварного шва. Более конкретно изобретение относится к материалам и способам получения металла сварного шва, имеющего высокую прочность и высокую вязкость.
Предпосылки создания изобретения
Данный раздел вводит различные аспекты предшествующего уровня техники, которые могут быть соотнесены с примерными вариантами настоящего изобретения. Данное рассмотрение будет способствовать созданию основы для облегчения лучшего понимания частных аспектов настоящего изобретения. Данный раздел должен быть прочитан в данном свете и без необходимости как признания прототипа. В последующем описании заявки изобретение описано в контексте деформированного состояния конструкции трубопровода. Однако изобретение является явно более широко применимым к любой ситуации, в которой высокопрочный сварной узел с высокой вязкостью является желательным, включая (но не ограничиваясь этим) любые нетрубные сварные узлы из любого одного или более стальных материалов. Различные термины определяются в последующем описании. Для удобства перечень специальных терминов приводится непосредственно перед формулой изобретения.
Что касается прикладываемых нагрузок, стандартов конструкции и требований к характеристикам материалов, традиционные трубопроводы разрабатываются с предотвращением воздействия на материалы трубопровода значительных пластических деформаций. Данный тип конструкции называется конструкцией с допустимыми напряжениями или имеющей напряженное состояние конструкцией. При напряженных состояниях конструкции напряжения, прикладываемые к материалам, обычно ограничиваются некоторой частью предела текучести конструкции. Хотя в некоторых случаях локальная пластичность может иметь место в трубопроводе с напряженным состоянием конструкции при небольших концентрациях напряжения подобно кромкам лицевой поверхности сварных швов (т.е. среди размеров в несколько миллиметров), обычно имеющие напряженное состояние конструкции не ограничиваются ситуациями, где большие поверхности (много дюймов или футов) трубопровода подвергаются пластическим деформациям.
В настоящее время трубопроводы разрабатываются для эксплуатации в условиях с повышенной опасностью. Для некоторых требующихся условий, таких как прерывистая вечная мерзлота, сейсмические условия, дрейфующие айсберги и подобное, где температуры эксплуатации могут быть такими низкими, как -20°C или ниже, имеется необходимость разрабатывать и строить трубопроводы, способные выдерживать некоторую степень пластической деформации. В таких случаях деформация главным образом ориентирована параллельно оси трубы (т.е. продольные пластические деформации), и прикладываемые нагрузки часто описываются в терминах прикладываемых общих деформаций, которые составляют многие дюймы или возможно футы материала трубопровода. Деформированное состояние конструкции (SBD)) является термином, используемым для описания разработки/конструирования трубопровода, который способен выдерживать продольные пластические деформации. Типичные значения деформации для деформированного состояния конструкций обычно определяются как общие избыточные пластические деформации с величиной 0,05%. Общие пластические деформации определяются как деформации, измеренные вдоль длины трубы, и с разбросом рассматриваемых сварного шва или швов, которые не являются локальными, но распределены на расстояние многих дюймов или футов. В случае нефтяного или газового трубопровода, например, общие пластические деформации для деформированного состояния конструкции могут быть отнесены к секции трубопровода, которая составляет около двух диаметров трубы в длину, хотя другие подобные определения могут использоваться для определения общих пластических деформаций. При использовании указанной условности общая пластическая деформация в один процент в трубопроводе диаметром 30 дюймов будет давать около 0,6 дюйма деформации на длине в два диаметра, т.е. 60 дюймов в длину.
Техника механики разрушения, называемая инженерной оценкой критичности (ЕСА)), используется для оценки структурной важности дефектов в сварных швах по окружности трубопроводов имеющей деформированное состояние конструкции. ЕСА включает принятую практику испытаний материалов, квалифицирование сварных швов и оценку важности дефектов сварных швов в имеющих деформированное состояние конструкциях. Имеющая деформированное состояние конструкция ((SBD)) не является полностью изученной областью, как традиционная, имеющая напряженное состояние конструкция, и с 2010 г. полностью изученная практика ЕСА для SBD не была широко принята трубной промышленностью. Однако принципы ЕСА применимы для SBD. Многие аспекты конструирования SBD-трубопровода опубликованы на недавних международных конференциях. Несколько заметных встреч включают в себя Конференцию по технологии трубопроводов в Бельгии, Международную конференцию по трубопроводам в Канаде и ежегодные конференции Международного общества морских и полярных инженеров (ISOPE) и Морского механического и арктического инженерного общества (OMAE). Фирма ExxonMobil опубликовала многочисленные статьи об этих конференциях, включая вопросы, такие как методы прогнозирования дефекта сварного шва по окружности, допустимого в условиях SBD-нагружения, полномасштабное испытание трубы для SBD-конструирования, методы испытаний на механическое разрушение и технология сварки по окружности, используемая в SBD-применениях. Указанные публикации в сочетании с международными заявками PCT/US 2008/001753 (WIPO Patent Application WO/2008/115323, «A Framework To Determine The Capacity Of A Structure») и PCT/US 2008/001676 (WIPO Patent Application WO/2008/115320, «Method To Measure Tearing Resistance») обеспечивают предпосылки, необходимые для технологии инженерной оценки критичности для имеющих деформированное состояние конструкций (SBECA), для специалиста в данной области техники.
В зависимости от температуры эксплуатации и прилагаемых нагрузок обычные конструкционные стали и сварные швы могут испытывать либо хрупкое, либо пластическое разрушение. Пластическое разрушение имеет место при высоких температурах, а хрупкое разрушение (или «кливаж») имеет место при низких температурах. В некотором промежуточном температурном интервале имеет место переход между пластическим и хрупким разрушением. Указанный переход иногда характеризуется единственной температурой, называемой температурой перехода пластическое-хрупкое разрушение ((DBTT)). DBTT может определяться при использовании испытания на ударную прочность по Шарпи с V-надрезом или испытания CTOD в зависимости от применения.
В практике применения материалов в имеющей напряженное состояние конструкции и разработки трубопровода упор делается на обеспечение адекватной стойкости к хрупкому разрушению и мало внимания уделяется хрупкому разрушению кольцевых сварных швов. Хрупкое разрушение подавляется определением минимальной расчетной температуры (в соответствии с ожидаемой наиболее низкой температурой эксплуатации) и использованием методов испытаний, подобных испытанию на ударную прочность по Шарпи с V-надрезом или испытанию на раскрытие в вершине трещины (CTOD) для классификации материалов.
В новом применении SBD-трубопроводов, однако, необходимо выйти за пределы простого рассмотрения хрупкого разрушения, должно также рассматриваться пластическое разрушение кольцевых сварных швов. Кольцевые сварные швы обычно считаются потенциально слабейшим звеном благодаря обычному присутствию вырожденных микроструктур и дефектов, вызванных сваркой. Для имеющей деформированное состояние конструкции конструктор путем выбора материалов, сварки и технологии контроля подавляет хрупкое разрушение или, по меньшей мере, замедляет его достаточно хорошо в режиме пластического нагружения и за пределами требования к расчетной деформации. В процессе пластического нагружения трубопровода пластический разрыв может инициироваться на дефектах кольцевого сварного шва. В зависимости от таких факторов, как прочностные свойства и сопротивление пластическому разрыву, размер дефекта и основная сталь трубопровода, величина разрыва может быть минимальной и стабильной. В случае стабильной величины мера роста дефекта обычно находится в интервале от нескольких микрон до миллиметра или двух. Если указанная степень роста может быть легко подсчитана для практики разработки трубопровода, имеющего деформированное состояние, и особенно посредством методик SBECA, тогда целостность трубопровода может быть определена количественно и контролироваться. По указанным причинам превосходные кольцевые сварные швы с хорошей стойкостью к пластическому разрыву являются важными для SBD-трубопроводов.
Естественно, имеется внутреннее согласование между прочностью и вязкостью в конструкционных сталях и сварных узлах. Когда прочность увеличивается, вязкость обычно снижается. SBD требует как высокой прочности, так и высокой вязкости. Главной задачей для SBD-трубопроводов является получение как высокой прочности, так и высокой вязкости в кольцевых сварных швах. Свойства кольцевых сварных швов трубопровода главным образом регулируются микроструктурой, которая, в свою очередь, регулируется химическим составом и термоциклом, прилагаемым в процессе сварки. Химический состав главным образом контролируется основным материалом трубы и расходуемыми материалами сварки (проволока, защитный газ и/или флюсы). Термоцикл сварного шва является главным образом продуктом технологии сварки и толщины основного материала.
Одним возможным путем получения адекватной вязкости является использование высоколегированной (например, Ni-содержащие сплавы) сварочной присадочной проволоки, поскольку увеличение содержания никеля обычно создает улучшение вязкости. Указанный подход используется в криогенных применениях, таких как сварка стали с 9% Ni. В случае указанного похода имеются две проблемы. Первая состоит в том, что металлы сварного шва в таких сварных швах имеют аустенитную микроструктуру и являются внутренне слабыми. При сварке стали с 9% Ni аустенитные сварные швы являются заметно слабей, чем основной материал, и конструкции являются обычно ослабленными вследствие прочности, достигнутой в Ni-содержащих сварных швах, относительно общей прочности стали с 9% Ni. Хотя указанные Ni-содержащие проволоки не используются в настоящее время для нефтяных и газовых трубопроводов, если они рассматриваются для использования благодаря их хорошим свойствам в отношении вязкости, они способны создавать прочность, требуемую для классов труб до примерно Х60. Во-вторых, Ni-содержащие проволоки являются проблематичными для сварки конструкционных сталей, поскольку высоколегированные никелем сварочные материалы являются вязкими при расплавлении и трудными для сваривания. Как только содержание никеля превышает примерно 5% масс., вязкость металла сварного шва может быть заметно выше. Плохая текучесть вязкого металла сварного шва увеличивает вероятность создания дефектов сварного шва. Это является особенно проблематичным для механизированной 5G кольцевой сварки трубопроводов, где постоянное изменение положения сварного шва и плотных стыков создает сложную ситуацию, которая требует хорошего смачивания, плавной работы, способа сварки. Патенты США 3218432 и 3902039 описывают вышеуказанный подход для достижения высокопрочных криогенных сварных швов в сравнении с типичными аустенитными (имеющими никелевую основу) сварными швами. Указанные патенты рассматривают ферритную присадочную проволоку, содержащую примерно 9-12% масс. Ni. Указанная ферритная проволока далее называется Fe-Ni-проволокой и соответствующие сварные швы - Fe-Ni-сварными швами. При использовании для сваривания стали с 9% никеля сварные швы являются более прочными, чем сварные швы в сталях с 9% никеля, полученные с использованием сплавов на никелевой основе. Присадочные металлы на основе информации, раскрытой в указанных двух патентах, были освоены промышленностью, однако они редко используются. Для того чтобы достигнуть хорошей криогенной вязкости (ударной вязкости в условиях низких температур), Fe-Ni-сварные швы должны быть выполнены с использованием способа дуговой сварки вольфрамовым электродом в защитном газе ((GTAW)) с низким подводом тепла, и должен поддерживаться строгий контроль сварки, и указанные сварные швы являются трудными в части обеспечения их положения из-за вязкого металла сварного шва. Контроль является необходимым для минимизации содержания кислорода в металле сварного шва (относительно ударной вязкости) и дефектов сварного шва, таких как пористость, горячее растрескивание и непровар. Многие изготовители криогенных конструкций не расположены работать при указанных ограничениях, считая, что надежность может быть нерегулируемой, и производительность будет низкой. Хотя при использовании Fe-Ni-сварных швов может быть теоретически достигнута ударная вязкость, подходящая для криогенных применений, никелевая аустенитная проволока продолжает быть наиболее часто используемым расходуемым материалом для криогенных применений, несмотря на проблему низкой прочности.
Следует отметить, что важным отличием между криогенной сваркой и настоящим изобретением является то, что криогенные сварные конструкции являются определенно имеющими напряженное состояние, и материалы выбираются для предотвращения хрупкого разрушения. Криогенные конструкции работают при напряжениях намного ниже предела текучести конструкционных сплавов. Пластическое разрушение и сопротивление разрыву не рассматриваются для криогенной конструкции, вышеуказанная технология Fe-Ni сварки не была целенаправленно предназначена для получения хорошего сопротивления пластическому разрыву.
Один подход к получению сварных швов стальной трубы, которые используются для конструкции, имеющей деформированное состояние, рассматривается в опубликованной заявке на патент США № 2010/0089463, опубликованной 15 апреля 2010 г. (международная заявка РСТ/US 2008/001409), которая рассматривает использование аустенитной присадочной проволоки для сварки трубы для конструкций трубопровода, имеющих деформированное состояние. Публикация описывает получение высоковязких сварных швов с использованием расходуемых в процессе сварки материалов из сплавов на основе никеля, нержавеющей стали или дуплексной нержавеющей стали. Данное изобретение далее обозначается «аустенитный SBD сварной шов». Данная публикация рекомендует отдаление от ферритных металлов сварного шва в части того, что установлено, что традиционные ферритные сварные швы имеют ограничения по ударной вязкости и сопротивлению разрыву, что ограничивает величину деформации, которая может быть предусмотрена в разработанной конструкции. Сварной шов, который обеспечивает ударную вязкость, подходящую для SBD-применений, но является значительно более прочным, чем аустенитный SBD сварной шов, далее рассматривается в данной заявке.
Когда аустенитные сварные швы применяются к ферритным сталям, создается поверхность раздела разнородных атомных структур сварного шва на границе раздела между металлом сварного шва и зоной термического влияния ((ЗТВ), или англ. (HAZ)) сварного шва. Аустенит обладает гранецентрированной кубической ((ГЦК), или англ. (FCC)) структурой, а феррит обладает объемно центрированной кубической (ОЦК, или англ. (BCC)) структурой. Применение ультразвукового исследования/контроля к разнородным поверхностям раздела для таких дефектов, как потеря непровара, может быть трудным, поскольку указанная граница раздела дает отражение звука, которое может быть неверно истолковано. ГЦК и ОЦК материалы имеют различные характеристики распространения звука и различно реагируют на ультразвуковой контроль. Для задачи применений, подобных SBD, желательно обследовать небольшие дефекты с допуском на точность размеров порядка миллиметра. Границы раздела разнородного сварного шва могут вызвать сигналы в ходе ультразвукового контроля, которые конкурируют с сигналами, созданными небольшими дефектами, или, по меньшей мере, создают неточности в точности определения размеров. Это, в частности, имеет место в случае сигналов, которые появляются от разнородного сварного шва в области зоны термического влияния, которая имеет другие геометрические усложнения, подобные выступам и зубцам между смежными валиками сварного шва, или в областях, где изменяется геометрия стыков сварного шва. По вышеуказанным причинам желательно, чтобы трубопроводы из ферритной стали соединялись ферритными сварными швами, чтобы избегать границ раздела разнородного сварного шва и иметь способность к точному обследованию с использованием ультразвукового контроля.
Имеется необходимость в металле сварного шва, который одновременно обеспечивает высокую прочность, высокое сопротивление пластическому разрушению и хорошее сопротивление хрупкому разрушению (т.е. хорошая вязкость при пластическом и хрупком разрушении) и который может применяться в процессе конструирования трубопровода без излишнего рассмотрения важности «свариваемости» или легкости использования в плане контроля сварочной ванны и степеней дефектов.
Настоящее изобретение предлагает ферритный сварной шов, обеспечиваемый ферритными присадочными материалами для сварки, и который достигает высокой вязкости и сопротивления разрыву даже при низких температурах. Изобретение обеспечивает исключительную деформационную упрочняемость, превосходный допуск на дефекты и высокую способность к деформированию в SBD-применениях (конструкциях, имеющих деформированное состояние) и обеспечивает превосходную свариваемость, высокую прочность и точный ультразвуковой контроль.
Краткое описание изобретения
Предложены новый металл сварного шва и способ, которые обеспечивают высокопрочные сварные швы с превосходным сопротивлением пластическому разрыву. Указанный металл сварного шва содержит между 0,02 и 0,12% масс. углерода, между 7,5 и 14,5% масс. никеля, не более примерно 1,00% масс. марганца; не более примерно 0,30% масс. кремния, не более примерно 1,50% масс. кислорода; не более примерно 100 ч./млн серы, не более примерно 75 ч./млн фосфора и остальное - по существу железо. Другие элементы, которые могут быть введены для улучшения свойств металла сварного шва, содержат в % масс. не более примерно 0,40 Мо, не более примерно 0,30 Cu, не более примерно 0,30 Cr, не более примерно 0,04 V, не более примерно 0,04 Nb, не более примерно 0,02 Ti, не более примерно 0,02 Zr и не более примерно 20 ч./млн B. Содержание углерода и других легирующих элементов металла сварного шва может регулироваться в интервале, обеспечивающем сварные швы с достаточной прочностью для классов труб Х52-Х120 или выше. Способ формирования металла сварного шва использует сварочное оборудование и параметры, которые обеспечивают регулирование содержание кислорода в металле сварного шва и средства регулирования стабильности сварочной дуги и характеристик сварочной ванны, таких как вязкость, с обеспечением приемлемой свариваемости. Металл сварного шва по изобретению имеет микроструктуру, содержащую стенки ячейки и внутреннюю часть ячейки, причем стенки ячейки содержат 50% или более реечного мартенсита, а внутренняя часть ячейки содержит 20% или более вырожденного верхнего бейнита, и вся объемная фракция сварного шва содержит более следового количества остаточного аустенита.
Описание чертежей
На фигуре 1 представлен график Pcm от предела текучести и предела прочности металла сварного шва для интервала составов нового металла сварного шва по изобретению.
На фигуре 2 представлена оптическая микрофотография, показывающая включения, расположенные предпочтительно на стенке ячейки в микроструктуре Fe-Ni сварного шва.
На фигуре 3 представлена оптическая макрофотография поперечного сечения Fe-Ni сварного шва, показывающая дефекты контура сварного шва и дефекты непровара.
На фигуре 4 представлена схема сечения CRC-стыка.
На фигуре 5 представлена схема сечения варианта сварного шва с высокой деформацией по изобретению.
На фигуре 6 представлена схема способа сварки трубопроводов из ферритной стали по изобретению.
На фигуре 7 представлен график формы импульсов колебаний для сварки GMAW, используемых в применении варианта Fe-Ni металлов сварного шва.
На фигуре 8 представлено изображение SENT-образца, используемого для получения данных для R-кривой.
На фигуре 9 представлен график примера R-кривой.
На фигуре 10 представлен график гипотетических R-кривых для низковязкого Х70 кольцевого сварного шва и двух примеров высоковязких сварных швов с высокой деформацией (англ. HSW).
На фигуре 11 представлено изображение ячеистой микроструктуры металла сварного шва в варианте изобретения.
На фигуре 12 представлена оптическая макрофотография HSW.
На фигуре 13 представлена оптическая микрофотография ячеистой микроструктуры HSW.
На фигуре 14 представлена микрофотография, полученная сканирующей электронной микроскопией, показывающая микроструктуру на стенке ячейки в Fe-Ni сварном шве.
На фигурах 15А и 15В представлены микрофотографии, полученные просвечивающей электронной микроскопией, с вырожденным верхним бейнитом, показывающие несколько параллельных реек и неслошной МА на границе раздела реек.
На фигуре 16 представлена микрофотография, полученная просвечивающей электронной микроскопией, с гранулярным бейнитом, показывающая множественные зерна бейнитного феррита и распределенные МА-частицы.
На фигуре 17 представлена микрофотография, полученная просвечивающей электронной микроскопией, с реечным мартенситом, показывающая параллельно расположенные рейки и отсутствие МА на границе реек.
На фигурах 18А и 18В представлены микрофотографии, полученные просвечивающей электронной микроскопией, с остаточным аустенитом. На фигуре 18А показаны дефекты упаковки внутри остаточного аустенита. На фигуре 18В показан остаточный аустенит в микроструктуре гранулярного бейнита.
Подробное описание изобретения
В следующем далее разделе подробного описания отдельные варианты настоящего изобретения описываются в связи с предпочтительными вариантами. Однако в степени, в которой последующее описание относится к конкретному варианту или конкретному использованию настоящего изобретения, оно предназначено только для иллюстративных целей и просто обеспечивает описание примерных вариантов. Изобретение не ограничивается отдельными вариантами, описанными ниже, но в большей степени оно включает в себя все альтернативы, модификации и эквиваленты, подпадающие под сущность и объем прилагаемой формулы изобретения.
Металл сварного шва данного изобретения может обозначаться как Fe-Ni- или Fe-Ni-мартенситный металл сварного шва. Получаемые сварные швы могут обозначаться как сварные швы с высокой деформацией или HSW. Вариант изобретения включает в себя ферритный Fe-Ni-металл сварного шва, который применяется с использованием современного способа дуговой сварки металлическим электродом в защитном газе ((GMAW)) с регулированием источника импульсного тока, достаточным для адекватного получения плавной регулируемой сварочной дуги и сварочной ванны в отсутствие СО2 или кислорода в защитном газе. Это обеспечивает ферритную микроструктуру, необходимую для кольцевых сварных швов SBD трубопровода, которые способны одновременно обеспечить высокую низкотемпературную вязкость, превосходное сопротивление пластическому разрыву и высокую прочность.
Металл сварного шва по изобретению обеспечивает адекватные прочность и вязкость для кольцевых сварных швов в трубопроводах, имеющих деформированное состояние конструкции. Указанные новые сварные швы являются подходящими для SBD-трубопроводов в классах труб вплоть до Х120, и указанные сварные швы могут быть применены в процессе полевого строительства с приемлемой свариваемостью. Металл сварного шва, желаемый для конкретного применения, разрабатывается путем выбора химического состава металла сварного шва и способа сварки (способ и методика) и может применяться в сложных условиях полевого строительства трубопровода с получением подходящей микроструктуры сварного шва и механических свойств.
Металл сварного шва содержит:
- между 0,02 и 0,12% масс. углерода;
- между 7,5 и 14,5% масс. никеля;
- не более примерно 1,0% масс. марганца;
- не более примерно 0,30% масс. кремния;
- не более примерно 150 ч./млн кислорода;
- не более примерно 100 ч./млн серы;
- не более примерно 75 ч./млн фосфора и
- остальное - железо.
Хотя баланс состава металла сварного шва составляет железо, возможно, что металл сварного шва содержит другие неуказанные компоненты, например, примеси или подобное.
Другие элементы могут быть введены по причинам, отмеченным ниже: не более примерно 0,40% масс. Мо, не более примерно 0,30% масс. Cu, не более примерно 0,30% масс. Cr, не более примерно 0,04% масс. V, не более примерно 0,04% масс. Nb, не более примерно 0,02% масс. Ti, не более примерно 0,02% масс. Zr, не более примерно 20 ч./млн B. Все процентные содержания относительно состава металла сварного шва выражаются в % масс. (массовый процент).
Углерод вводится в химический состав в качестве главного элемента, регулирующего прочность. Mn вводится как раскислитель, еще он также влияет на твердорастворное упрочнение и общую закаливаемость. Ni вводится благодаря его положительному влиянию на вязкость. Он также влияет на твердорастворное упрочнение и закаливаемость. Mo, Cu и Cr могут вводиться для повышения прочности при твердорастворном упрочнении и через закаливаемость. Si вводится только в небольших количествах в зависимости от применения. Он действует главным образом в качестве раскислителя и для улучшения текучести сварочной ванны, что способствует предотвращению дефектов сварки. Однако Si также снижает вязкость в результате образования оксидных включений. Поэтому в зависимости от компромисса между вязкостью и свариваемостью Si может оптимизироваться пользователем. Если требования к вязкости являются умеренными, и требуется только хорошая свариваемость, скажем, при 0°C, но свариваемость в неудобном для сварки положении является желательной, тогда может вводиться до примерно 0,3% масс. Если, с другой стороны, имеются требования к вязкости, и хорошая вязкость требуется при -100°C, и свариваемость в неудобном для сварки положении не является главным требованием, тогда Si может вводиться в меньших количествах, таких как 0-0,1% масс.
V, Nb и Ti могут вводиться как добавки для дисперсионного упрочнения. Они соединяются с углеродом и/или азотом с образованием мелких карбидов, нитридов или карбонитридов в сварном шве как результат многопроходной сварки. V и Nb могут также влиять в небольшой степени на закаливаемость и упрочнение. Ti и Zr соединяются главным образом с кислородом в сварочной ванне сварного шва, образуя небольшие оксиды, которые прошивают границы зерен первичного аустенита и снижают размер зерен в процессе охлаждения от высоких температур сварки. Ti и Zr имеют высокое сродство к кислороду и соединяются с кислородом при высоких температурах, способствуя образованию очень небольших зародышей включений. Это способствует образованию небольших тонкодисперсных оксидов в металле сварного шва. Бор является сильным упрочняющим агентом. Он может быть введен для повышения прочности посредством фаз внедрения и через закаливаемость.
Кислород, сера и фосфор являются примесями и намеренно не вводятся. Предпринимаются усилия по ограничению указанных элементов в сварном шве. Кислород регулируется в большой степени составом защитного газа сварки, когда HSW формируются способом с защитным газом. Например, HSW обычно сваривают с полностью инертным защитным газом в виде смеси He и Ar. Также может быть предпочтительно в зависимости от сварочного оборудования использовать большой газовый колпак, диффузор или подвижную приставку для обеспечения лучшей газовой защиты. Усилия по снижению кислорода также включают в себя очистку кромки сварного шва (чтобы отсутствовали ржавчина и маслянистые загрязнения) и хранение и защиту присадочной проволоки для предотвращения осаждения влаги или ржавчины на проволоке. Обычно HSW формируют с использованием способа сварки, который регулирует кислород в окружающей среде сварки для того, чтобы минимизировать кислород в сварочной ванне.
В зависимости от применения и требуемой прочности сварного шва состав металла сварного шва может регулироваться в указанных пределах, чтобы соответствовать классам труб от Х52 по Х120. Широкий интервал предела текучести основного металла может составлять от примерно 50 ksi до примерно 140 ksi. Содержание углерода является наиболее важным для регулирования прочности, хотя другие легирующие элементы также могут обеспечить некоторое регулирование прочности. Низкие прочности достигаются при содержании углерода примерно 0,02% масс., тогда как наиболее высокая прочность получается при содержании углерода примерно 0,12% масс. При регулировании углерода и других легирующих элементов возможными являются предел текучести до 150 ksi и предел прочности при растяжении до примерно 160 ksi. На фигуре 1 представлен график Pcm от прочности сварного шва для предела текучести (YS) и предела прочности при растяжении (UTS) для интервала составов нового металла сварного шва. Pcm является мерой закаливаемости, которая может использоваться для прогнозирования прочности, и пользователь может регулировать химический состав согласно данным Pcm с выбором HSW (сварного шва с высокой деформацией) для конкретного применения.
Высокая вязкость также достигается для наиболее высокой прочности, достигнутой HSW. Энергия Шарпи верхнего уровня может быть достигнута вплоть до температуры жидкого азота, и превосходная вязкость (CTOD) (раскрытие в вершине трещины) может быть достигнута вплоть до -60°C и в зависимости от способа сварки и содержания кислорода в металле сварного шва даже вплоть до -120°C.
Благодаря низкой растворимости кислорода в стальных сварных швах неметаллические включения являются важным аспектом металлургической разработки. Тогда как традиционные сварные швы трубопровода обычно получаются с большими совокупностями включений в металле сварного шва, часто при разработке HSW разрабатываются с ограниченными включениями. Обычно включения металла сварного шва снижают вязкость как при хрупком, так и при пластическом разрушении предусмотренных Fe-Ni-микроструктур. Механизм низкого сопротивления разрыву с пластическим разрушением является понятным благодаря распределению включений в стенках ячеек, как показано на фигуре 2. Благодаря химической сегрегации и кинетическим условиям, возникающим в процессе образования ячеек, неметаллические включения имеют тенденцию к образованию у стенок ячеек в Fe-Ni-микроструктурах. Благодаря тому, что указанные включения имеют тенденцию располагаться вдоль стенок ячеек, предпочтительный путь пластического разрыва является обязательным и расположен в месте, где образуются наиболее прочные микроструктуры (преимущественно мартенсит). Благодаря тенденции к образованию включений по конкретному пути в микроструктуре сопротивление пластическому разрыву в Fe-Ni-микроструктурах является очень чувствительным к включениям. Поскольку кислород способствует образованию таких включений, снижение или исключение кислорода из металла сварного шва является важным.
Желаемый химический состав сварного шва с высокой деформацией (HSW) в сочетании с химическим составом основного металла может использоваться для расчета необходимого состава расходуемой присадочной проволоки. Химический состав HSW может быть применен для широкого ряда основных металлов просто при изменении химического состава присадочной проволоки и знании способа сварки, который регулирует степень проникновения и разбавление основного металла. Как известно специалистам в области технологии сварки, расчеты разбавления могут использоваться для определения одного из трех химических составов, когда два химических состава известны или определены. В случае сварки конструкционных сталей имеются три используемых металла: основной металл, металл сварного шва и присадочная проволока. Для применения 5G механизированной кольцевой сварки трубопровода разбавление составляет обычно 10-20% для большинства проходов сварки. Расчеты разбавления известны в технике и поясняются в ряде справочников по технологии сварки, включая Welding Metallurgy, Volume 2, Third Edition, by George E. Linnert, который был опубликован Американским сварочным обществом.
Двумя главными требованиями для получения сварных швов с высокой деформацией являются (1) ограничение содержания кислорода в металле сварного шва и (2) ограничение дефектов сварного шва в результате высокой вязкости металла сварного шва. Ограничение содержания кислорода является важной задачей, поскольку, как описано выше, Fe-Ni металл сварного шва является чувствительным к присутствию неметаллических включений. До тех пор, пока содержание неметаллического включения является низким, Fe-Ni металл сварного шва может обеспечить превосходное сопротивление пластическому разрушению и низкотемпературную вязкость. Для применений с незначительными предъявляемыми требованиями HSW могут быть получены с до примерно 150 ч./млн кислорода. Для применений с более высокими предъявляемыми требованиями содержание кислорода может регулироваться до менее 100 ч./млн. Для применений с повышенными предъявляемыми требованиями содержание кислорода может регулироваться до менее примерно 75 ч./млн. Если требуются даже более высокие уровни вязкости, тогда содержание кислорода может регулироваться до менее 50 ч./млн. Для применений с наибольшими предъявляемыми требованиями кислород может регулироваться до менее 20 ч./млн. Обычно такие уровни кислорода являются достижимыми только при использовании способа сварки вольфрамовым электродом в инертном газе (TIG), и защитный газ содержит главным образом аргон или смесь аргон-гелий (Ar-He). Хотя TIG-технология сварки может дать желательную металлургию и превосходные свойства, она является медленной, неэффективной и непригодной к сложным условиям полевой сварки. TIG-сварка не является хорошим кандидатом для широкомасштабного получения конструкционной стали и, конечно, не для изготовления трубопровода.
Ограничение дефектов сварного шва является другим принципиальным требованием. Благодаря высокому Ni-содержанию Fe-Ni металла сварного шва по сравнению с типичными С-Mn-сварными швами трубопровода, он является более вязким при расплавлении, чем обычные металлы сварного шва трубопровода, и, таким образом, требует усилий при применении традиционных технологий сварки. Плохая текучесть металла сварного шва делает трудным получение плавных переходов между кромками сварного шва и основным металлом. Это часто связано с высоким поверхностным натяжением (высокой вязкостью), поэтому соединение между сварочным металлом и основным металлом характеризуется иногда острым углом, называемым входящим углом. Указанные участки (также называемые кромками сварного шва) могут быть местом возникновения дефектов непровара. На фигуре 3 представлено сечение сварного шва, которое показывает дефекты непровара: дефекты 31 контура сварного шва и дефекты 32 сварного шва. Сварной шов на фигуре 3 является попыткой получить металл сварного шва по настоящему изобретению, который был получен с использованием старой (около 2000 года) машинной технологии дуговой импульсной сварки металлическим электродом в защитном газе. Несмотря на то, что сварка проводится только в 1G (плоском) положении, на фигуре показано, что проникновение сварного шва является плохим, и присутствуют дефекты сварного шва, такие как непровар и дефекты контура поверхности, делая указанный сварной шов неподходящим для SBD и HSW применений. Типичным решением для сварки таких металлов сварного шва с плохой вязкостью было бы использование защитных сварочных газов, содержащих CO2 или кислород. Указанные газы снижают поверхностное натяжение металла сварного шва и сглаживают сварочную ванну. Указанные газы также улучшают стабильность дуги, что дает эффект создания более гладкой сварочной ванны и лучшей свариваемости. CO2 и кислород в целом не являются вариантом для получения Fe-Ni сварного шва, поскольку результатом является значительное количество кислорода в металле сварного шва, вызывающее высокое содержание неметаллических включений и, таким образом, пониженную ударную вязкость.
Два главных требования в применении Fe-Ni металла сварного шва могут быть удовлетворены недавно разработанной технологией сварки. Один вариант изобретения использует недавний прогресс в электронном контроле установок дуговой сварки металлическим электродом в защитном газе (GMAW)) с достижением эффективного получения Fe-Ni металла сварного шва. GMAW-способ обычно выбирают для полевой сварки трубопровода, потому что он является надежным и эффективным, однако традиционное оборудование для GMAW требует, чтобы защитный газ содержал значительное количество либо CO2, либо кислорода для достижения хорошей свариваемости, то есть высокой стабильности дуги, текучести сварочной ванны и низких степеней дефектов.
Недавно стали доступными GMAW сварочные установки, которые обеспечивают плавную сварку вязкого Fe-Ni металла сварного шва без CO2 или кислорода в защитном газе. Используя усовершенствованную твердотельную электронику, некоторые изготовители GMAW источников энергии недавно внедрили улучшенный контроль формы импульсных колебаний с улучшением свариваемости. Данный тип сварки обычно называется импульсным GMAW, или PGMAW. Американское сварочное общество обозначает указанный способ как GMAW-P. Хотя PGMAW-установки существуют много лет, только недавно контроль формы колебаний в указанных установках стал достаточно применяться для получения сварных швов с высокой деформацией Fe-Ni-типа. Авторами изобретения было установлено, что новые сварочные установки на импульсных колебаниях обеспечивают низкое содержание кислорода и сниженную возможность дефектов, несмотря на Ni-содержание в Fe-Ni-сварном шве.
Для механизированной кольцевой сварки трубопровода, в которой сварочная головка перемещается по окружности соединяемых труб, HSW могут быть сформированы с узкой фаской - конструкция сварного шва, известная специалистам в области сварки конструкций или трубопроводов. Узкие фаски могут быть единичной или объединенной конструкцией, поэтому главная фаска обычно находится под углом наклона от примерно 0° до примерно 20°. Одна обычная конструкция фаски трубопровода показана на фигуре 4, которая иногда называется CRC-фаской, конструкция, введенная впервые фирмой CRC Evans Automatic Welding, на которой показаны угол 41 наклона и поверхности 42 главной фаски.
Новая микроструктура HSW может быть внесена на «открытую» фаску сварного шва, как известно специалистам в области сварки конструкций или трубопроводов. Открытые фаски могут иметь углы наклона от примерно 20° до примерно 60°. Открытые фаски часто используются для сварных швов в связке, ремонтных сварных швов и введения заменяемых секций трубы. Микроструктура HSW также может быть нанесена как угловой сварной шов или любая другая конфигурация сварного шва в зависимости от применения.
На фигуре 5 схематически показано поперечное сечение HSW, полученное с использованием семи проходов 51-57. В зависимости от применения HSW-технология может быть использована для всех проходов сварки или только для некоторых проходов сварки; если в результате сварной шов имеет требуемую способность к высокой деформации, он может обозначаться как HSW. Например, механизированные сварные швы трубопровода иногда выполняются, когда корневой проход (проход номер 51 на фигуре 3) наносится изнутри трубы с использованием внутренней сварочной установки. Данный внутренний валик сварного шва обычно является очень небольшим. В одном варианте HSW внутренний корневой проход может быть нанесен с использованием традиционных присадочной проволоки и технологии, тогда как остальные проходы выполняются с использованием Fe-Ni расходуемой проволоки и химического состава. Может быть предпочтительным выполнять первые два прохода (корневой и горячий проход) с использованием традиционной технологии для снижения риска корневых дефектов и затем проводить оставшиеся проходы с HSW с получением Fe-Ni химического состава. Преимуществом HSW является сочетание прочностных и вязкостных свойств, так что в зависимости от конкретного конструкционного применения и ограничений относительно экономики конструкции HSW могут быть нанесены рядом способов, чтобы соответствовать предназначенной цели.
Способ сварки и методика использования GMAW
Один вариант изобретения содержит способ получения HSW для заданных условий разработки. Что касается фигуры 6, способ содержит определение химического состава 61 металла сварного шва HSW в эффективных интервалах, рассмотренных здесь. Способ также содержит стадию определения химического состава расходуемой присадочной проволоки, химического состава основного металла и желаемого химического состава 62 металла сварного шва. Данная стадия может содержать осуществление расчетов разбавления, как рассмотрено выше. Способ, кроме того, содержит сварку основного металла с использованием расходуемой присадочной проволоки 63, включая стадию обеспечения средства регулирования содержания кислорода в сварочной ванне в процессе сварки с достижением заданного содержания 64 кислорода в металле сварного шва, и стадию регулирования стабильности дуги и характеристик текучести сварочной ванны в процессе сварки с обеспечением удовлетворительного провара 65 сварного шва. Стадия регулирования содержания кислорода в сварочной ванне может содержать очистку и защиту сварного шва от элементарного кислорода, а также других кислородсодержащих соединений и может включать обеспечение низкокислородного или по существу безкислородного защитного сварочного газа или флюса. Термин «по существу безкислородный» означает, что кислород или кислородсодержащий газ намеренно не вводится в защитный газ или другой материал. Такой защитный газ является по существу безкислородным, даже если он содержит небольшие количества кислорода в виде неизбежных загрязнений. Стадия регулирования стабильности дуги и характеристик текучести сварочной ванны, таких как вязкость, может содержать использование современной GMAW сварочной установки с подачей импульсной энергии с регулированием формы колебаний тока, регулируемой с обеспечением приемлемой свариваемости HSW. Данная стадия может включать другие сварочные устройства и технологии сварки, такие как предусмотрены ниже.
Для полевого строительства трубопровода HSW предпочтительно получают с использованием GMAW-способов и, в частности, PGMAW, хотя другие способы могут использоваться при условии, что достигаются определенные химический состав и микроструктура, и свариваемость является удовлетворительной для применения. Благодаря чувствительности HSW к содержанию кислорода в металле сварного шва и неметаллическим включениям предпочтительной технологией сварки для достижения наиболее высоких уровней вязкости для HSW является использование композиции защитного газа, состоящей из смесей аргона (Ar) и гелия (He). Обычно композиция газа содержит от примерно 25% Не и 75% Ar до примерно 90% Не и 10% Ar. Более высокое процентное содержание Не используется для сварки в неудобном месте для сварки и улучшенной свариваемости. Это должно быть сбалансировано с тенденцией Не (являющимся легким газом) легко уноситься потоками ветра в процессе сварки на открытом воздухе. Это может управляться использованием защитных сварочных ограждений, если необходимо.
Усовершенствованные импульснные источники питания для сварки являются существенными для получения микроструктуры HSW и достижения хорошей свариваемости в процессе полевого строительства. Некоторыми примерами таких источников питания для сварки являются The Fronius TransPulse Synergic 5000, The Lincoln Power Wave 455 и The Miller PipePro 450.
Система для формирования HSW в 5G кольцевых сварных швах в варианте осуществления изобретения включает использование фоновых токов примерно 100-175 А и значений импульсного тока примерно 475-575 А. Напряжение дуги обычно находится в интервале от примерно 16 В до примерно 25 В. Скорость подачи проволоки находится в интервале от примерно 275 дюйм/мин до примерно 575 дюйм/мин для проволоки диаметром 0,9 мм. Расход подачи защитного газа находится в интервале от примерно 50 до примерно 80 фут3/ч. Скорости перемещения находятся в интервале от примерно 25 дюйм/мин до примерно 50 дюйм/мин. Скорости перемещения находятся в интервале от примерно 10 дюйм/мин до примерно 25 дюйм/мин для заполняющих проходов и от примерно 8 дюйм/мин до примерно 15 дюйм/мин для закрывающего прохода. Диаметр присадочной проволоки может находиться в интервале от 0,8 мм до примерно 1,4 мм. Удельный подвод тепла находится в интервале от примерно 0,2 кДж/мм до примерно 0,5 кДж/мм для корневого и горячего прохода и от примерно 0,4 кДж/мм до примерно 1,4 кДж/мм для заполняющего и закрывающего проходов. Специалист в области PGMAW может регулировать параметры генерирования импульсов с получением желаемой сварочной дуги и сварочной ванны, что может подавлять вызываемые Ni проблемы свариваемости. Указанное регулирование может выполняться без обращения к введению СО2 в защитный газ, как это обычно практикуется для кольцевой сварки трубопровода.
Как и во всех ситуациях разработки способа сварки, когда вводится новая или требуемая проволока, некоторое экспериментирование необходимо для оптимизации свариваемости и ограничения степени дефектов. Поскольку возможны многие изменения в сочетании с переменными параметрами сварки, и поскольку каждый сценарий сварки содержит различные условия толщины основного металла, геометрии кромки и места сварного шва, непрактично задавать группу параметров сварки, которая будет подходящей для всех применений HSW. Рутинные улучшения свариваемости могут быть сделаны путем варьирования скорости подачи проволоки, скорости перемещения, состава защитного газа, колебания горелки и основных параметров дуги, подобных фоновому току. Дополнительные улучшения обеспечиваются современными источниками энергии путем регулирования параметров генерирования импульсов. Это включает в себя (но не ограничивается этим) регулирование следующих переменных: частоты импульса, амплитуды импульса и формы импульса. Благодаря быстрому времени ответа современной электроники, используемой в источниках регулируемой подачи энергии, может быть обеспечено точное регулирование формы импульса, включая форму линейного нарастания импульса (увеличение тока), пикового импульсного тока, времени генерирования импульсов тока, выхода за пределы, формы в процессе линейного убывания, скорости поспешного выхода, времени отделения капли, ошибочного тока, тока отделения капли и периода импульса (частоты). Также возможно получение вариаций, таких как объединение ряда различных импульсов.
Специальная литература, которая сопровождает современные источники питания с регулированием колебаний, содержит руководство, как осуществлять регулирование генерирования импульсов для обеспечения специальных характеристик дуги и регулирования сварочной ванны. Регулирование импульсов может быть использовано для модификации режима переноса, размера капли, частоты капель и для модификации таких факторов, как турбулентность сварочной ванны, контур сварного шва, проникновения сварного шва и способность сварочной ванны плавно смачивать основной металл. Другими словами, регулирование импульсов может использоваться для улучшения свариваемости. Регулирование импульсов может использоваться для снижения разбрызгивания. Является ожидаемой и естественной стадия в процессе разработки методики сварки регулировать указанные параметры с улучшением свариваемости. На фигуре 7 показаны импульсные колебания, генерированные авторами изобретения, которые используются в варианте осуществления для Fe-Ni металлов сварного шва. Указанные формы колебаний генерируются от одного из источников энергии сварочных установок, рекомендованных поставщиком для сварки нержавеющей стали.
Хотя применения с наибольшими предъявляемыми требованиями к HSW, где требуются наиболее высокие уровни вязкости, требуют использования защитных газов без кислородного потенциала, в применениях с меньшими предъявляемыми требованиями можно использовать небольшие количества СО2 или кислорода в защитном газе. Хотя свариваемость улучшается, имеет место согласование с вязкостью. Авторы изобретения экспериментировали с использованием небольших количеств СО2 в защитном газе HSW и полагают, что практический предел для указанных применений существует при примерно 3% СО2 или 2% кислорода.
В случае применений с очень высокими предъявляемыми требованиями, где металл сварного шва с низким содержанием кислорода является желательным для высокой вязкости, специальная технология может быть использована для модификации способа сварки для снижения кислородного потенциала. Указанная технология включает продувку системы подачи проволоки сварочной горелки инертным газом, таким как аргон, для исключения воздуха, который в ином случае может быть подан к дуге. Это может включать заполнение аргоном всего подающего проволоку механизма от катушки проволоки и/или приводных роликов к контактному наконечнику. Концепция заключается в удалении всего воздуха из системы подачи проволок и сварочной горелки. Другой технологией, которая может использоваться, является предварительная очистка присадочной проволоки, либо очистка на месте перед фактической подачей проволоки. Очистка может выполняться абразивным способом (механически), либо химическим способом, включая использование ультразвуковой вибрации. Еще одна технология удаления кислородного загрязнения из окружающей среды сварки содержит заполнение участка дуговой сварки аргоном или другим инертным газом. Это может быть осуществлено при использовании любого ряда устройств защитного газа, подобных диффузорам, предварительным экранам или траловым экранам, как известно специалистам в области сварки. Участок сварочной горелки может быть полностью покрыт заполненной аргоном защитной конструкцией.
Перемешивание сварочной ванны
Перемешивание сварочной ванны является другой технологией, которая может использоваться для облегчения или регулирования характеристик течения сварочной ванны и вязкости относительно проблем Fe-Ni металлов сварного шва. Механическая или ультразвуковая вибрация может прикладываться непосредственно к расходуемой проволоке или через независимый керамический стержень, который контактирует со сварочной ванной. Перемешивание сварочной ванны имеет эффект, подобный снижению поверхностного натяжения сварочной ванны, что обеспечивает лучшую свариваемость. В зависимости от способностей пользователя, сварочного оборудования и сценария изготовления технология перемешивания может быть применена либо в дополнение к, либо вместо использования источника энергии для сварки с усовершенствованным управлением формой импульса.
Гибридная лазерно-дуговая сварка
HSW могут быть получены с использованием способа гибридной лазерно-дуговой сварки (англ. (HLAW)). В действительности металлургия HSW является особенно благоприятной в преодолении недостатков способа ГЛДС при применении к конструкционным и/или трубопроводным сталям. HLAW-сварные швы имеют высокое разбавление в нижних частях металла сварного шва вблизи корня. В данной зоне металлом сварного шва является главным образом повторно расплавленный основной металл. Также данная зона сварного шва подвергается быстрой скорости охлаждения. Если обычная конструкционная сталь или расходуемые материалы сварки трубопровода используются с HLAW, тогда химический состав вследствие высокого разбавления имеет тенденцию превращаться в мартенсит. Это дает образование твердого хрупкого сварного шва. Как решение указанной проблемы HSW-металлургия хорошо работает в мартенситном состоянии и она обеспечивает необходимую вязкость, несмотря на ограничения HLAW-способа. Как пояснено выше, расчеты разбавления могут использоваться для составления рецептуры HSW присадочной проволоки, подходящей для любых применений, и это включает HLAW для конструкционных сталей. Подходящие присадочные проволоки могут быть скомпонованы с получением предпочтительного химического состава металла сварного шва. Низкоуглеродные присадочные проволоки (не более примерно 0,05%, более предпочтительно не более 0,03% и еще более предпочтительно не более 0,02%) являются особенно применимыми в создании подходящей металлургии HLAW, которая дает превосходные сочетания прочности и ударной вязкости.
Дуговая сварка под флюсом (SAW)
Можно применить HSW-металлургию с использованием способа дуговой сварки под флюсом (SAW)). Одним используемым применением в строительстве трубопровода является двойное соединение труб перед конечной операцией укладки. Для получения желаемых металлургических свойств SAW-способом требуются специальные флюсы для минимизации содержания кислорода в сварном шве. Такая флюсовая технология описана в заявке на патент US 2008/0057341. Данная заявка описывает технологию сварки для использования в криогенных применениях и особенно для сварки 9% Ni сталей. Как разъяснено выше, ключевым требованием для 9% Ni конструкции является сопротивление хрупкому разрушению при криогенных температурах (-196°C). Высокое сопротивление разрыву не имеет значения. Напротив, высокое сопротивление разрыву является ключевым для SBD-трубопроводов. По данной причине SAW-сварка в применении к HSW-металлургии должна ограничиваться уровнями кислорода ниже, чем предусмотрено в US 2008/0057341. При SAW-сварке HSW-металлургии содержание кислорода должно поддерживаться ниже 200 ч./млн по сравнению с ограничением 300 ч./млн в US 2008/0057341. В зависимости от условий разработки может быть необходимым для SBD-применений ограничивать кислород ниже 150 ч./млн или даже 100 ч./млн. Это может быть сделано увеличением индекса основности ((BI)) флюса, термином, известным специалистам в области сварочной технологии, индексом, который отражает щелочные/кислотные качества флюса и его потенциал по удалению кислорода. Ряд формул для BI индекса является доступным, таким как известная формула Тулиани.
Поскольку применение двойного соединения проводится в 1G (плоское) положении сварки, указанное применение не имеет проблем вязкости металла сварного шва как при сварке в неудобном месте. Поэтому необходимость в усовершенствованных источниках энергии не является такой большой, как для кольцевой сварки в 5G положении. Существует согласование между способностями ограниченного положения SAW и скоростью нанесения сварного шва. Скорость нанесения может быть относительно высокой, но сварка в неудобном месте является невозможной.
Инженерная оценка критичности имеющей деформированное состояние конструкции (SBECA) для сварных швов с высокой деформацией
Разрушение при пластическом разрыве в SBD-применениях является относительно новым сценарием конструирования для отрасли трубопроводов, и кольцевые сварные швы ранее не разрабатывались для получения высоких уровней сопротивления разрыву. Технология инженерной оценки критичности имеющей деформированное состояние конструкции (SBECA), рассмотренная выше в настоящей заявке, усиливает важность вязкости сварного шва для SBD-трубопроводов, где используются высокие уровни сопротивления пластическому разрыву. Данная тема рассматривается в следующей ссылке: D. P. Fairchild et al, «Girth Welds for Strain-Based Design Pipelines», ISOPE Symposium on Strain Based Design, the 18th International Offshore and Polar Eng. Conf., (ISOPE-2008), Vancouver, Canada, July 6-11, 2008, pp. 48-56.
Для оптимизации HSW для конкретного применения желательны средства конструирования или выбора соответствующих свойств сварного шва. Для SBD-трубопроводов следующие ссылки описывают технологию, на которой может быть основана SBECA и которая может использоваться с относительно допустимым размером дефекта сварного шва с такими факторами, как прилагаемые нагрузки и свойства материала: International Patent Application PCT/US2008/001753; K. Minnaar, et al, «Predictive FEA Modeling of Pressurized Full-Scale Tests», Proceedings of 17th International Offshore and Polar Engineering Conference, Lisbon, Portugal, 2007, pp. 3114-3120; S. Kibey, et al, «Development of a Physics-Based Approach for the Prediction of Strain Capacity of Welded Pipelines», Proceedings of 19th International Offshore and Polar Engineering Conference, Osaka, Japan, 2009; Kibey, S., et al, «Tensile Strain Capacity Equations for Strain-Based Design of Welded Pipelines», Proceedings of the 8th International Pipeline Conference, Calgary, Canada (2010). Указанные ссылки поясняют, как критический размер дефекта в сварном шве (наибольший дефект, который может быть безопасно допущен) может быть рассчитан с использованием SBECA-технологии на основе входных параметров, таких как прикладываемые нагрузки или деформации, прочностные свойства основного металла и сварного узла, свойства вязкости материала, в котором находится дефект (обычно металл сварного шва или зона термического влияния) и геометрические размеры конструкции. Альтернативно SBECA-технология может использоваться для прогнозирования вязкости, требуемой, чтобы выдерживать дефект сварного шва заданного размера, при заданных других входных параметров, таких как прилагаемые нагрузки, прочностные свойства и геометрические параметры.
Для SBD-конструирования существуют несколько подходящих методов для определения вязкости, включая определение вязкости по Шарпи с V-надрезом, испытание на раскрытие в вершине трещины (CTOD), J-интегральный метод и испытание изогнутой широкой пластины. Исследования показали, что трудно использовать указанные методы для обеспечения надежного прогнозированного параметра относительно размера дефекта, прилагаемых нагрузок и вязкости для прогнозирования конструкционных характеристик в SBD-сценарии. Напротив, вышеуказанная SBECA-технология способна определить количественно и предсказать конструкционные характеристики и сделать это при использовании параметра вязкости, называемого R-кривой. Данный параметр вязкости измеряется с использованием испытания на напряжение с единичным надрезом (или изгибание при трехточечном нагружении образца с надрезом) (SENT), как известно специалистам в области механических свойств материалов. Ссылки на определение R-кривой включают следующее: G. W. Shen, et al, «Measurement of J-R Curves Using Single Specimen Technique on Clamped SE (T) Specimens», Proceedings of 19th International Offshore and Polar Engineering Conference, Osaka, Japan, pp. 92-99, 2009; W. Cheng, et al, «Test Methods for Characterization of Strain Capacity - Comparison of R-curves from SENT/CWP/FS Tests», Proceedings of 5th Pipeline Technology Conference, Ostend, Belgium, 2009; H. Tang, et al, «Development of the SENT Test for Strain-Based Design of Welded Pipelines», Proceedings of 8th International Pipeline Conference, Calgary, Canada, 2010.
На фигуре 8 схематически показан SENT-образец, который может использоваться для определения R-кривой. Также могут использоваться другие геометрические размеры. Геометрические размеры образца для SENT-испытания являются подобными образцу для обычных испытаний на растяжение за исключением того, что дефект (трещина или надрез 83) помещается в середине образца. Образец зажимается в зонах 81 и 82 зажима. Методика испытаний включает растяжение образца под напряжением при контролировании и измерении разрастания дефекта до тех пор, пока образец не может больше выдерживать значительные увеличения нагрузки. Один метод образования R-кривой включает повторное нагружение и разгрузку образца, где каждый последующий цикл нагружения вводит увеличивающиеся нагрузки и (в конечном счете) увеличивающееся разрастание трещины. Прогресс разрастания трещины может быть рассчитан по деформированию образца, методика соответствует методике, описанной в ASTM E1820. Указанная методика называется методом деформирования при разгрузке, и он может использоваться для соотнесения роста трещины с приложенной нагрузкой, то есть оценки движущей силы. Собранные данные могут использоваться для построения графика R-кривой, который обеспечивает графическое представление вязкости или более конкретно сопротивления материала пластическому разрыву. Другими словами, график характеризует вязкость пластического разрушения материала.
Хотя указанная здесь SBECA-технология использует SENT-испытание и R-кривые для определения характеристик вязкости, другие методы могут использоваться для количественного определения сопротивления пластическому разрушению, если они обеспечивают способность количественного определения, прогнозирования по отношению к ключевым параметрам, таким как геометрические размеры конструкции, геометрические размеры дефекта, прилагаемые нагрузки и свойства материалов, такие как прочность и свойства вязкости. Один метод заключается в проведении ряда полномасштабных испытаний трубы на способность к деформированию, хотя данный подход является очень дорогостоящим.
Графики R-кривой показывают соотношение между разрастанием трещины и движущей силой растрескивания. Пример R-кривой показан на фигуре 9. Когда трещина разрастается, сопротивление материала разрастанию трещины (пластический разрыв) обычно увеличивается. Высоковязкие материалы образуют R-кривые с крутыми уклонами в начальной части кривой, и после начального роста R-кривая будет непрерывно расти. Чем выше R-кривая (больше значения по оси Y), тем выше вязкость. R-кривые иногда называются кривые «дельта а» (Δа), или J-интеграл к а-кривым, или CTOD к а-кривым, где движущая сила растрескивания выражается в величинах CTOD или J-интеграла и откладывается на графике на оси х. Разрастание трещины а (мм) откладывается на графике на оси х. Кривые могут быть представлены математическим выражением, таким как y=δ∙xη, где (дельта) и (эта) являются факторами в законе энергии, подгоняемыми из графика CTOD (мм) по сравнению с (мм). Согласно данному описанию R-кривых и сопротивления пластическому разрушению R-кривые для различных металлов сварного шва могут сравниваться с оцененной вязкостью при рассмотрении CTOD при разрастании трещины 1 мм. Имеются две причины выбора разрастания трещины 1 мм для таких сравнений. Первая, когда х=1 в уравнении закона энергии, составляющая энергии снижается до 1, а «эта» может быть проигнорирована. Тогда CTOD равняется «дельта», и сравнение может быть сделано с использованием только значения «дельта». Вторая, когда 1 мм роста трещины является приемлемой степенью роста трещины по сравнению с вязкостью. Согласно SBECA-данным способность к деформации кольцевых сварных швов трубопровода часто имеет место, когда разрастания трещины составляют порядка 1 мм. Критические разрастания трещины могут варьироваться от очень небольших значений до 1 мм или 2 мм, в зависимости от многих факторов геометрических размеров и свойств материала, но для целей обычного сравнения вязкости условие 1 мм является адекватным.
R-кривые нового HSW металла сварного шва могут дать дельта-значения более 1,0 при пределах прочности при растяжении таких высоких, как 160 ksi. При хорошем регулировании содержания кислорода и для низкопрочных вариантов HSW дельта-значения могут быть больше 1,5. В зависимости от применения внимание может быть сфокусировано на оптимальных условиях сварки, как рассмотрено здесь, и могут быть достигнуты дельта-значения 2,0 или выше, предпочтительно выше 2,25, более предпочтительно выше 2,5 и даже более предпочтительно выше 2,75. В зависимости от уровня прочности и содержания кислорода может быть получено такое высокое значение дельта, как 3,0. HSW металл сварного шва может обеспечивать указанные высокие вязкости при одновременном обеспечении высокой прочности, подходящей для того, чтобы превосходить Х70 или более прочные классы труб для SBD-трубопроводов.
Способность точно прогнозировать конструкционные характеристики на основе данных R-кривой и SBECA-технологии зависит от подтверждения методом, использующим полномасштабные испытания трубы на способность к деформированию. Это рассматривается в следующих ссылках: International Patent Application PCT/US2008/001676; P. Gioielli, et al, «Large-Scale Testing Methodology to Measure the Influence of Pressure on Tensile Strain Capacity of a Pipeline, Proceedings of 17th International Offshore and Polar Engineering Conference, Lisbon, Portugal, 2007, pp. 3023-3027; P. C. Gioielli, et al, «Characterization of the Stable Tearing During Strain Capacity Tests», ISOPE Symposium on Strain Based Design, the 18th International Offshore and Polar Eng. Conference, (ISOPE-2008), Vancouver, Canada, July 6-11, 2008, pp. 86-89; X. Wang, et al, «Validation of Strain Capacity Prediction Method - Comparison of Full-Scale Test 5 Results to Predictions from Tearing Analysis Based on FEA», Proceedings of 5th Pipeline Technology Conference, Ostend, Belgium, 2009. Подтверждение обеспечивает соотношение данных R-кривой с полномасштабными характеристиками, и указанное соотношение обеспечивает базу для калибровки для параметрической разработки прогнозирующих математических выражений для SBECA.
Авторы изобретения использовали SBECA-технологию для количественного определения влияния сопротивления пластическому разрушению в части R-кривых для SBD-сценария, включая ряд классов труб, размеры дефектов и свойства основного металла, включая рассмотрение внутреннего давления трубы и несоосность труб, на кольцевые сварные швы. Гипотетический пример результатов данной работы для Х70 сварного шва по окружности показан на фигуре 10. Данный пример приводится для трубы диаметром 42 дюйма с толщиной стенки 20 мм со следующими прочностными свойствами в осевом направлении: предел текучести 75 ksi, предел прочности при растяжении 85,2 ksi и равномерное удлинение 8%. Расчетная способность к деформированию 2,5%. Рассматриваются три гипотетических сварных шва, все с 20% превышением предела прочности при растяжении ((UTS)) и несоосностью 0 мм. Для указанных трех сварных швов график показывает три различные R-кривые, представляющие различные уровни сопротивления пластическому разрыву (все другие свойства остаются равными). При рассмотрении значений R-кривых при 1 мм разрастании трещины три кривые имеют дельта-значения 0,6, 1,3 и 2,0. Указанные уровни сопротивления разрыву характеризуют: относительно низковязкий сварной шов и два HSW называются HSW № 1 и HSW № 2. При использовании рассмотренной SBECA-технологии критические дефекты могут быть рассчитаны для указанных трех R-кривых. В плане глубины и длины дефекта в миллиметрах три критические размера дефекта, связанные с тремя R-кривыми, составляют 3,3×20 мм, 4,3×48 мм и 6,4×50 мм соответственно. Как можно видеть, более высокие уровни сопротивления разрыву обеспечивают более допустимый дефект. SBECA-технология может использоваться как помощь конструктору для выбора оптимального набора свойств для HSW.
HSW может быть разработан с получением интервала прочностей. Поскольку прочность и вязкость обратно пропорционально соотносятся в конструкционных сталях, создание более высокой прочности обычно означает получение более низкой вязкости. По этой причине обычно нежелательно создавать какую-либо большую прочность, чем необходимо для применения, поскольку более низкая вязкость является компромиссом. SBECA-технология может использоваться для конструирования HSW и оптимизации компромисса между прочностью и вязкостью.
Микроструктура металла сварного шва
Определения металлургических терминов, описывающих микроструктуры HSW, могут быть найдены в разделе «Словарь специальных терминов», тогда как дополнительные подробности описаны в следующих трех ссылках: (1) N. V. Bangaru, et al, «Microstructural Aspects of High Strength Pipeline Girth Welds», Proceedings of the International Pipeline Technology Conference, Ostend, Belgium, May 9-13, 2004, pp. 789-808, (2) J. Y. Koo, et al, «Metallurgical Design of Ultra-High Strength Steels for Gas Pipelines», ISOPE Symposium on High-Performance Materials in Offshore Industry, the 13th International Offshore and Polar Eng. Conference, (ISOPE-2003), Honolulu, Hawaii, USA, May 25-30, 2003, pp. 10-18, and (3) US Patent 6565678. Как использовано здесь, термины «преобладающий» или «преимущественно» означают, по меньшей мере, около 50% об.
В конструкции, имеющей деформированное состояние (SBD), выбираемой микроструктурой для кольцевых сварочных швов является обычно игольчатый феррит. Для криогенных применений, описанных в патенте США 3218432, микроструктура описывается как «низкоуглеродистый мартенсит со следами феррита, бейнита и аустенита». Микроструктура металла сварного шва по изобретению отличается от обоих из указанных примеров. Микроструктура по настоящему изобретению состоит из сбалансированных объемных фракций мартенсита и бейнита, значительно большего количества, чем следы аустенита, и при отсутствии феррита. Авторы изобретения подробно исследовали многие варианты Fe-Ni-микроструктур по изобретению и установили, что наилучшая комбинация свойств для предназначенного SBD-применения достигается при сбалансированном сочетании преимущественно реечного мартенсита и некоторого количества бейнита вместе со значительной объемной фракцией остаточного аустенита. Металл сварного шва обладает ячеистой структурой благодаря затвердеванию в виде первичного аустенита. Указанная микроструктура схематически показана на фигуре 11. В процессе охлаждения сварного шва имеет место превращение аустенита, и различные составляющие образуются в стенках 111 ячеек и во внутренней части 112 ячеек. Из общей объемной фракции микроструктуры металла сварного шва объемная фракция в стенках ячеек находится обычно в интервале примерно 20-40%, тогда как объемная фракция во внутренней части ячеек находится обычно в интервале примерно 60-80%.
Благодаря химической сегрегации в процессе затвердевания стенки ячеек являются более упрочняющимися и являются тверже, чем внутренние части ячеек. Для HSW умеренной прочности стенки ячеек содержат главным образом мартенсит, тогда как внутренние части содержат главным образом бейнит, особенно вырожденный верхний бейнит((DUB)) и гранулярный бейнит (GB). Преимущественно мартенситной составляющей является реечный мартенсит, который может быть в состоянии после охлаждения (отсутствуют межреечные карбиды), после отпуска от последующих сварочных проходов или в состоянии самоотпуска вследствие самоохлаждения. Отпуск подтверждается карбидами в рейках. Распределенными хаотически в микроструктуре являются небольшие отдельные зерна остаточного аустенита. В зависимости от химического состава металла сварного шва и скорости охлаждения в процессе сварки также получаются другие незначительные составляющие, включая отожженный мартенсит, двойникованный мартенсит и нижний бейнит. Двойникованный мартенсит обычно находится в стенках ячеек, а нижний бейнит обычно находится во внутренних частях ячеек.
В соответствии с новой разработкой сварного шва в таблице 1 представлены интервалы объемной фракции различных микроструктурных составляющих HSW. Более прочные варианты HSW получаются при более высоком содержании легирующих элементов и более низких подводах тепла к сварному шву. Более прочные варианты содержат более высокую объемную фракцию мартенситных составляющих и меньше бейнита. Микроструктурное требование к прочности наиболее заметно во внутренних частях ячеек. Для HSW, подходящих для низших сортов труб, подобных Х60-Х70, внутренние части ячеек представляют собой преимущественно DUB и GB. HSW для высших сортов труб, подобных Х80 и выше, предусматривают увеличивающиеся доли мартенсита во внутренних частях ячеек. Когда прочность увеличивается, также достигаются большие доли отожженного мартенсита и двойникованного мартенсита. Остаточный аустенит является предусмотренной фазой, предназначенной для увеличения вязкости. Остаточный аустенит образуется благодаря заданному содержанию Ni в HSW.
Объемные фракции различных микроструктурных составляющих в HSW
в ячейках
На фигуре 12 представлена оптическая макрофотография варианта, предусмотренного HSW. Данный сварной шов получают сначала применением корневого прохода с использованием традиционной технологии внутренней сварки трубопровода, и затем HSW-проходы наносят снаружи с выполнением сварного шва. Даже при грубом увеличении на фигуре 12 показано явное различие в микроструктуре между микроструктурой традиционного корневого прохода 121 и металла сварного шва 122 с высокой деформацией. На фигуре 13 представлена оптическая микрофотография HSW, которая показывает ячеистую подструктуру. На фигуре 14 представлена сканирующая электронная микрофотография, показывающая микроструктуру 141 стенки ячейки Fe-Ni-сварного шва. На фигурах 15А и 15В, 16, 17 и 18А и 18В показаны примеры DUB, GB, LM и RA, соответственно, из сварного шва с высокой деформацией. На фигурах 15А и 15В и 16 также идентифицирована мартенсит-аустенитная (МА) составляющая.
Контроль сварного шва
Fe-Ni-сварные швы, описанные здесь, имеют преимущества относительно контроля сварного шва. Указанные сварные швы являются способными к пластичности и вязкости, близким к аустенитным (на основе никелевых сплавов) сварным швам; однако Fe-Ni-сварной шов представляет собой феррит. Ni-содержащие сварочные расходуемые компоненты дают аустенитные сварные швы, которые имеют гранецентрированную кубическую (ГЦК) атомную структуру. Ферритный Fe-Ni-сварной шов имеет объемно центрированную кубическую (ОЦК) атомную структуру, которая используется в сварке ферритных трубопроводных сталей (которые являются также ОЦК по структуре), поскольку это позволяет избежать проблемы границы раздела разнородного сварного шва, что имеет место при использовании высоконикелевых сварочных расходуемых материалов при сварке ферритных трубопроводных сталей. Границы раздела разнородного сварного шва вызывают трудности в ультразвуковом контроле, так как указанные границы раздела дают фальшивые сигналы, что может дать в результате излишние исправления.
Примеры
Присадочные проволоки, представленные в таблице 2, были получены авторами изобретения для экспериментов с Fe-Ni-сварными швами.
Химический состав присадочной проволоки
При использовании проволок 2, 4 и 12 было получено несколько 5G кольцевых сварных швов с использованием Fe-Ni-технологии, рассмотренной здесь. Указанные сварные швы были выполнены на API 5L X80 трубе диаметром 30 дюйм (762 мм) с толщиной стенки 15,6 мм. Данная труба имеет следующий химический состав по массе (% масс.): углерод: 0,06, Mn: 1,88, Si: 0,25, P: 0,006, S: 0,002, Ni: 0,17, Cu: 0,18, Mo: 0,22, Cr - нет, Nb: 0,03, V - нет, Ti: 0,01. Сварные швы получают с использованием CRC Evans автоматического сварочного оборудования, которое включает использование источника энергии Fronius TransPulse Synergic 5000. Параметры генерирования импульсов регулируются, как рассмотрено здесь, и достигается хорошая свариваемость вместе с превосходными механическими свойствами. Дополнительные подробности относительно указанных сварных швов приведены в таблицах 3 и 4.
Подробности сварки и механические свойства
-20°C
Химический состав сварного шва
Сварной шов № 4 показывает влияние введения СО2 в защитный газ. Данный сварной шов содержит больше кислорода, чем желательно для HSW (240 ч./млн), и свойства вязкости являются не такими хорошими, как у HSW, полученного без СО2 в защитном газе.
Два полномасштабных испытания на деформирование трубы проводят с использованием трубы Х80 и сварных швов по окружности, выполненных с использованием проволоки 12 из таблицы 1. Первый полномасштабный образец был предварительно наполнен дефектами металла сварного шва размером 4×50 мм. Второй полномасштабный образец был наполнен дефектами размером 3×50 мм. Первый образец был получен с непреднамеренной высокой-низкой несоосностью, а второй образец был получен с высокой-низкой несоосностью 3 мм. Оба испытания были подвергнуты давлению до 72% определенного минимального предела текучести и растянуты с растяжением до разрушения. Указанные испытания проводились, как пояснено в приведенных ранее ссылках по полномасштабному испытанию на деформирование трубы. Первое испытание достигло деформации выше 6%, прежде чем испытание было прекращено для защиты испытательного оборудования. Второе испытание достигло способности деформирования на 3%, прежде чем материал трубы разрушился в пластическом разрушении.
Как показано указанными примерами, HSW используются в получении сварных швов по окружности трубопровода, способных достигнуть высокой вязкости и высоких уровней прилагаемого деформирования даже при содержании обычных дефектов сварки. HSW с такими высокими пределами прочности при растяжении, как 160 ksi, могут дать хорошее сопротивление хрупкому разрушению, как подтверждено CTOD-значениями металла сварного шва выше 0,10 мм при температуре -20°C. С вниманием, уделяемым химическому составу, содержанию кислорода и микроструктуре, HSW могут дать указанные прочность и вязкость при таких низких температурах, как -10°C, -15°, -20°C или даже -30°C или -40°C или ниже до примерно -100°C. Для HSW с пределами прочности при растяжении примерно 120 ksi могут быть достигнуты CTOD-значения выше 0,2 мм или 0,3 мм. Для HSW с пределами прочности при растяжении примерно 110 ksi могут быть достигнуты CTOD-значения выше 0,3 мм до 0,5 мм.
Температура перехода HSW, как определено испытанием на ударную вязкость по Шарпи с V-надрезом, может быть получена с получением температур перехода пластическое-к-хрупкому -20°C, -30°C или -40°C. С вниманием, уделяемым химическому составу, содержанию кислорода и микроструктуре, могут дать достигнуты такие низкие температуры перехода, как -60°C, -80°C или даже -100°C.
Что касается сопротивления пластическому разрушению, HSW могут давать R-кривые, такие же высокие или выше, чем описанные кривой, где при 1 мм разрастания трещины значение дельта составляет, по меньшей мере, 1,0. С вниманием, уделяемым химическому составу, содержанию кислорода и микроструктуре, HSW могут давать R-кривые, такие же высокие или выше, чем кривая со значением «дельта» 1,5, предпочтительно 2,0, более предпочтительно выше 2,25, еще более предпочтительно 2,5 и даже выше 2,75. В зависимости от уровня прочности и содержания кислорода могут быть получены такие высокие значения «дельта», как 3,0.
С описанными выше механическими свойствами HSW сварные швы по окружности могут достигать общих пластических деформаций более 0,5%, хотя при содержании обычных дефектов сварного шва таких размеров, как 2×25 мм, 3×50 мм, 4×50 мм или 5×50 мм или 6×50 мм, в зависимости от толщины стенки. Первый размер указанных дефектов описывает высоту дефектов в направлении, перпендикулярном поверхности трубы, а второй размер (больший размер) представляет собой длину дефекта в направлении по ободу сварного шва по окружности. Даже длинные дефекты, такие как 2×100 мм или 1×200 мм, могут удерживаться при достижении пластических деформаций более 0,5%. В зависимости от размера дефекта и толщины стенки трубы могут достигаться общие пластические деформации 1%, 1,5%, 2%, 2,5%, 3% или даже 4% или 5%. Высокая способность к деформированию может достигаться в классах труб до примерно Х120.
Хотя настоящее изобретение может быть восприимчиво к различным модификациям и альтернативным формам, типичные варианты, рассмотренные выше, показаны только путем примера. Однако снова должно быть понятно, что изобретение не ограничивается частными вариантами, рассмотренными здесь. В действительности настоящее изобретение включает в себя все альтернативы, модификации и эквиваленты, подпадающие под истинную сущность и объем прилагаемой формулы изобретения.
Перечень терминов
Аустенитные сплавы: любой из группы конструкционных сплавов, таких как нержавеющая сталь, Ni-содержащие сплавы и дуплексные нержавеющие стали, которые обладают аустенитной микроструктурой, характеризующейся гранецентрированной кубической атомной структурой.
Ферритные сплавы: любой из группы конструкционных сплавов, таких как Fe-Ni-сплавы с содержанием Ni до примерно 15% или конструкционные стали, которые обладают ферритной микроструктурой, характеризующейся определенно объемоцентрированной кубической атомной структурой.
Предел текучести при растяжении: Это прочность, соответствующая отклонению от линейной упругой характеристики, когда выдерживание нагрузки достигается без остаточной деформации, и пластической характеристики, когда выдерживание нагрузки дает в результате измеряемую остаточную деформацию.
Предел прочности при растяжении: Это прочность, соответствующая способности материала нести максимальную нагрузку в единицах напряжения, когда механизм разрушения не является линейным упругим разрушением.
HAZ (ЗТВ): Зона термического влияния.
Pcm: Формула, используемая для количественного определения закаливаемости на основе % масс. общих легирующих элементов, используемых в стали. Закаливаемость представляет собой степень, в которой сталь превращается в мартенсит (твердая микроструктура) при охлаждении от высоких температур.
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B
Содержание сплава в % масс. вводится в уравнение для расчета числа Pcm.
Зона термического влияния: Основной металл, который является смежным с линией сварки, не плавится в ходе операции сварки, но он подвергается воздействию тепла сварки.
Вязкость: Стойкость к растрескиванию. Сварное соединение: Узел составных частей, соединенных сваркой.
Свариваемость: Легкость сварки конкретного металла или сплава. Иногда свариваемость относится к восприимчивости к водородиндуцированному растрескиванию в процессе сварки, но в контексте данного изобретения свариваемость относится к случаю сварки без создания дефектов, таких как непровар, потеря проникновения или поднутрение. Ряд факторов вносит вклад в плохую свариваемость, включая сварочную ванну с высоким поверхностным натяжением и беспорядочную или нестабильную сварочную дугу. Указанные факторы создают признаки, наблюдаемые сварщиком, включая плохое смачивание сварочной ванны смежным основным металлом, острые (или малые) входящие углы на кромках поверхности сварного шва, нежелательное разбрызгивание.
Дуговая сварка металлическим электродом в защитном газе(GMAW)): Способ сварки, который использует горелку, поэтому присадочная проволока, которая действует как электрод, автоматически подается через контактный наконечник и расходуется в процессе сварки. Контактный наконечник обычно окружен газовым колпаком, который направляет защитный газ в зону сварочной дуги. Общеизвестными защитными газами являются аргон, CO2, гелий и кислород. Перемещение горелки может быть обеспечено машиной (автоматической или механизированной) или может быть обеспечено человеком (полуавтоматически). Наименование способа (GMAW) является стандартным обозначением, введенным Американским обществом сварки.
Импульсная дуговая сварка металлическим электродом в защитном газе ((ИДГСМ)(PGMAW)): Вариант GMAW-способа, который использует источники энергии, которые обеспечивают способности пульсации тока. Они иногда называются усовершенствованными источниками энергии, генерирующими колебания тока. Американское общество сварки называет PGMAW как GMAW-Р.
Процессы на основе GMAW: Ряд способов, подобных GMAW, такие как PGMAW, дуговая сварка металлической проволокой MCAW и дуговая сварка порошковой проволокой FCAW. Главное отличие MCAW заключается в том, что используется проволока-сердечник, и существуют металлические порошки в сердечнике. FCAW-способ также использует порошковую проволоку, и сердечник обычно состоит из порошков. MCAW может использоваться с или без защитного газа.
Дуговая сварка вольфрамовым электродом в защитном газе (GTAW)): Способ сварки, который использует горелку, поэтому электродом является нерасходующийся вольфрамовый стержень. Способ может быть осуществлен с или без присадочной проволоки. Если без проволоки, то способ называется автогенным. Если проволока используется, она подается сбоку (в противоположность через центральную линию факела, как в случае многих других способов, подобных GTAW) в зону сварочной ванны/дуги. Подача проволоки может быть обеспечена машиной или человеком. Перемещение сварочной горелки может быть обеспечено машиной или человеком. Вольфрамовый электрод окружается газовым колпаком, который направляет защитный газ в зону сварочной ванны/дуги. Обычно защитные газы содержат аргон или гелий.
Гибридная лазерно-дуговая сварка ((HLAW)): Способ, который объединяет лазерную сварку и GMAW. Обычно лазер предшествует GMAW с обеспечением глубокого проникновения. GMAW-компонент HLAW создает способность применять больше вариантов в подгонке соединения по сравнению с лазерной сваркой в отдельности. Тогда как лазер может перекрывать зазоры очень узкой ширины (~1 мм), GMAW-сварка может перекрывать зазоры в несколько миллиметров.
Дуговая сварка под флюсом ((SAW)): Способ сварки, который требует непрерывной подачи расходуемого сплошного или трубчатого (заполненного флюсом) электрода. Зона расплавленного сварного шва и дуги защищена от атмосферного загрязнения «погружением» под подушку гранулированного плавкого флюса.
Сварка в низкокислородном окружении: Способ сварки, в котором защита сварочной ванны обеспечивает содержание кислорода в металле сварного шва менее примерно 200 ч./млн. Защита может быть реализована использованием защитного газа или флюса.
Проэвтектоидный феррит ((PF)): При ссылке на стальные микроструктуры сварки данная фаза также называется полигональным ферритом и ферритом на границе раздела зерен. Проэвтектоидный феррит имеет тенденцию образовываться одним из первых, если нет первой фазы для превращения из аустенита, когда металл сварного шва охлаждается от высоких температур. Зарождение имеет место на границах раздела зерен предшествующего аустенита, поэтому зерна проэвтектоидного феррита расположены на этих границах раздела. Зерна могут быть в полигональной форме или иногда в форме пластинок, которые образуются из аллотриоморфов, которые затем определяют родственную фазу, называемую Видмаштеттовым ферритом.
Игольчатый феррит ((AF)): ИФ является часто продуктом разложения при превращении при сварке стали из аустенита в процессе охлаждения, хотя проэвтектоидный феррит (полигональный феррит) может иногда образовываться первым. ИФ зарождается на небольших неметаллических включениях и затем претерпевает быстрый рост по механизму преобразования бейнитного типа. ИФ-зерна обычно проявляют иглоподобную морфологию с соотношением габаритных размеров в интервале от примерно 2:1 до 20:1 в зависимости от скорости охлаждения и химии. Данное преобразование включает как сдвиговые, так и диффузионные компоненты. Температура преобразования регулирует взаимосвязь между диффузионными и сдвиговыми компонентами, таким образом, определяя морфологию ИФ.
Гранулярный бейнит ((GB)): Относится к пучку из 3-5 относительно равноосных бейнитных ферритных зерен, которые окружают центрально расположенный небольшой «остров» мартенситно-аустенитной структуры (МА). Обычные диаметры «зерна» составляют около 1-2 м.
Верхний бейнит ((UB)): Относится к смеси разбросанного игольчатого или реечного бейнитного феррита с продольными элементами или пленками карбидной фазы, такой как цементит. Это наиболее распространено в сталях с содержанием углерода выше примерно 0,15% масс.
Вырожденный верхний бейнит ((DUB)): Бейнитный продукт, где каждая колония растет под напряжением сдвига в группу (пакет) параллельных реек. В процессе и сразу после роста реек часть углерода выделяется в межреечный аустенит. Благодаря относительно низкому содержанию углерода обогащение углеродом захваченного аустенита является недостаточным для запуска зарождения цементитной пластины. Такое зарождение имеет место в средне- и высокоуглеродистых сталях, приводя к образованию классического верхнего бейнита (UB). Низкое обогащение углеродом в межреечном аустените в DUB дает образование мартенсита или смеси мартенсит-аустенит (МА) или может оставаться как остаточный аустенит ((RA)). DUB может быть спутан с классическим верхним бейнитом (UB). UB типа, первого идентифицированного среди углеродистых сталей десятилетия тому назад, включает две ключевые характеристики: (1) группы параллельных реек, которые растут в пакеты, и (2) цементитные пленки на границах раздела реек. UB является подобным DUB тем, что оба содержат пакеты параллельных реек; однако ключевым отличием является межреечный материал. Когда содержание углерода составляет примерно 0,15-0,40, между рейками может образовываться цементит (Fe3C). Указанные «пленки» могут быть относительно непрерывными по сравнению с прерывистым МА в DUB. В случае низкоуглеродистых сталей межреечный цементит не образуется, скорее остаточный аустенит ограничивается как МА, мартенсит, RA или их смеси.
Нижний бейнит ((LB)): LB имеет пакеты параллельных реек подобно DUB. LB также содержит небольшие межреечные карбидные осадки. Указанные пластиноподобные частицы совместно осаждаются на одиночном кристаллографическом варианте, который ориентирован приблизительно на 55° от главного направления роста реек (продольный размер рейки).
Реечный мартенсит ((LM)): LM проявляется как пакеты тонких параллельных реек. Ширина рейки обычно составляет менее примерно 0,5 м. Неотпущенные колонии мартенситных реек характеризуются как не содержащие карбид, тогда как самоотпущенный LM показывает межреечные карбидные осадки. Межреечные карбиды на самоотпущенном LM образуются на более чем одном кристаллографическом варианте, таком как на 110 плоскостях мартенсита. Часто цементит не выравнивается в одном направлении, скорее он осаждается на множественных плоскостях.
Отпущенный мартенсит ((TM): TM относится к термообработанной форме мартенсита в сталях, поэтому термообработка осуществляется в печи или местными средствами, такими как использование нагревательной обмотки. Указанная форма отпуска осуществляется после сваривания. Микроструктура и механические свойства изменяются, когда метастабильная микроструктура мартенсита претерпевает осаждение цементита в процессе перемещений в температурный интервал, где цементитное осаждение является возможным, но который является слишком низким для образования аустенита.
Самоотпущенный реечный мартенсит: мартенсит, который подвергается самоотпуску в процессе охлаждения от такой операции, как сварка. Цементитное осаждение имеет место на месте при охлаждении и без повторного нагревания, как делается в случае традиционного отпуска.
Двойникованный мартенсит ((TwM)): Данный вариант мартенсита образуется благодаря более высокому содержанию углерода по сравнению с химическими составами, которые содержат главным образом реечный мартенсит. TwM образуется, когда содержание углерода является выше примерно 0,35-0,44%. Ниже указанного уровня углерода реечный мартенсит является преобладающим. TwM содержит внутренние двойники, которые образуются в соответствии с преобразующими деформациями и напряжениями. Типичные конструкционные стали не имеют высокого содержания углерода, поэтому TwM в конструкционных сталях (в частности, в сварных швах) находится главным образом в зонах химической сегрегации. Сегрегация может создавать локальные зоны высокой концентрации углерода, таким образом, приводя к TwM. Это часто происходит в зонах МА в сварных швах и в зонах термического влияния.
Составная структура мартенсита-аустенита (МА):
Остальные области микроструктуры в ферритной стали или сварном шве, которые преобразуются при охлаждении в смесь мартенсита и остаточного аустенита. Указанные области являются часто последними зонами для преобразования при охлаждении. МА-зоны стабилизируются благодаря выделению углерода из окружающих областей, которые уже преобразовались при высоких температурах. Благодаря стабилизации преобразование аустенита в МА имеет место при более низких температурах, чем окружающие области. В МА-зонах обычно преобладает мартенсит, хотя при содержании только небольших объемных фракций остаточного аустенита (менее 10%). МА часто виден на границах раздела зерен предшествующего аустенита сварных швов или HAZ, на которые воздействуют двойные термические циклы. МА также находится на границе раздела реек в реечных микроструктурах вырожденного верхнего бейнита и нижнего бейнита. МА обычно наблюдается на любом числе реек, пакетов или границах раздела, присутствующих в конструкционных сталях.
Остаточный аустенит ((RA)): Аустенит, который остается в микроструктуре стали после охлаждения до комнатной температуры. Аустенит является стабильным при высоких температурах, но как только микроструктура охлаждается ниже температур А3 и А1, продукты низкотемпературного превращения, такие как феррит, бейнит и мартенсит, становятся стабильными и образуются из аустенита. В зависимости от скорости охлаждения и химического состава некоторые небольшие области структуры могут стать обогащенными в сплавах (главным образом углеродом), и они остаются стабильными и присутствуют при комнатной температуре.
Инженерная оценка критичности ((ECA)): Методы конструирования, квалифицирования или иной оценки конструкционного значения дефектов материалов, таких как трещины или дефекты сварного шва. Одной целью является предотвращение разрушения конструкции. Другой целью является предотвращение излишних ремонтов, когда дефекты анализируются на доброкачественность. ЕСА-методы часто основаны на технологии механического разрушения. ЕСА-методы способны определять критические условия для разрушения на основе обычно трех входных данных: механические свойства, прилагаемая нагрузка и размер дефекта. ЕСА часто используется для прогнозирования критического значения одного параметра на основе ввода двух других. Другие названия ЕСА-методов включают методики оценки дефектов и анализа пригодности по назначению.
Инженерная критическая оценка на основе деформации ((ЕСАОД)(SBECA)): Методы определения допустимости дефекта сварных швов по окружности трубопровода для прилагаемых деформаций растяжения. Это может означать определение стойкости к пластическому разрушению при экспериментах и затем расчет приемлемых размеров дефекта на основе требований к заданной деформации. Альтернативно требования к заданной деформации и размер дефекта могут использоваться для расчета требуемой стойкости к пластическому разрушению. SBECA требует знаний или допущений относительно некоторых свойств материала, включая предел текучести и предел прочности при растяжении. Часто допущения являются необходимыми относительно точности методов неразрушающего контроля.
Критический размер дефекта: Относится к дефекту материала, такому как трещина или дефект сварного шва, в инженерной конструкции, где указанный дефект является наименьшим дефектом, который вызывает разрушение, в зависимости от специфики трубы и механических свойств сварного шва, геометрии дефекта, геометрии конструкции и прилагаемых нагрузок. Данный термин обычно используется при рассмотрении инженерной критической оценки (ECA).
Высокая-низкая несоосность: Степень геометрического расхождения между смежными частями трубы при сварке по окружности. Несоосность варьируется вокруг окружности трубы. Хотя лучшие усилия сделаны по минимизации несоосности, величина высокой-низкой может быть от частей миллиметра до нескольких миллиметров. 1 мм высокой-низкой считается небольшим для трубы большого диаметра (т.е. для трубы диаметром >24 дюйм), тогда как 3 мм высокой-низкой считается большим. Высокая-низкая несоосность редко превышает примерно 5 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕТАЛЛ СВАРНОГО ШВА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2275281C2 |
| СВАРНЫЕ КОНСТРУКЦИИ ИЗ КОРРОЗИОННО-УСТОЙЧИВЫХ СПЛАВОВ В КОНСТРУКЦИЯХ ИЗ УГЛЕРОДИСТОЙ СТАЛИ И ТРУБОПРОВОДАХ, ВЫДЕРЖИВАЮЩИЕ ВЫСОКИЕ ОСЕВЫЕ ПЛАСТИЧЕСКИЕ ДЕФОРМАЦИИ | 2008 |
|
RU2452779C2 |
| ВЫСОКОПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ ТРУБА, МЕТАЛЛ СВАРОЧНОГО ШВА КОТОРОЙ ОБЛАДАЕТ ВЫСОКИМ СОПРОТИВЛЕНИЕМ ХОЛОДНОМУ РАСТРЕСКИВАНИЮ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2434070C2 |
| Проволока для сварки среднеуглеродистых среднелегированных броневых сталей | 2017 |
|
RU2692145C1 |
| СВЕРХВЫСОКОПРОЧНЫЕ КРИОГЕННЫЕ СВАРНЫЕ СОЕДИНЕНИЯ | 1998 |
|
RU2198771C2 |
| НИЗКОЛЕГИРОВАННАЯ СТАЛЬ СВАРНОГО ШВА И СВАРОЧНАЯ ПРОВОЛОКА С ФЛЮСОВЫМ СЕРДЕЧНИКОМ | 2006 |
|
RU2322529C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ОДНОПРОХОДНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИМПУЛЬСНОМ РЕЖИМЕ ГЕТЕРОГЕННЫХ НИКЕЛЕВЫХ СПЛАВОВ | 2024 |
|
RU2828444C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ДЛЯ ВЫСОКОПРОЧНОЙ ТОНКОЛИСТОВОЙ ИЛИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2014 |
|
RU2637546C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ИМЕЮЩАЯ НИЗКИЙ КОЭФФИЦИЕНТ ТЕКУЧЕСТИ И ПОВЫШЕННУЮ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ | 1996 |
|
RU2136776C1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
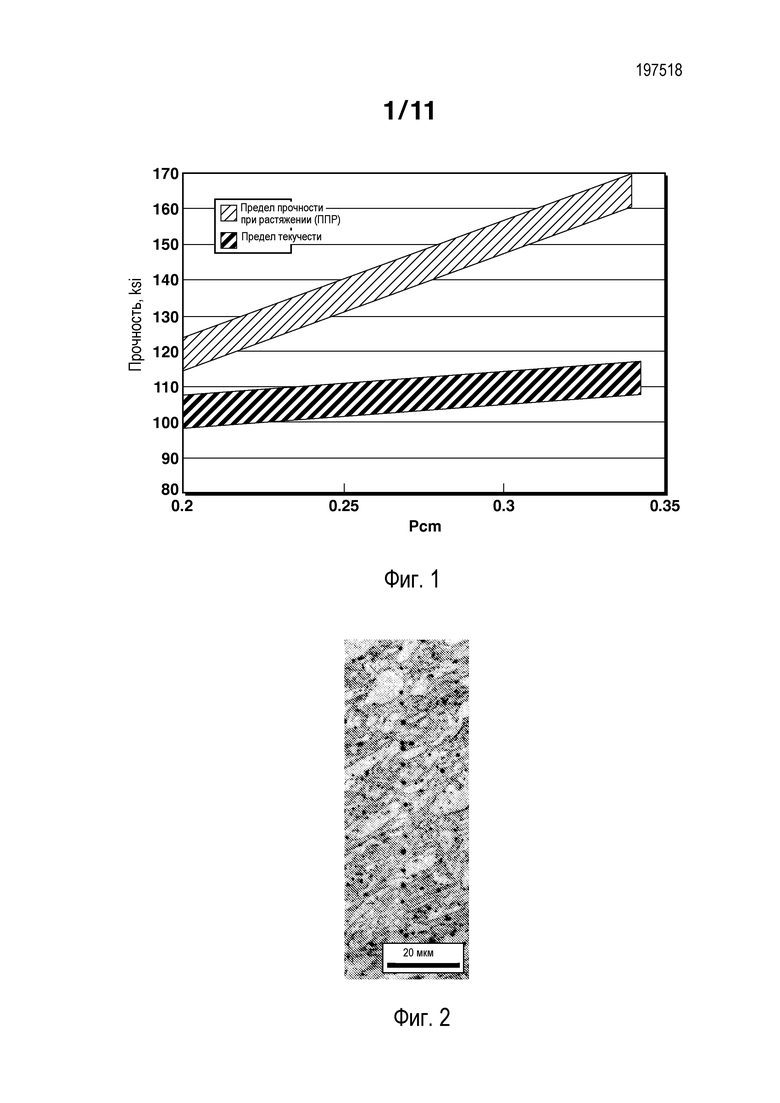
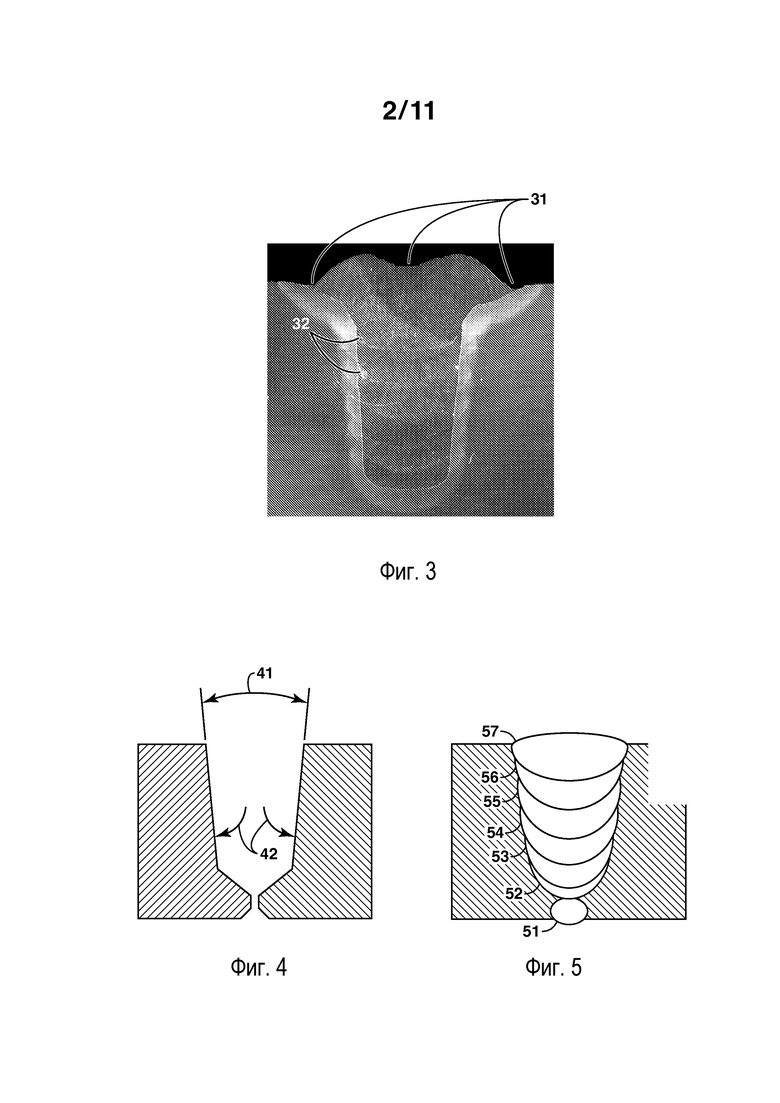
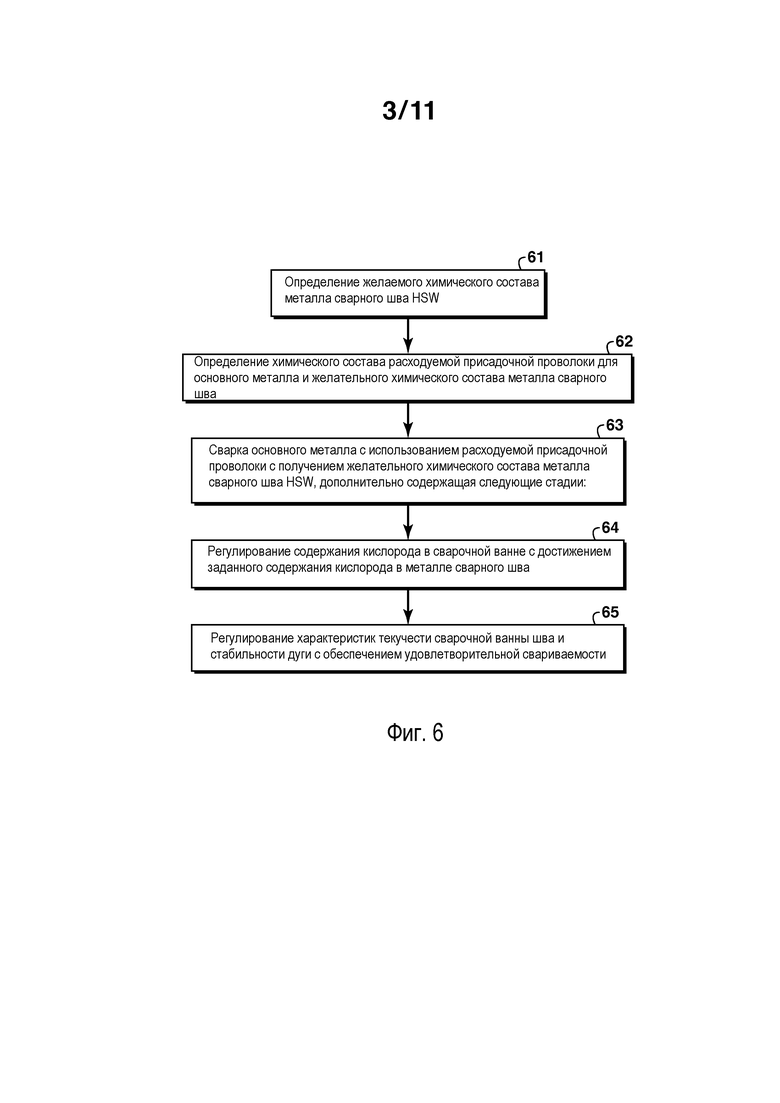
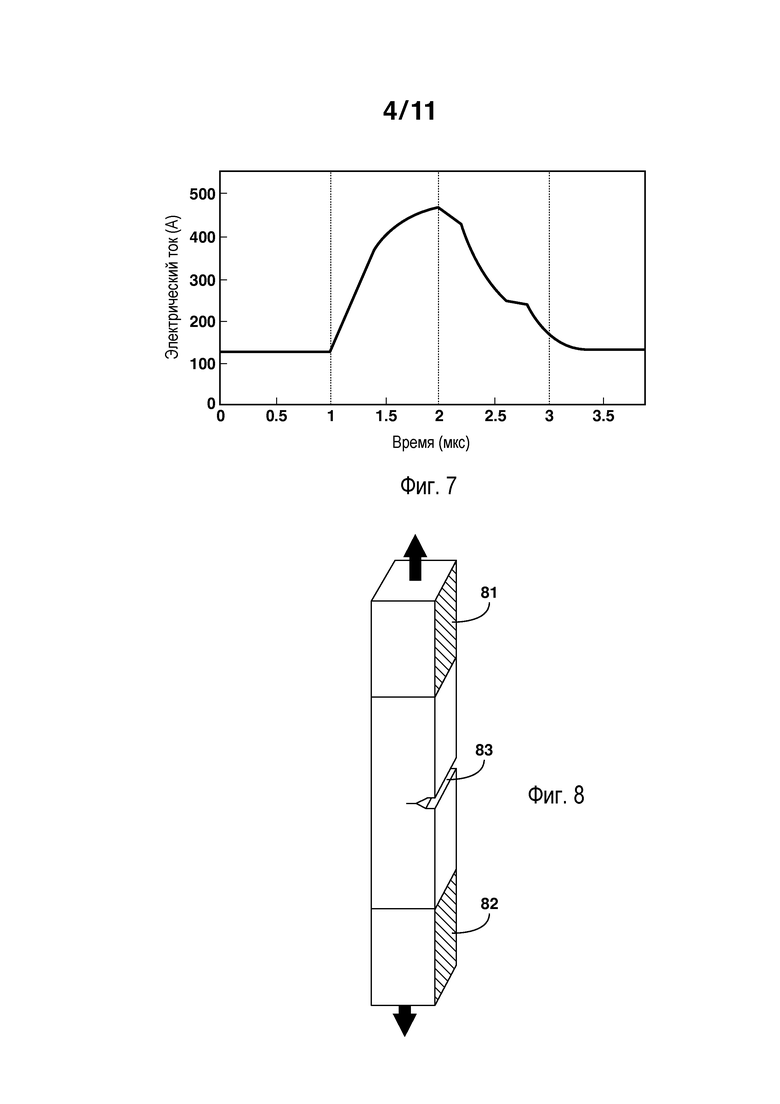
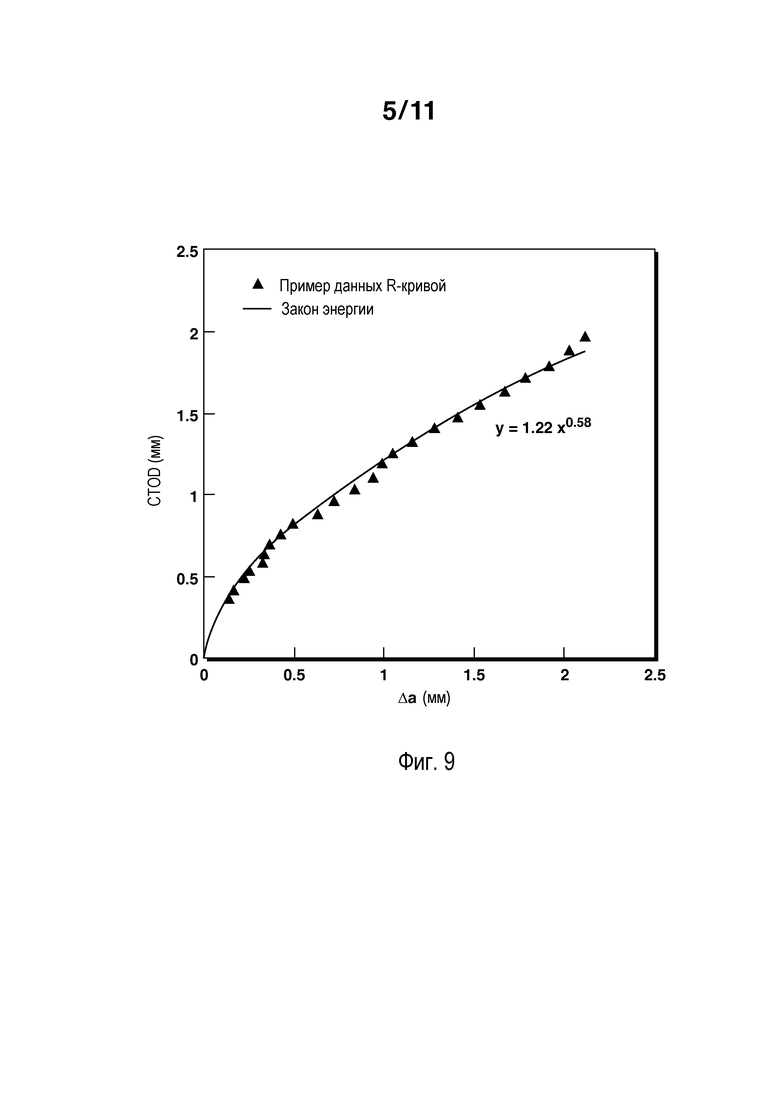
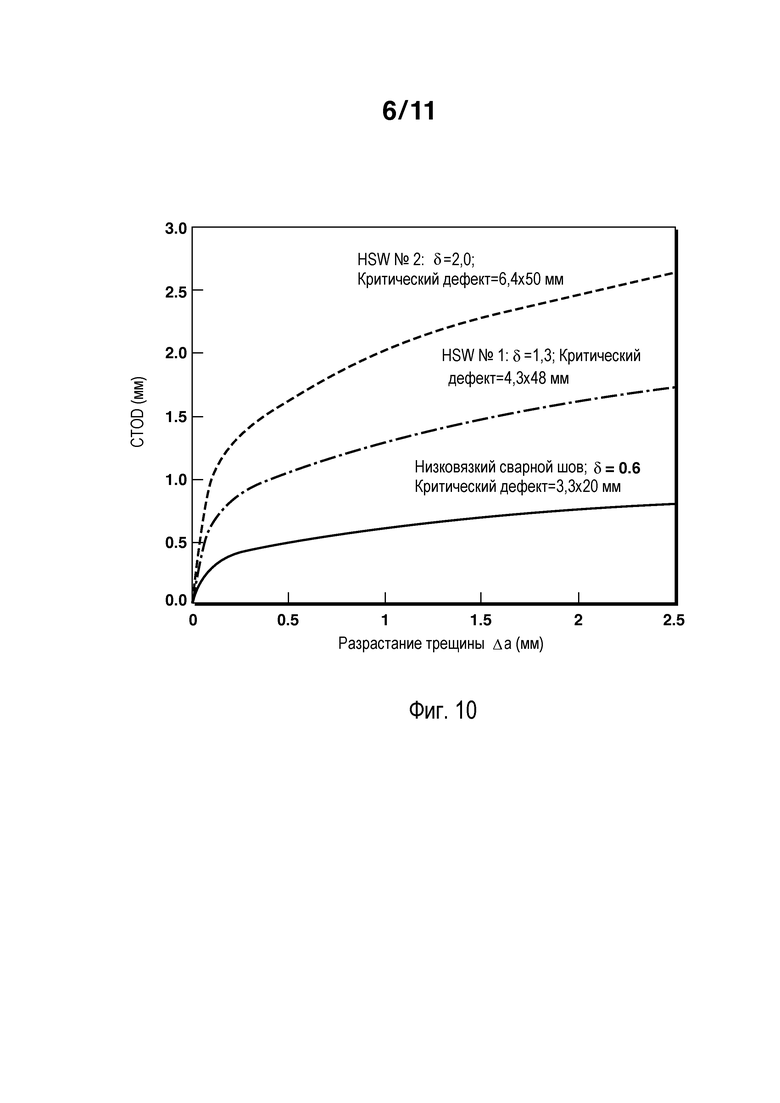
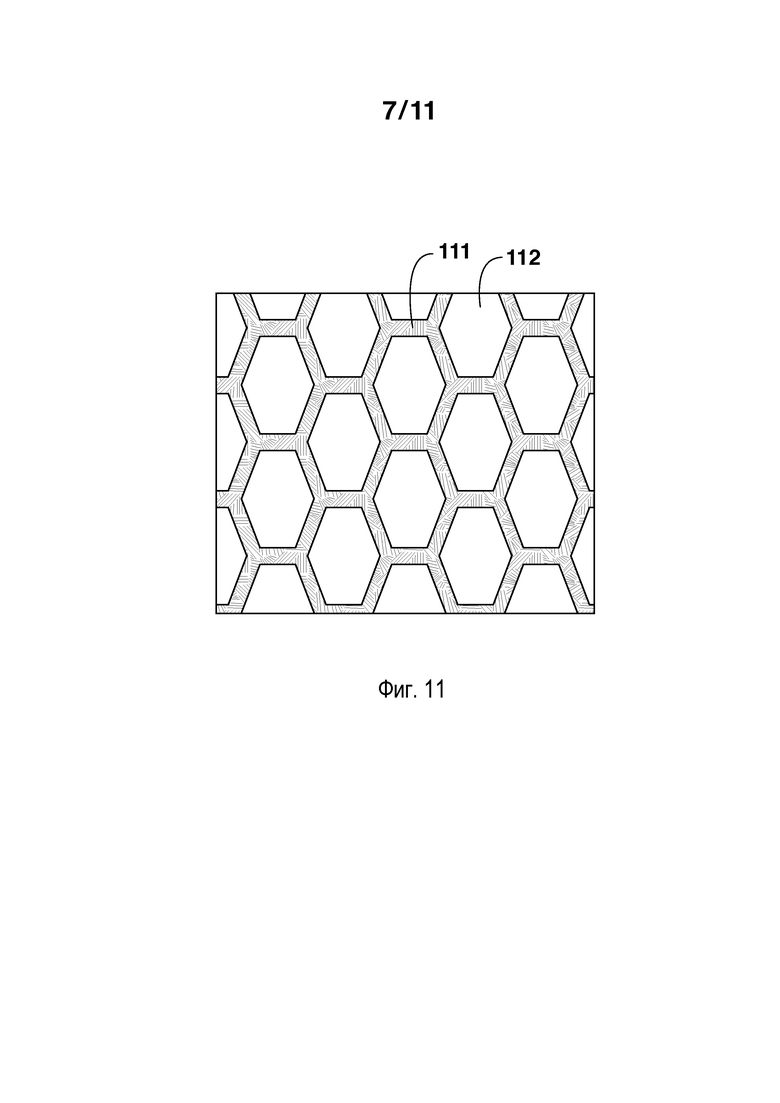
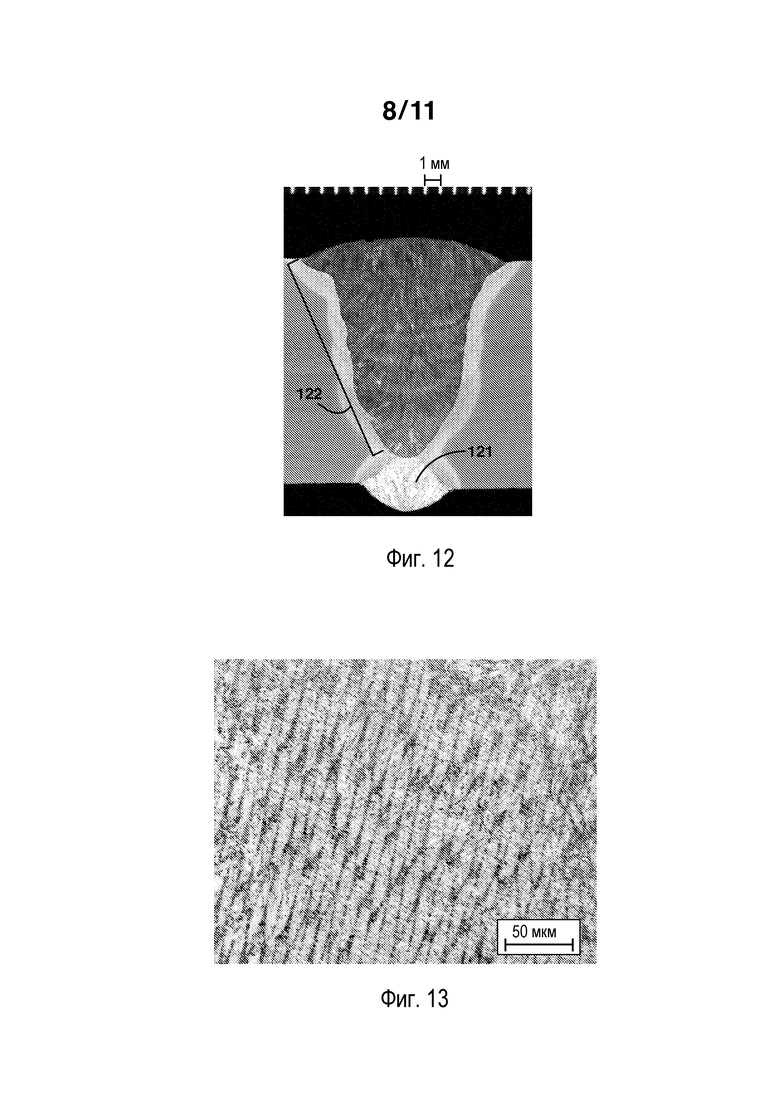
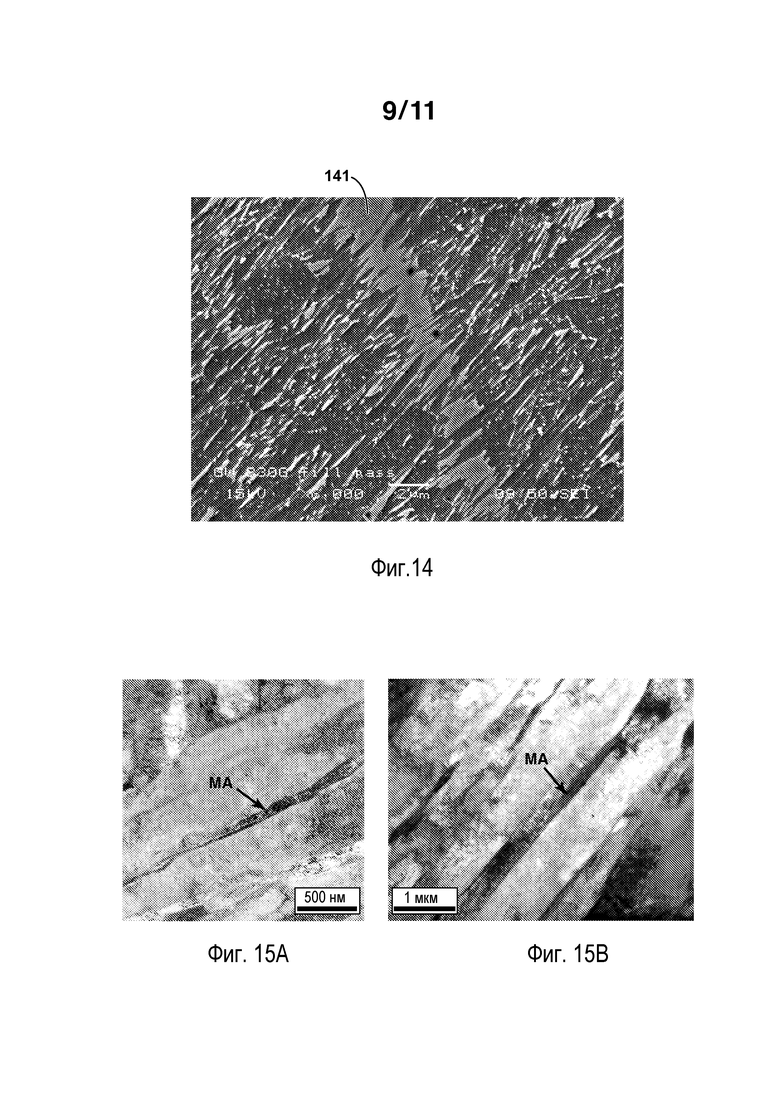
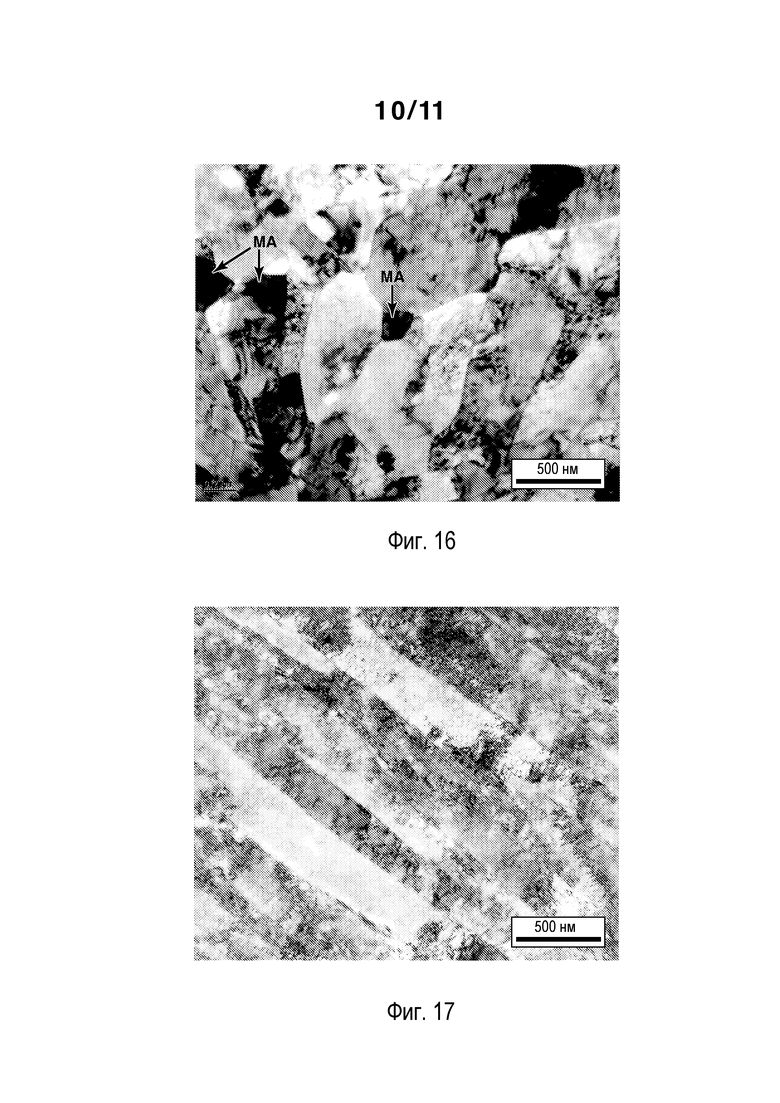
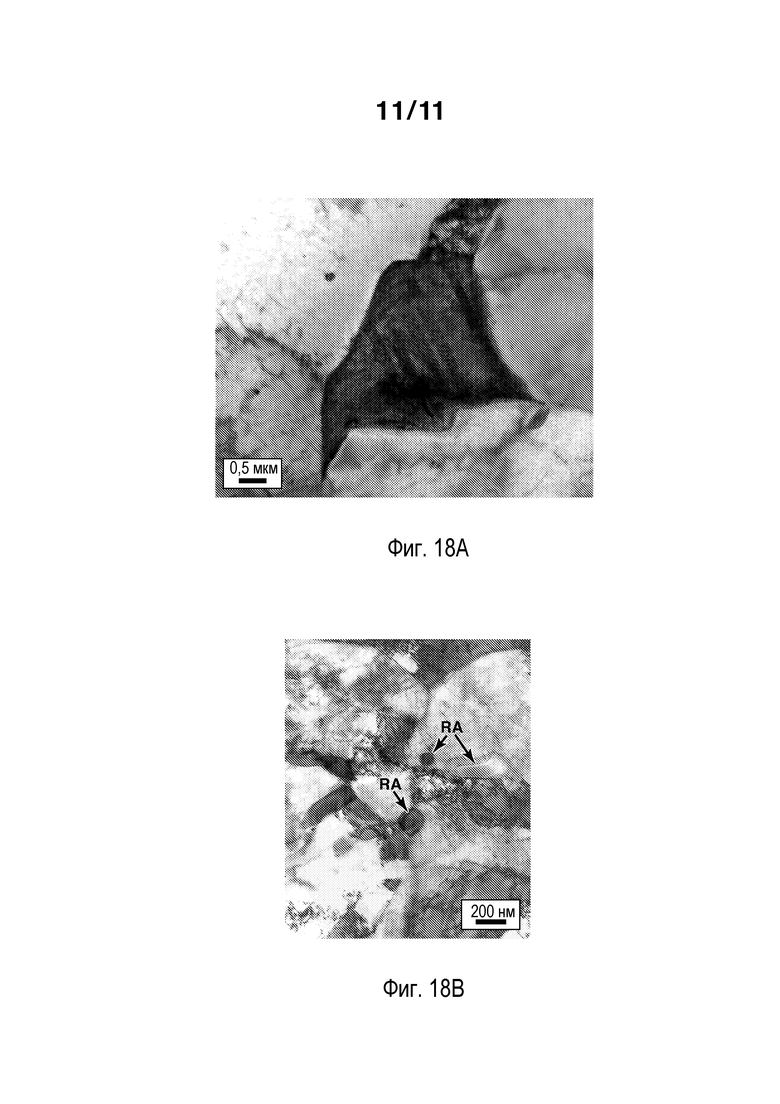
Изобретение относится к области металлургии, а именно к способам сварки ферритных сталей, и может быть использовано в конструкциях трубопроводов, имеющих деформированное состояние. Способ сварки трубопроводов из ферритных сталей включает определение химического состава расходуемой присадочной проволоки и заданного химического состава металла сварного шва, сварку основного металла трубопровода с использованием присадочной проволоки дуговой сваркой металлическим электродом в защитном газе с использованием подачи энергии в форме импульсных колебаний. Металл сварного шва содержит, мас.%: 0,02-0,12 углерода, 7,50-14,50 никеля, не более 1,00 марганца, не более 0,30 кремния, не более 150 ч./млн кислорода, не более 100 ч./млн серы, не более 75 ч./млн фосфора, остальное - железо. Металл сварного шва содержит остаточный аустенит и имеет ячеистую микроструктуру, содержащую стенки ячеек и внутренние части ячеек, причем стенки ячеек тверже внутренних частей ячеек. Обеспечиваются высокие характеристики прочности, сопротивления пластическому разрушению и хрупкому разрушению. 3 н. и 16 з.п. ф-лы, 18 ил., 4 табл., 29 пр.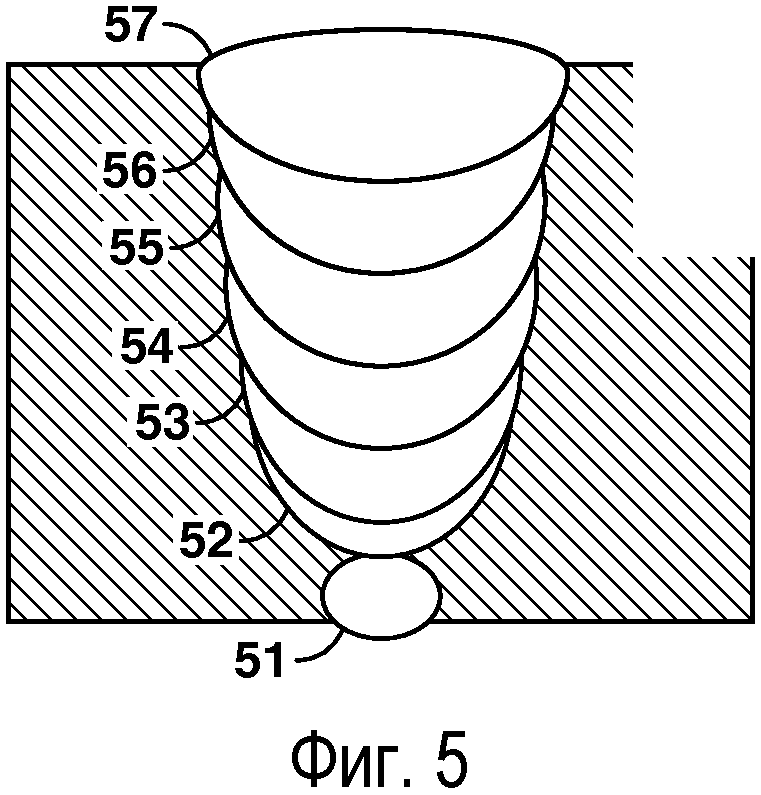
1. Способ сварки трубопроводов из ферритных сталей с получением заданного химического состава металла сварного шва, содержащий:
определение химического состава расходуемой присадочной проволоки путем расчета с использованием входных данных о химическом составе основного металла трубопровода и заданного химического состава металла сварного шва, причем химический состав металла сварного шва содержит:
0,02-0,12 мас. % углерода,
7,50-14,50 мас. % никеля,
не более 1,00 мас. % марганца,
не более 0,30 мас. % кремния,
не более 150 ч./млн кислорода,
не более 100 ч./млн серы,
не более 75 ч./млн фосфора,
остальное - железо,
причем металл сварного шва содержит остаточный аустенит и имеет ячеистую микроструктуру, содержащую стенки ячеек и внутренние части ячеек, причем стенки ячеек тверже внутренних частей ячеек; и
сварку основного металла трубопровода с использованием расходуемой присадочной проволоки посредством дуговой сварки металлическим электродом в защитном газе с использованием подачи энергии в форме импульсных колебаний, причем дуговая сварка металлическим электродом в защитном газе содержит:
регулирование содержания кислорода в сварочной ванне с достижением заданного содержания кислорода в металле сварного шва, которое составляет не более 150 ч./млн кислорода, и
регулирование характеристик сварочной ванны и стабильности дуги в процессе сварки с обеспечением удовлетворительной свариваемости.
2. Способ по п. 1, отличающийся тем, что регулирование содержания кислорода в сварочной ванне содержит подачу сварочного защитного газа, по существу не содержащего кислород или CO2, а регулирование характеристик сварочной ванны и стабильности дуги в процессе сварки содержит регулирование формы колебаний сварочного тока, достаточное для обеспечения удовлетворительной свариваемости.
3. Способ по п. 1, отличающийся тем, что сварку осуществляют с использованием защитного газа, содержащего гелий и аргон.
4. Способ по п. 3, отличающийся тем, что защитный газ содержит гелий и аргон и, по существу, не содержит кислород.
5. Способ по п. 4, отличающийся тем, что содержание гелия в защитном газе составляет 25 об. % или более.
6. Способ по п. 1, отличающийся тем, что стенки ячеек содержат реечный мартенсит, а внутренние части ячеек содержат вырожденный верхний бейнит.
7. Способ по п. 6, отличающийся тем, что реечный мартенсит составляет 50 или более процентов объема стенок ячеек, а вырожденный верхний бейнит составляет 20 или более процентов объема внутренней части ячеек.
8. Способ по п. 1, отличающийся тем, что металл сварного шва содержит между 0,5 и 10 об. % остаточного аустенита.
9. Способ по п. 8, отличающийся тем, что металл сварного шва имеет предел прочности при растяжении более 110 ksi и R-кривую вязкости выше, чем кривая, представленная значением дельта движущей силы растрескивания более 1,0.
10. Способ по п. 1, отличающийся тем, что химический состав металла сварного шва дополнительно содержит, по меньшей мере, одно из следующего:
не более 0,30 мас. % меди,
не более 0,04 мас. % ванадия,
не более 0,30 мас. % хрома,
не более 0,40 мас. %. молибдена,
не более 0,04 мас. % ниобия,
не более 0,02 мас. % титана,
не более 0,02 мас. % циркония,
не более 20 ч./млн бора.
11. Способ сварки трубопроводов из ферритной стали с получением заданного химического состава металла сварного шва, который содержит:
определение заданного химического состава металла сварного шва, содержащего:
0,02-0,12 мас. % углерода,
7,50-14,50 мас. % никеля,
не более 1,00 мас. % марганца,
не более 0,30 мас. % кремния,
не более 100 ч./млн серы,
не более 75 ч./млн фосфора,
остальное - железо; и
определение химического состава расходуемой присадочной проволоки расчетом с использованием в качестве входных данных химического состава основного металла трубопровода и заданного химического состава металла сварного шва; и
сварку основного металла трубопровода с использованием расходуемой присадочной проволоки посредством дуговой сварки металлическим электродом в защитном газе с использованием подачи энергии в форме импульсных колебаний, причем дуговая сварка металлическим электродом в защитном газе содержит:
регулирование содержания кислорода в сварочной ванне с использованием сварочного защитного газа, содержащего не более 3 объемных процентов CO2, с достижением заданного содержания кислорода в металле сварного шва, и
регулирование характеристик сварочной ванны и стабильности дуги в процессе сварки с регулированием формы колебаний сварочного тока, достаточным для обеспечения удовлетворительной свариваемости.
12. Способ по п. 11, отличающийся тем, что химический состав металла сварного шва дополнительно содержит, по меньшей мере, одно из следующего:
не более 0,30 мас. % меди,
не более 0,04 мас. % ванадия,
не более 0,30 мас. % хрома,
не более 0,40 мас. %. молибдена,
не более 0,04 мас. % ниобия,
не более 0,02 мас. % титана,
не более 0,02 мас. % циркония,
не более 20 ч./млн бора.
13. Способ по п. 11, отличающийся тем, что сварочный защитный газ содержит гелий и аргон.
14. Способ по п. 13, отличающийся тем, что гелий составляет 25 или более объемных процентов сварочного защитного газа.
15. Способ по п. 11, отличающийся тем, что сварка основного металла трубопровода дополнительно содержит использование гибридной лазерно-дуговой сварки.
16. Способ по п. 11, отличающийся тем, что сварка основного металла трубопровода дополнительно содержит использование дуговой сварки под флюсом.
17. Способ по п. 11, отличающийся тем, что сварка основного металла трубопровода дополнительно содержит использование сварки вольфрамовым электродом в инертном газе.
18. Способ по п. 11, отличающийся тем, что сварка основного металла трубопровода дополнительно содержит ослабление вязкости металла сварного шва с использованием перемешивания сварочной ванны.
19. Металл сварного шва, полученный способом по любому из пп. 1-18.
| CN 101774070 A, 14.07.2010 | |||
| Сварочный материал из двухфазной ферритно-аустенитной нержавеющей стали | 1984 |
|
SU1438600A3 |
| CN 1526032 A, 01.09.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

