Изобретение относится к атомной энергетике и может найти применение для герметизации контактно-стыковой сваркой стержневых тепловыделяющих элементов ядерных реакторов типа ВВЭР.
Тепловыделяюще элементы атомных станций представляют собой, как правило, циркониевые оболочки, заполненные ядерным топливом в виде таблеток. Герметизация осуществляется путем приварки с торцов оболочек заглушек. Перед герметизацией внутренний объем большинства конструкций тепловыделяющих элементов вакуумируется и заполняется гелием повышенного давления. Основным требованием, определяющим работоспособность тепловыделяющих элементов, является герметичность их оболочек, что в значительной мере зависит от качества сварных швов. В настоящее время значительная часть тепловыделяющих элементов изготавливается с применением контактно-стыковой сварки.
Известна установка для контактно-стыковой сварки (см. А.С. СССР №941070 от 07.07.82 г., Мкл. В 23 К 11/04), включающая станину, на которой смонтирована сварочная камера с рабочей полостью, снабженной сквозными соосными каналами и связанной со средствами создания разрежения и подачи нейтрального газа, устройства подачи свариваемых деталей в рабочую полость и механизмы их захвата, привод сварочного давления, где сварочная камера выполнена с перпендикулярным ее оси разъемом, разделяющим рабочую полость на две части, каждая из которых установлена на станине с возможностью автономного перемещения, снабжена цанговыми зажимами механизма захвата свариваемых деталей и трубчатыми тягами, расположенными в сквозных каналах, связывающих захваты с соответствующими приводами, смонтированными на торцах сварочной камеры по обе стороны от разъема, при этом привод сварочного давления связан жестко с одним из приводов трубчатых тяг с возможностью совместного перемещения.
Недостатком данной установки является высокая металлоемкость конструкции, большое количество исполнительных элементов и, как следствие, сложность обеспечения надежной работы и качества сварки, большой объем сварочной камеры, низкая производительность, в том числе, из-за затрат времени, связанных с работой механизма подачи заглушки в сварочную камеру. Установка не универсальна и не позволяет выполнять стабильную качественную сварку тонкостенных оболочек диаметром менее 10 мм из-за потери оболочкой под действием сварочного усилия продольной устойчивости на участке от цангового зажима оболочки до дополнительного зажима. Все это также не позволят применять известную установку в условиях с затрудненным доступом к ней и, в частности, при повышенных требованиях к биологической защите персонала.
В установке отсутствуют устройства контроля динамических составляющих процесса сварки (например, скорости изменения величины тока сварки, скорости и ускорения заглушки).
Наиболее близкой по технической сущности и достигаемому эффекту к заявляемому решению является устройство для герметизации, входящее в состав автоматической линии изготовления тепловыделяющих элементов (см. патент РФ №2070740 от 17.05.94 г., Мкл. G 21 С 21/02, бюлл. №35 от 20.12.96 г. - прототип), которое содержит разъемные сварочные камеры, механизмы их герметизации, устройства подачи свариваемых деталей в зону сварки, механизмы захвата, фиксации свариваемых деталей и токоподвода к ним с соответствующими приводами, привод сварочного давления.
Недостатком данного устройства является высокая металлоемкость, сложность конструкции, большое количество исполнительных элементов, сложность обеспечения требуемых надежности работы и, как следствие, качества сварки, большой объем сварочной камеры.
В установке также отсутствуют устройства контроля динамических составляющих процесса сварки.
Нестабильно качество сварки из-за потери оболочкой устойчивости на участке от пневматического до цангового зажимов в результате проскальзывания ее конца, зафиксированного в цанговом зажиме, под действием сварочного усилия. Из-за наличия подвижных частей в разъемной сварочной камере это расстояние уменьшить не представляется возможным. Проскальзывание оболочки в цанговом зажиме уменьшает работоспособность сварочной оснастки, что также отражается на качестве сварки. Все это также не позволяет применять известную установку в условиях с затрудненным доступом к ней и в частности при повышенных требованиях к биологической защите персонала.
Технической задачей изобретения является снижение металлоемкости, сложности конструкции, уменьшение количества исполнительных элементов, повышение стабильности сварки, надежности работы установки и работоспособности сварочной оснастки, уменьшение объема сварочной камеры и обеспечение повышенной производительности при работе, в том числе, в условиях с затрудненным доступом к ней и, в частности, при повышенных требованиях к биологической защите персонала.
Решение технической задачи достигается тем, что в известной установке, содержащей сварочную камеру, устройства подачи свариваемых деталей в зону сварки, механизмы их захвата с соответствующими приводами, пневмопривод сварочного давления, согласно изобретению, сварочная камера представляет собой сборную конструкцию, не раскрывающуюся при работе установки, имеет общее для подачи оболочки и заглушки в зону сварки устройство, при этом на расстоянии от электрода оболочки, который размещен в соответствующем цанговом зажиме, исключающем недопустимое смещение торца оболочки за счет осевого ее сдвига и возникновение ее продольного изгиба на этом участке, установлен дополнительный пневматический зажим, кроме того, установка снабжена датчиками контроля динамики процесса сварки и клапаном переменного давления, подключенным к приводу сварочного давления.
Указанная совокупность признаков является новой и существенной для решения поставленной задачи, так как:
- выполнение сварочной камеры в виде сборной конструкции, не раскрывающейся при работе установки, позволяет упростить конструкцию установки, снизить ее металлоемкость за счет уменьшения количества механизмов ее герметизации, фиксации и подачи свариваемых деталей в зону сварки, гарантированно обеспечить высокую соосность свариваемых деталей без выполнения дополнительных настроек и регулировок. Это позволяет также сократить количество исполнительных устройств в системе управления установкой, уменьшить величину свободного объема сварочной камеры, что в конечном итоге в целом способствует повышению надежности ее работы, производительности процесса и сокращению расхода гелия;
- расположение дополнительного зажима от электрода, размещенного в цанговом захвате оболочки, на расстоянии, исключающем недопустимое смещение торца оболочки за счет осевого ее сдвига и возникновение ее продольного изгиба на этом участке, позволяет избежать потерь оболочкой при сварке продольной устойчивости, повышает стабильность качества сварки и работоспособность сварочной оснастки.
Оснащение пневмопривода сварочного давления клапаном переменного давления позволит использовать пневмопривод одновременно для выполнения нескольких операций: отвода заглушки от торца оболочки для вакуумирования и заполнения гелием ее внутреннего объема, подвода заглушки к торцу оболочки перед сваркой и непосредственно перемещение заглушки при сварке;
- наличие датчиков контроля динамики процесса сварки позволяет контролировать работу механических узлов, сварочной оснастки и повысить стабильность процесса.
Перечисленная совокупность отличительных признаков позволяет использовать предлагаемую установку в условиях повышенных требований к биологической защите персонала, например, путем встраивания ее полностью или частично в герметичные камеры или боксы.
Сущность изобретения поясняется чертежом.
На чертеже схематично показана установка контактно-стыковой сварки.
Установка состоит из токоподводящих разъемных электродов 1 и 2. Электрод 1, обеспечивающий фиксацию торца облочки и токоподвод к ней, выполнен разрезным и может состоять из двух или трех частей, помещенных в цанговый зажим 3. Зажим 3 конструктивно выполняется с возможностью осевого перемещения или без него и связан с приводом 4.
Электрод 2 представляет собой также цанговый зажим или неразрезную цилиндрическую втулку. В последнем случае, при необходимости, она может снабжаться специальным устройством фиксации заглушки (на схеме не показано). Электрод 2 связан с пневмоприводом 5 ползуном 6, который должен быть электрически изолирован от электрода 1 и на котором установлен датчик контроля динамики перемещения заглушки 7. Электроды 1 и 2 размещены внутри сварочной камеры 8, представляющей собой сборную конструкцию, не раскрывающуюся при работе установки. По торцам камеры 8 установлены уплотнения 9 и 10, работающие от приводов 11 и 12 соответственно. На входе в камеру между дополнительным зажимом 13 и непосредственно камерой установлен ложемент 14 для приема заглушки 15 с устройства подачи свариваемых деталей (не показано), которое может быть выполнено в виде магазина, вибропривода с отсекателем заглушек или роботизированного устройства. Дополнительный зажим 13 расположен на расстоянии от электрода 1, исключающем недопустимое смещение торца оболочки за счет осевого ее сдвига и возникновение ее продольного изгиба на этом участке под действием осевых сил, действующих на оболочку. Конкретное значение этого расстояния определяется по общеизвестным формулам сопротивления материалов в зависимости от материала диаметра оболочки, толщины ее стенки и осевого усилия, действующего на торец оболочки. При этом с целью обеспечения максимальной продольной устойчивости оболочки дополнительный 13 и цанговый 3 зажимы с электродом 1 должны находиться на одной оси. Для загрузки оболочки тепловыделяющего элемента 16 и заглушки 15 в сварочную камеру 8 и выгрузки из нее загерметизированного тепловыделяющего элемента служит устройство подачи и выгрузки 17. Сварочная камера 8 через соответствующие линии 18 и 19 связана со средствами создания давления 20 и разрежения 21 через систему клапанов 22. На линии создания разрежения, непосредственно возле ее входа в сварочную камеру, установлен фильтр 23. Установка имеет источник сварочного тока 24, соединенный шинопроводами 25 и 26 с соответствующими электродами. На одном из шинопроводов 25 установлен датчик контроля тока 27. Пневмопривод 5 оснащен клапаном переменного давления 28. Работой установки управляет система управления, снабженная средствами контроля и анализа параметров режима сварки и динамики перемещения заглушки (не показана). Установка может целиком или частично (например, сварочная камера с токоподводящими устройствами) располагаться в специальном боксе (не показан), обеспечивающем требуемую биологическую защиту работающего на ней персонала.
Установка работает следующим образом. Токоподводящие электроды 1 и 2 находятся в исходном состоянии: электрод 2 пневмоприводом 5 доводится до контакта с электродом 1 или между ними остается зазор, величина которого определяется экспериментально в зависимости от конструкции заглушки и конструкции цангового зажима - электрода 2. Заглушка 15 с подающего устройства (не показана.), представляющего собой магазин, вибробункер или роботизированное устройство, подается в ложемент 14, расположенный перед входным отверстием в сварочную камеру 8, либо непосредственно в сварочную камеру 8 между уплотнением 9 и цанговым зажимом 3 оболочки 16. В последнем случае установка дополнительно оснащается устройством герметизации канала подачи заглушки (не показано). Механизмом 17 оболочка 16 перемещается и подается на позицию сварки, одновременно толкая перед собой заглушку 15. Положение оболочки и заглушки после их фиксации соответственно в электроде 1 с помощью цангового зажима 3 посредством привода 4 и электроде 2 определяется по величине хода механизма подачи 17, по положению противоположного торца оболочки или с помощью датчика 7, связанного с ползуном 6. Между заглушкой и торцом оболочки в камере создается зазор для обеспечения под оболочкой тепловыделяющего элемента атмосферы заданного состава и давления. Эта операция может выполняться отдельным приводом (не показан), размещенным, например, в ползуне 6 или за пневмоприводом 5. Однако наиболее целесообразно использовать для этих целей непосредственно пнемопривод 5 с ползуном 6 с использованием клапана переменного давления 27, который может обеспечивать автоматическую регулировку величины давления воздуха в пневмоприводе 5. Положение торца оболочки и заглушки для этого момента показаны пунктирными линиями. Камера герметизируется уплотнениями 9, 10 посредством приводов 11 и 12. Срабатывает дополнительный зажим 13. Включаются, при необходимости, соответствующие клапаны системы 22, подключающие к ней в технологической последовательности средства создания разрежения 21 и давления 20. Вакуумирование и заполнение камеры и изделия гелием осуществляется по раздельным трубопроводам 19 и 18 соответственно. При этом в случае наличия в потоке откачиваемого из-под оболочки воздуха частиц керамического топлива они задерживаются фильтром 23. Время и скорость откачки и заполнения внутреннего объема тепловыделяющего элемента гелием определяется экспериментально, исходя из обеспечения минимального выноса из-под оболочки мелкодисперсной фракции керамического топлива. При необходимости средства создания разрежения оснащаются дополнительным устройством снижения динамического пневмоудара в момент начала вакуумирования внутреннего объема тепловыделяющего элемента. После этого срабатывает пневмопривод 5, заглушка прижимается к торцу оболочки, при этом контролируется величина хода электрода 2 до упора заглушки в торец оболочки, что является дополнительным контролем фиксации оболочки и заглушки в заданном положении. После выдержки времени, необходимой для стабилизации сварочного усилия в стыке и определения его положения, включается сварочный ток от источника питания 24. Параметры импульса сварочного тока контролируются датчиком 27. При необходимости они сравниваются системой контроля с заданными значениями его величины и скорости изменения с выдачей зарегистрированных и рассчитанных параметров на дисплей и в технологический отчет. При выходе параметров за установленные пределы выдается сигнал оператору с выдачей информации на дисплей. Одновременно датчиками 7 контролируется величина перемещения заглушки и определяются динамические характеристики процесса ее движения, например, скорость, ускорение, а также сварочное усилие, используемые для оценки стабильности работы установки и сварочной оснастки. Фиксация оболочки в цанговом зажиме 3 и дополнительно в зажиме 13, который расположен от электрода 1 на расстоянии, исключающем образование продольного изгиба оболочки под действием на нее осевых усилий, обеспечивает заданное положение торца оболочки в электроде 1. После окончания сварки пневмопривод 5 выключается, все механизмы возвращаются в исходное состояние. Управление установкой, контроль параметров режима и диагностика стабильности процесса осуществляется системой управления (не показана)
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381881C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2245769C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152092C1 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| ЗАГЛУШКА ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2393560C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦА-СВИДЕТЕЛЯ СВАРНОГО СОЕДИНЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2005 |
|
RU2316065C2 |
| АГРЕГАТ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2249863C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 2002 |
|
RU2268812C2 |
Изобретение относится к атомной энергетике, а именно к установкам контактно-стыковой сварки стержневых тепловыделяющих элементов (ТВЭЛов) ядерных реакторов. Установка содержит сварочную камеру, механизмы ее герметизации, устройство подачи свариваемых деталей ТВЭЛа в зону сварки, механизмы захвата, фиксации свариваемых деталей и токоподвода к ним с соответствующими приводами и пневмопривод сварочного давления. Сварочная камера представляет собой сборную конструкцию, не раскрывающуюся при работе установки, и содержит устройство для подачи оболочки и заглушки ТВЭЛа в зону сварки. На расстоянии от электрода оболочки, исключающем недопустимое смещение ее торца за счет осевого сдвига и возникновения ее продольного изгиба на этом участке, расположен дополнительный пневматический зажим. Это позволит повысить производительность процесса сварки с одновременным обеспечением высокой стабильности процесса и надежности установки в условиях повышенных требований к биологической защите. 2 з.п. ф-лы, 1 ил.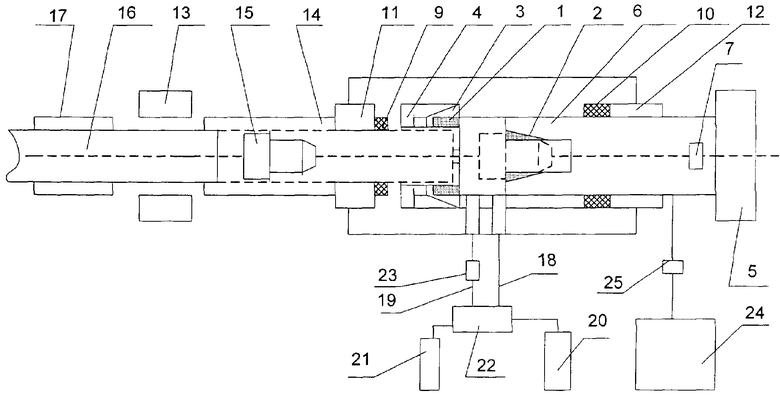
| RU 2070740 C1, 20.12.1996 | |||
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
| Автомат для контактной стыковой сварки трубчатой оболочки твэлов с заглушкой | 1987 |
|
SU1490829A1 |
| Установка для контактной стыковой сварки | 1980 |
|
SU941070A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

