Изобретение относится к атомной энергетике и может быть использовано в производстве стержневых тепловыделяющих элементов атомных станций, герметизация которых осуществляется с применением сварки.
Как правило, тепловыделяющие элементы тепловыделяющих сборок энергетических ядерных реакторов представляют собой трубчатую тонкостенную оболочку, заполненную ядерным топливом, которая герметизируется приваркой по торцам заглушек. Значительная часть тепловыделяющих элементов изготавливается с использованием для приварки первой заглушки электронно-лучевой сварки, а для сварки второй заглушки - контактно-стыковой сварки. Электронно-лучевая сварка выполняется в вакууме, контактно-стыковая, для обеспечения конструкционных требований к тепловыделяющему элементу, - в атмосфере заданного состава и давления, что достигается вакуумированием внутреннего объема тепловыделяющего элемента и заполнением его гелием под давлением со значением порядка 20 кг/см2. Эти операции выполняются в предварительно загерметизированном внутреннем объеме сварочной установки контактно-стыковой сварки, где затем производится и непосредственно приварка второй заглушки, герметизирующей внутренний объем тепловыделяющего элемента.
Электронно-лучевая сварка осуществляется с расплавлением металла свариваемых деталей, при этом часто возникают дефекты объемного характера, которые хорошо выявляются неразрушающими методами контроля. Поэтому для таких сварных соединений дополнительного разрушающего контроля не требуется.
При контактно-стыковой сварке соединение образуется в твердой фазе, дефекты носят преимущественно плоскостной характер с малой величиной раскрытия, которые могут не определяться неразрушающими методами контроля. Поэтому в качестве дополнительного контроля качества таких сварных соединений практикуется применение металлографического контроля сварного соединения, вырезанного из образца-свидетеля.
Известен способ изготовления технологического образца-свидетеля сварного соединения тепловыделяющего элемента, включающий обрезку оболочки с формированием ее торцов - торцовкой в соответствии с требуемой при изготовлении тепловыделяющего элемента геометрией, приварку к одному концу оболочки первой заглушки, загрузку второго конца оболочки в сварочную установку и его фиксацию в сварочной установке с последующим созданием под оболочкой атмосферы заданного давления и получением контролируемого сварного соединения после приварки контактно-стыковой сваркой второй заглушки (см. патент RU 2231833, МПК7 G21С 3/06, G21С 21/02, 27.06.04). К недостаткам известного способа относится то, что порядок изготовления образца-свидетеля может быть применен только для оценки работоспособности сварочного оборудования. Известный способ не может быть использован для подтверждения качества сварных соединений контролируемой партии тепловыделяющих элементов, так как не обеспечивает идентичность условий получения сварных соединений контролируемой партии и изготавливаемого образца: в частности, образец и тепловыделяющие элементы изготавливаются из материалов различных плавок-партий. Также контактно-стыковая сварка образца-свидетеля выполняется с использованием только одного зажима, фиксирующего торец оболочки образца в зоне сварки. В результате осадки диаметра конца образца этим зажимом во время сварки происходит сдвиг оболочки, что ухудшает качество сварного шва. Кроме того, контактно-стыковая сварка выполняется без создания атмосферы заданного состава под оболочкой образца-свидетеля, в результате часть сварного соединения окисляется и не соответствует по внешнему виду сварным соединениям тепловыделяющих элементов, отсутствует привязка образца-свидетеля к конкретной технологической партии тепловыделяющих элементов, так как образец не маркируется, выполнение стыковочных узлов для сборки образца-свидетеля с удлинителем в виде углубления, повторяющего форму верхней части заглушки в виде цанги, не обеспечивают надежного соединения узла, так как фиксация их относительно друг друга определяется только величиной сил трения, возникающих в этом узле. В результате в процессе транспортных операций, например, при подаче образца в сварочную установку и при выгрузке из нее, происходит самопроизвольная расстыковка образца и удлинителя, что приводит в конечном итоге к ухудшению качества сварки.
В связи с тем, что существующие неразрушающие способы контроля позволяют однозначно оценить качество сварного соединения, выполненного сваркой плавлением и, в частности, электронно-лучевой сваркой, для таких сварных соединений специальные образцы-свидетели не изготавливаются. В этом случае герметизация первого торца оболочки образца-свидетеля носит сугубо технологический характер и приводит к дополнительным затратам.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому решению является способ изготовления тепловыделяющего элемента, заключающийся в обрезке оболочки с формированием - торцовкой заданной геометрии ее торцов, приварке к одному торцу оболочки первой заглушки, заполнении оболочки топливом с последующими установкой фиксирующих его устройств, созданием в ее свободном объеме атмосферы требуемого состава и давления, герметизацией со стороны другого торца контактно-стыковой сваркой в сварочной установке с использованием цангового зажима-электрода (см. патент RU №2127457, G21С 21/02) - прототип.
Данный способ в целом обеспечивает необходимые требования по соответствию условий выполнения образца-свидетеля с условиями изготовления тепловыделяющего элемента, однако недостатками известного способа являются повышенный расход конструкционных материалов, равный объему этих материалов, используемых в тепловыделяющем элементе, трудоемкость его выполнения, а также повышенная радиационная опасность из-за использования в его изготовлении ядерного топлива. Кроме этого, не проводится маркировка, что не позволяет достоверно идентифицировать образец-свидетель с изготавливаемой технологической партией.
Технической задачей изобретения является получение контролируемого сварного соединения, идентичного по качеству сварному соединению годного тепловыделяющего элемента, уменьшение расхода конструкционных материалов и исключение радиационной опасности процесса при изготовлении образца-свидетеля.
Поставленная задача достигается тем, что в способе изготовления образца-свидетеля сварного соединения тепловыделяющего элемента ядерного реактора, включающем обрезку оболочки с формированием ее торцов в соответствии с требуемой при изготовлении тепловыделяющего элемента геометрией, герметизацию одного торца оболочки образца-свидетеля, загрузку оболочки образца-свидетеля другим торцем в сварочную установку с фиксацией в ней цанговым зажимом-электродом с последующим созданием под оболочкой образца-свидетеля атмосферы требуемого давления и получением контролируемого сварного соединения приваркой контактно-стыковой сваркой к оболочке образца-свидетеля второй заглушки, согласно изобретению одну из оболочек изготавливаемой технологической партии тепловыделяющих элементов, сформированных из одной плавки-партии металла, обрезают в размер не менее величины расстояния между зажимами сварочной установки, фиксирующими торец оболочки образца-свидетеля от осевого смещения при сварке, оболочку образца-свидетеля дополнительно торцуют со стороны контролируемого соединения, предварительно соединив оболочку разъемным соединением с удлинителем, на концах которого выполнены разжимные устройства с получением общей длины, равной длине оболочки тепловыделяющего элемента, осуществляют маркировку образца-свидетеля, перед загрузкой оболочки образца-свидетеля торцем в сварочную установку проводят контроль состояния и геометрии этого торца на соответствие установленным требованиям, после чего выполняют сварку и контроль сварного соединения.
Оставшийся отрезок оболочки с приваренной первой заглушкой вновь подвергают обрезке со стороны проконтролированного сварного соединения на величину длины участка оболочки, деформированного в цанговом зажиме-электроде сварочной установки, и используют для изготовления следующего образца-свидетеля для новой технологической партии той же самой плавки-партии материала.
Поставленная задача достигается также тем, что в способе изготовления образца-свидетеля сварного соединения тепловыделяющего элемента ядерного реактора, включающем обрезку оболочки с формированием ее торцов в соответствии с требуемой при изготовлении тепловыделяющего элемента геометрией, герметизацию одного торца оболочки образца-свидетеля, загрузку оболочки образца-свидетеля другим торцем в сварочную установку с фиксацией в ней цанговым зажимом-электродом с последующим созданием под оболочкой образца-свидетеля атмосферы требуемого давления и получением контролируемого сварного соединения приваркой контактно-стыковой сваркой к оболочке образца-свидетеля второй заглушки, согласно изобретению осуществляют разрезку оболочки изготавливаемой технологической партии тепловыделяющих элементов на отрезки разной длины, один из которых является трубчатым удлинителем, а другие, количество которых, по крайней мере, не меньше количества изготавливаемых в технологической партии тепловыделяющих элементов, сформированных из одной плавки-партии металла, являются оболочками образцов-свидетелей, каждую полученную оболочку образца-свидетеля маркируют, после чего дополнительно торцуют со стороны контролируемого соединения, предварительно соединив их разъемным соединением с удлинителем, на концах которого выполнены разжимные устройства, с получением общей длины, равной длине тепловыделяющего элемента, после чего оболочку образца-свидетеля торцом соединяют с трубчатым удлинителем посредством переходника сплошного сечения, являющимся одновременно технологической заглушкой и имеющим на концах разжимные устройства, затем помещают в сварочную установку, по крайней мере, один торец переходника, соединенный с торцем оболочки образца-свидетеля, при этом фиксацию оболочки образца-свидетеля во время сварки осуществляют сжатием оболочки в зоне сварки цанговым зажимом-электродом и дополнительно сжатием удлинителя зажимом, расположенным перед цанговым зажимом-электродом, а сварку выполняют после проведения контроля состояния и геометрии торца заготовки образца-свидетеля на соответствие установленным требованиям перед загрузкой образца-свидетеля в сварочную установку.
Указанная совокупность признаков является новой, не известной из уровня техники, и решает поставленную задачу, так как:
- выполнение маркировки образца-свидетеля в начале процесса его изготовления обеспечивает необходимую достоверность последующего контроля сварного соединения;
- ограничение длины оболочки образца-свидетеля не менее длины расстояния между зажимами сварочной установки при приварке второй заглушки контактно-стыковой сваркой или использование трубчатого удлинителя, выполненного из того же материала, что и контролируемая партия тепловыделяющих элементов, позволяют достичь одинаковых условий при сварке тепловыделяющих элементов и образца-свидетеля, чем достигается идентичность их качества и обеспечивается уменьшение расхода материала оболочки;
- использование несколько раз одной и той же оболочки после обрезки контролируемого сварного соединения для выполнения следующих контролируемых соединений для одной и той же плавки-партии материала, или разрезка одной оболочки на отрезки разной длины с последующей их торцовкой с помощью удлинителя уменьшает расход конструкционных материалов за счет уменьшения количества используемых заглушек. Этому также способствует размещение образца-свидетеля с помощью переходника полностью в объеме, в котором создается атмосфера заданного состава и давления. В результате отпадает необходимость приварки заглушки к первому торцу;
- проведение контроля подготовленного торца образца-свидетеля и торцов оболочек тепловыделяющих элементов перед загрузкой их в установку для приварки второй заглушки позволяет обеспечить соответствие геометрии и состояния этих торцов требованиям нормативной документации и друг другу;
- выполнение сварки второй заглушки после создания под оболочкой образца атмосферы требуемого состава обеспечивает идентичность выполнения условий сварки тепловыделяющих элементов и образца-свидетеля и одинаковое качество сварных соединений;
- выполнение удлинителя и переходника с разжимными устройствами по торцам исключает самопроизвольную расстыковку узла при транспортных операциях и обеспечивает получение контролируемого сварного соединения, идентичного сварным соединениям тепловыделяющих элементов;
- выполнение торцовки образца-свидетеля в сборе с удлинителем позволяет получить геометрию этого торца, аналогичную геометрии торцов оболочек тепловыделяющих элементов, так как она проводится на том же оборудовании и при тех же самых режимах обработки;
- отсутствие в конструкции образца радиационно-опасных материалов исключает опасность радиационного загрязнения оборудования и повышает экологичность процесса.
Сущность изобретения поясняется чертежами.
На фиг.1 показана заготовка образца-свидетеля (вариант 1).
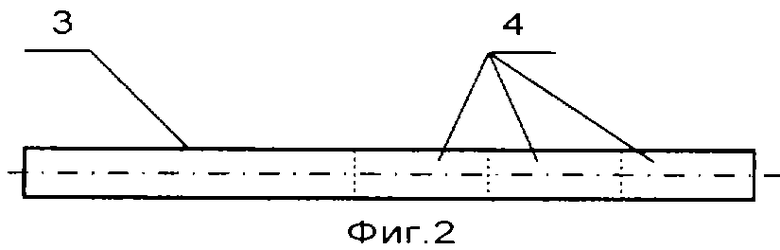
На фиг.2 - заготовка образца-свидетеля и трубчатого удлинителя из оболочки тепловыделяющего элемента (вариант 2).
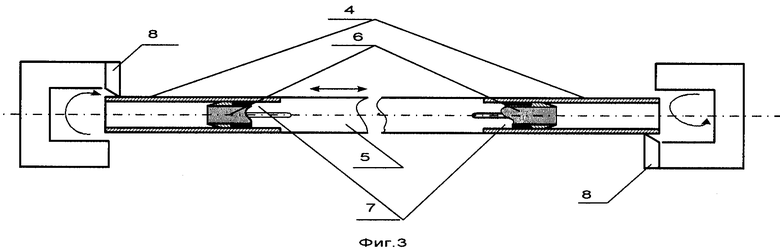
На фиг.3 - удлинитель в сборе с заготовками образцов-свидетелей.
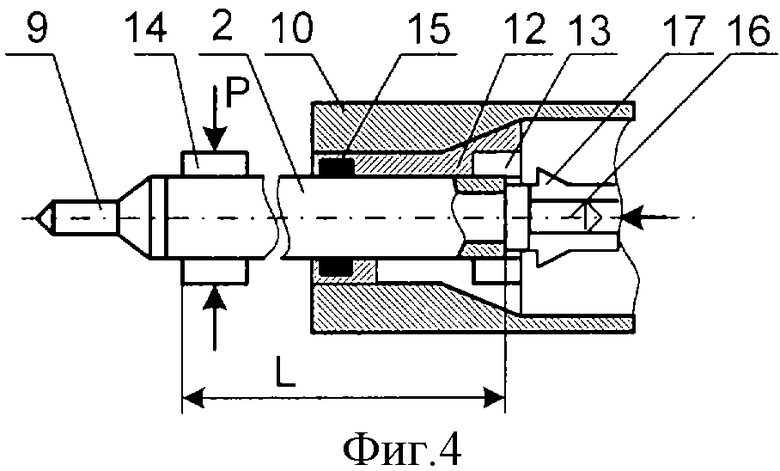
На фиг.4 - фиксация и сварка образца-свидетеля в сварочной установке (вариант 1).
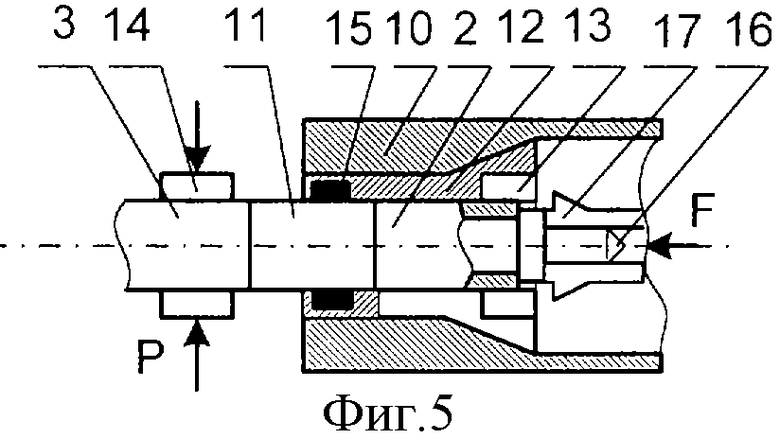
На фиг.5 - фиксация и сварка образца-свидетеля в сварочной установке (вариант 2).
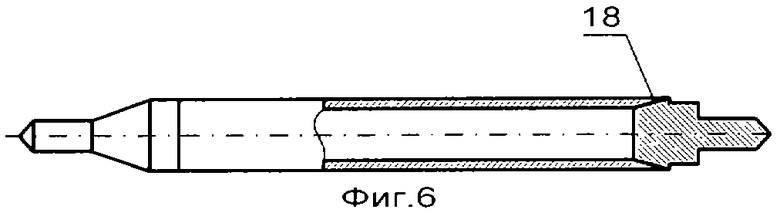
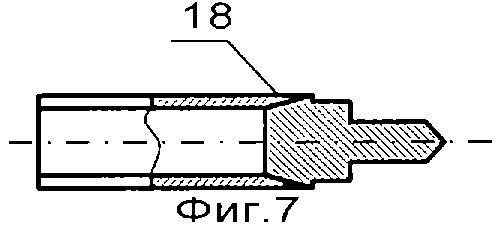
Фиг.6 и 7 - получаемые по предлагаемым вариантам способа образцы-свидетели сварных соединений тепловыделяющих элементов, выполненные контактно-стыковой сваркой.
Способ реализуется следующим образом.
Детали для сварки тепловыделяющих элементов запускаются в производство партиями, состоящими из материала одной плавки-партии. Из каждой плавки-партии формируются технологические партии, имеющие одинаковое, но ограниченное, например, сменной выработкой сварочного оборудования, число оболочек. Таким образом, из плавки-партии может быть образовано несколько технологических партий, которые проходят операции по созданию под оболочкой тепловыделяющего элемента требуемой атмосферы и герметизацию при одних и тех же условиях. После выполнения обрезки оболочек технологической партии в размер с получением требуемой геометрии торцов от нее отбирается, по крайней мере, одна оболочка 1, которая используется в качестве оболочки образца-свидетеля сразу, или разрезается на отрезки 2 длиной, равной или превышающей величину расстояния L (фиг.1) между зажимами сварочной установки (фиг.4), обеспечивающими фиксацию образца-свидетеля при сварке в заданном положении, или на отрезки разной длины, один из которых является трубчатым удлинителем 3, а другие, количество которых, по крайней мере, не меньше количества технологических партий тепловыделяющих элементов, сформированных из одной плавки-партии металла, являются оболочками образцов-свидетелей 4 (фиг.2).
Полученные отрезки оболочек для оболочек образцов-свидетелей торцуются со стороны будущего контролируемого сварного соединения для получения требуемой геометрии торца, участвующего в образовании сварного соединения. Для этого выполняется сборка оболочек образцов-свидетелей с удлинителем 5 (фиг.3). Соединение удлинителя 5 и оболочек образцов-свидетелей 4 осуществляется по их внутреннему диаметру путем принудительного разжатия упругим элементом 6 разжимных устройств 7, расположенных по концам удлинителя 5.
Собранные с удлинителем 5 оболочки образцов-свидетелей имеют общую длину, равную длине оболочки тепловыделяющего элемента, что позволят выполнять их торцовку по технологии и на оборудовании, на котором осуществляется торцовка оболочек контролируемой партии тепловыделяющих элементов. При этом могут быть использованы варианты как с вращением обрабатываемых оболочек 4, так с вращением обрабатывающих головок 8. Направления возможных перемещений показано на фиг.3 стрелками. Подготовленные таким образом заготовки образцов-свидетелей с удлинителями маркируются со стороны торца, противоположному тому, где будет выполняться контролируемое соединение. Маркировка образцов-свидетелей, изготавливаемых по варианту 1, осуществляется на заглушках 9 (фиг.4), привариваемых к оболочке электронно-лучевой сваркой. Эта заглушка является по существу технологической заглушкой, которая в дальнейшем лишь обеспечивает сварку контролируемого сварного соединения при заданных параметрах атмосферы и не используется для оценки качества сварных швов изготавливаемых тепловыделяющих элементов. Поэтому приварка к оболочке образца первой заглушки может осуществлять и другими способами сварки, например контактной.
Подготовленные таким образом образец-свидетель совместно с технологической партией тепловыделяющих элементов, подлежащей окончательной герметизации, транспортируются к установке контактно-стыковой сварки 10 (фиг.3, 4). Здесь осуществляется контроль торцов образца-свидетеля и тепловыделяющих элементов, подготовленных к сварке, на отсутствие видимых загрязнений и соответствие геометрии торцов установленным требованиям. После этого оболочка образца-свидетеля в зависимости от используемого варианта частично (фиг.4) или полностью (фиг.5) загружается в сварочную установку 10. Для варианта 2 оболочка образца-свидетеля предварительно собирается с трубчатым удлинителем 3. Сборка выполняется при помощи переходника 11 (фиг.5), диаметр которого равен диаметру оболочки тепловыделяющего элемента и имеющего на концах разжимные устройства, фиксирующие оболочку образца-свидетеля или трубчатый удлинитель при транспортных операциях от взаимного смещения. Эти разжимные устройства аналогичны разжимным устройствам 7 удлинителя 3 (фиг.3), используемого при торцовке оболочек образца-свидетеля. Наличие плотного соединения между оболочкой образца-свидетеля, переходником и трубчатым удлинителем позволят производить загрузку, фиксацию и выгрузку образца-свидетеля при работе на сварочной установке в автоматическом режиме работы сварочной установки, так же, как эти операции производятся с тепловыделяющими элементами. При этом фиксация образца-свидетеля 2 или 4 при сварке достигается как зажатием его завариваемого торца в цанговом зажиме 12, в котором установлен электрод 13 сварочной установки 10, так и зажатием дополнительным зажимом 14 усилием Р по телу оболочки образца-свидетеля или трубчатого удлинителя (фиг.3, фиг.4). Осуществляется герметизация внутреннего объема сварочной установки ее устройствами 15, в котором за счет откачки воздуха с последующим его заполнением инертным газом создается атмосфера такая же, как и при сварке тепловыделяющего элемента. Предварительно в сварочную установку также загружается заглушка 16, удерживаемая вторым электродом 17. Сварка контролируемого соединения осуществляется в одно время со сваркой технологической партии тепловыделяющих элементов при одних и тех же режимах с использованием одной и той же оснастки. После сварки полученное сварное соединение 18 (фиг.6, фиг.7) используется для металлографического контроля с целью определения соответствия характеристик сварного шва установленным требованиям. По результатам этого контроля делается заключение о соответствии качества сварных швов всей технологической партии тепловыделяющих элементов установленным требованиям.
Примером конкретного выполнения предлагаемого способа может служить производство тепловыделяющих элементов типа ВВЭР. Оболочки тепловыделяющих элементов из сплава циркония изготавливаются партиями. Объем партий определяется величиной плавки и составляет порядка 1000 оболочек. Перед запуском в производство выполняется торцовка этих оболочек до требуемой длины с одновременным обеспечением необходимой геометрии торцов под сварку. После чего вся плавка-партия разбивается на технологические партии, определяемые разовым количеством загружаемых оболочек в сварочное оборудование или количеством сменной выработки с единицы сварочного оборудования, в данном случае - установки контактно-стыковой сварки. В каждой такой технологической партии одна оболочка предназначена для изготовления образца-свидетеля. Предварительно эта оболочка 1 разрезается на отрезки 2 или 3, 4 (фиг.1, 2) по числу технологических партий для конкретной партии-плавки оболочек тепловыделяющих элементов. По мере использования технологических партий оболочки образцов-свидетелей 4 состыковываются с удлинителем 5, закрепляются на нем при помощи разжимных цанговых устройств 7 от упругих элементов 6, представляющих собой резиновый жгут (фиг.3), после чего выполняется торцовка оболочек образцов-свидетелей, имеющих возможность перемещения только в осевом направлении (показано стрелкой) для подачи торцуемых концов во вращающиеся обрабатывающие головки 8. Отторцованные образцы-свидетели маркируются либо путем приварки электронно-лучевой сваркой заглушки 9, на которой наносится номер технологической партии и номер образца (для оболочек, длина которых превышает расстояние между зажимами сварочной машины, фиксирующими ее от осевого смещения при сварке), либо маркировка наносится непосредственно на оболочку образца-свидетеля или трубчатого удлинителя со стороны, противоположной выполняемому сварному соединению. После чего образцы-свидетели одновременно со свариваемой технологической партией транспортируются к установке контактно-стыковой сварки. Загрузка образцов-свидетелей в сварочную установку выполняется в течение сварки контролируемой технологической партии после контроля состояния и геометрии завариваемого торца. Оболочка образцов-свидетелей без приваренной первой заглушки предварительно собирается при помощи переходника 11, имеющего на концах разжимные устройства, с трубчатым удлинителем, аналогичные показанным на фиг.3. Фиксирование оболочки образца-свидетеля 2 или 4 от осевого смещения при контактно-стыковой сварке выполняется за счет зажатия конца образца-свидетеля в цанговом зажиме - электроде 12, 13 и дополнительно по телу образца-свидетеля или по телу трубчатого удлинителя 3 (фиг.4) зажимом 14 (фиг.3). В сварочную установку до ее герметизации устройством 15 подается заглушка 16, устанавливаемая во второй электрод 17. Все операции по загрузке-выгрузке образца-свидетеля в сварочную установку, а также создание условий по составу и давлению атмосферы во время сварки выполняются автоматически в соответствии с циклом сварки тепловыделяющих элементов, на тех же режимах сварки и с таким же объемом контролируемых параметров. После сварки выгруженный из сварочной установки образец-свидетель принимается со всей технологической партией тепловыделяющих элементов в части контроля сварного соединения 18 с проведением его металлографического контроля. По результатам этого контроля дается заключение о соответствии сварных соединений технологической партии тепловыделяющих элементов, выполненных контактно-стыковой сваркой, установленным требованиям. Если в качестве оболочки образца-свидетеля использовалась оболочка длиной больше величины расстояния между зажимами сварочной установки тепловыделяющих элементов, то после отрезки сварного соединения она вновь торцуется со стороны удаленного сварного шва, при этом удаляется весь участок оболочки К (фиг.4), который находился в цанговом зажиме сварочной установки. В дальнейшем эта оболочка вновь используется для изготовления следующего образца-свидетеля, изготавливаемого с новой технологической партией тепловыделяющих элементов, входящей в состав обрабатываемой партии-плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНОГО РЕАКТОРА | 2008 |
|
RU2381881C2 |
| УСТАНОВКА КОНТАКТНО-СТЫКОВОЙ СВАРКИ | 2003 |
|
RU2275282C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2246771C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2194313C2 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК В ЗОНУ ОБРАБОТКИ | 2005 |
|
RU2300152C2 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2005 |
|
RU2293636C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА-СВИДЕТЕЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2231833C2 |
| УСТАНОВКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБЧАТЫХ ЭЛЕМЕНТОВ | 1998 |
|
RU2152091C1 |
Изобретение относится к атомной энергетике и может быть использовано в производстве стержневых тепловыделяющих элементов атомных станций, герметизация которых осуществляется с применением сварки. Заявленное изобретение характеризуется тем, что одну из оболочек изготавливаемой технологической партии тепловыделяющих элементов, сформированных из одной плавки-партии металла, обрезают в размер не менее величины расстояния между зажимами сварочной установки, фиксирующими торец оболочки образца-свидетеля от осевого смещения при сварке. Оболочку образца-свидетеля дополнительно торцуют со стороны контролируемого соединения, предварительно соединив оболочку разъемным соединением с удлинителем, на концах которого выполнены разжимные устройства с получением общей длины, равной длине оболочки тепловыделяющего элемента, затем осуществляют маркировку образца-свидетеля. Перед загрузкой оболочки образца-свидетеля торцом в сварочную установку проводят контроль состояния и геометрии этого торца на соответствие установленным требованиям, после чего выполняют сварку и контроль сварного соединения. Оставшийся отрезок оболочки с приваренной первой заглушкой вновь подвергают обрезке со стороны проконтролированного сварного соединения на величину длины участка оболочки, деформированного в цанговом зажиме-электроде сварочной установки, и используют для изготовления следующего образца-свидетеля для новой технологической партии той же самой плавки-партии материала; осуществляют разрезку оболочки изготавливаемой технологической партии тепловыделяющих элементов на отрезки разной длины, один из которых является трубчатым удлинителем, а другие, количество которых, по крайней мере, не меньше количества изготавливаемых в технологической партии тепловыделяющих элементов, сформированных из одной плавки-партии металла, являются оболочками образцов-свидетелей. Каждую полученную оболочку образца-свидетеля маркируют, после чего дополнительно торцуют со стороны контролируемого соединения, предварительно соединив их разъемным соединением с удлинителем, на концах которого выполнены разжимные устройства с получением общей длины, равной длине тепловыделяющего элемента. Затем оболочку образца-свидетеля торцом соединяют с трубчатым удлинителем посредством переходника сплошного сечения, являющимся одновременно технологической заглушкой и имеющим на концах разжимные устройства, после чего помещают в сварочную установку, по крайней мере, один торец переходника, соединенный с торцом оболочки образца-свидетеля. При этом фиксацию оболочки образца-свидетеля во время сварки осуществляют сжатием оболочки в зоне сварки цанговым зажимом-электродом и дополнительно сжатием удлинителя зажимом, расположенным перед цанговым зажимом-электродом. Сварку выполняют после проведения контроля состояния и геометрии торца заготовки образца-свидетеля на соответствие установленным требованиям перед загрузкой образца-свидетеля в сварочную установку. Техническим результатом заявленного изобретения является повышение радиационной безопасности, уменьшение расхода материалов и повышение качества сварных соединений. 2 н. и 2 з.п. ф-лы, 7 ил.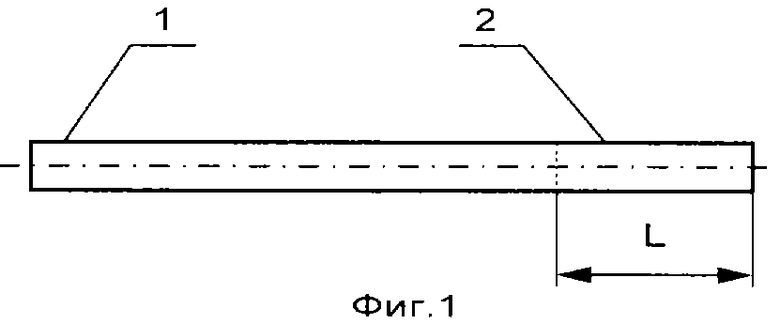
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕХНОЛОГИЧЕСКОГО ОБРАЗЦА-СВИДЕТЕЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2231833C2 |
| US 6665363, 16.12.2003 | |||
| Устройство для фиксации ригеля в раме | 1976 |
|
SU1093259A3 |

