Изобретение относится к шинной промышленности и может быть использовано при изготовлении пневматических шин намоткой.
Известен способ изготовления покрышек пневматических шин, при котором образуют каркас путем намотки обрезиненной нити на дорн, устанавливают бортовые кольца, наматывают брекер и накладывают протектор (см. ЕР 0890453 А1, кл. В 60 С 9/02, опублик. 13.01.1999).
Известный способ не обеспечивает требуемой жесткости борта, что может привести к опасной езде на автомобиле.
Известен и другой способ изготовления пневматических шин, при котором образуют на вращающемся дорне каркас, образуют навивкой обрезиненной нити бортовые кольца и осуществляют наложение других деталей шины (см. RU 2017626 С1, кл. В 29 D 30/08, опублик. 15.08.1994).
В известном способе образование навивкой каркаса и бортовых колец является недостаточным для получения конструкции шины достаточной жесткости и упругости для восприятия нагрузок, возникающих при движении автомобиля по дорогам с различным дорожным покрытием.
Техническим результатом заявленного способа является создание пневматической шины безопасной конструкции, позволяющей осуществлять движение по различным дорогам.
Технический результат достигается за счет того, что в способе изготовления пневматических шин образуют на вращающемся дорне каркас, образуют навивкой обрезиненной нити бортовые кольца и осуществляют наложение других деталей шины, согласно изобретению вначале на дорн наматывают методом спиральной навивки по меньшей мере один слой резиновых деталей шины резиновой лентой шириной В=5÷50 мм, расположенных под каркасом, затем образуют каркас путем помещения на вращающийся дорн непрерывной плоской пряди нитей текстильного корда шириной L=1,5÷20 мм или отрезков плоской пряди с укладкой их под углом α к меридиану 0÷5° с усилием натяжения 0,1÷20 Н/нить с одновременной прикаткой при температуре, соответствующей области максимума в зависимости удельной адгезии от температуры, причем шаг раскладки плоской пряди нитей в зоне борта при однозаходной раскладке выбран не более L и при двухзаходной раскладке не более 2L, при этом в крайних точках профиля каркаса поочередно то у одного, то у другого борта шины изменяют направление раскладки на обратное, а в зоне кромок подвергают перегибу с образованием петель, потом осуществляют навивку бортовых колец обрезиненной нитью металлокорда с толщиной резиновой прослойки между витками (0,05÷0,3)D, где D - диаметр металлокорда.
Технический результат достигается за счет того, что шаг раскладки отрезков плоской пряди в зоне экватора выбран не более ширины пряди L.
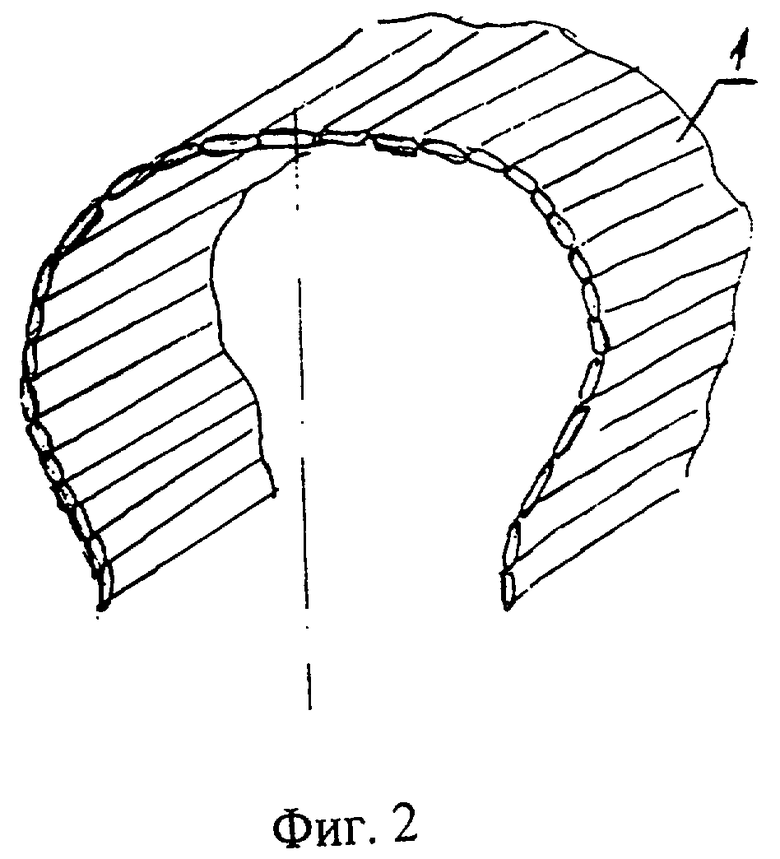
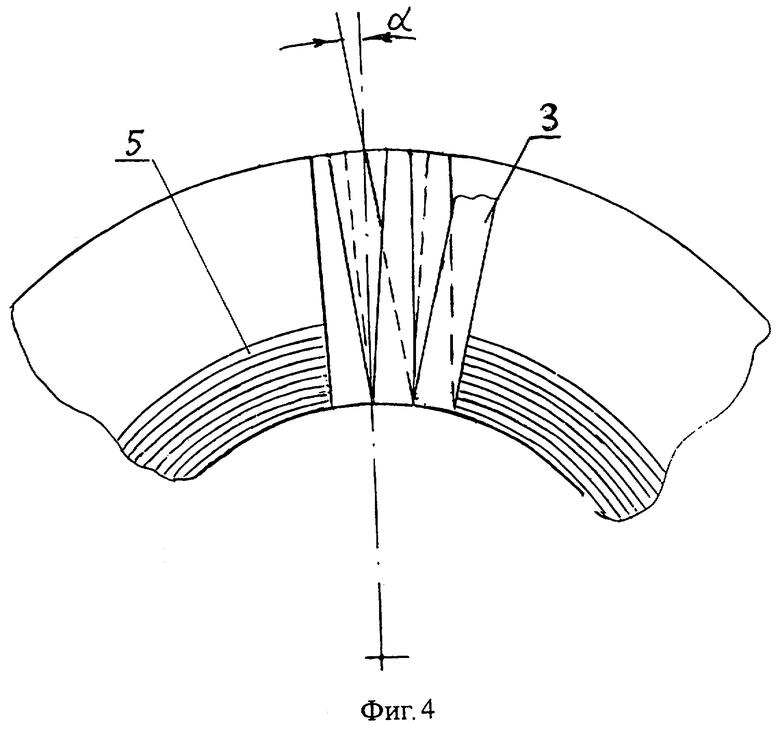
На фиг.1 изображен общий вид шины в разрезе, на фиг.2 схематично изображено наложение слоя резиновых деталей, на фиг.3 схематично изображено наложение прядей нитей в зоне борта, на фиг.4 схематично изображено наложение прядей нитей в зоне борта.
Способ осуществляется следующим образом.
Вначале на дорн (условно не показан) наматывают методом спиральной навивки по меньшей мере один слой резиновых деталей 1 шины резиновой лентой шириной В=5÷50 мм, расположенных под каркасом 2. Затем образуют каркас 2 путем помещения на вращающийся дорн непрерывной плоской пряди 3 нитей текстильного корда шириной L=1,5÷20 мм или отрезков плоской пряди с укладкой их под углом α к меридиану 0÷5° с усилием натяжения 0,1÷20 Н/нить с одновременной прикаткой при температуре, соответствующей области максимума в зависимости "удельной адгезии от температуры".
Шаг раскладки плоской пряди 3 нитей в зоне борта 4 при однозаходной раскладке выбран не более L и при двухзаходной раскладке не более 2L.
В крайних точках профиля каркаса поочередно то у одного, то у другого борта шины изменяют направление раскладки на обратное. В зоне кромок подвергают перегибу с образованием петель.
Потом осуществляют навивку бортовых колец 5, 6 обрезиненной нитью 7 металлокорда с толщиной резиновой прослойки между витками (0,05÷0,3)D, где D - диаметр металлокорда. Шаг раскладки отрезков плоской пряди 3 в зоне экватора выбран не более ширины пряди L.
После того как сформирован каркас и образованы бортовые кольца, осуществляют наложение других деталей шины, например брекера 8 и протектора 9.
Способ обеспечивает получение пневматической шины с хорошими ходовыми качествами и позволяет использовать шину при любых дорожных покрытиях с хорошей проходимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275304C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275303C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОТЕКТОРА ПНЕВМАТИЧЕСКИХ ШИН | 2019 |
|
RU2718555C1 |
| СПОСОБ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2839445C1 |
| БЕЗОПАСНАЯ ШИНА КАРКАСНОГО ТИПА | 2009 |
|
RU2397878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| Способ сборки резино-кордных оболочек | 1977 |
|
SU740519A1 |
| Легковая и легкогрузовая шина и способ изготовления ее каркаса | 2019 |
|
RU2712475C1 |
| Пневматическая радиальная высокоскоростная шина (варианты исполнения каркаса) | 2024 |
|
RU2834911C1 |

Изобретение относится к шинной промышленности и может быть использовано при изготовления пневматических шин намоткой. В способе изготовления пневматических шин образуют на вращающемся дорне каркас, образуют навивкой обрезиненной нити бортовые кольца и осуществляют наложение других деталей шины. Вначале на дорн наматывают методом спиральной навивки по меньшей мере один слой резиновых деталей шины резиновой лентой шириной В=5÷50 мм, расположенных под каркасом. Затем образуют каркас путем помещения на вращающийся дорн непрерывной плоской пряди нитей текстильного корда шириной L=1,5÷20 мм или отрезков плоской пряди с укладкой их под углом α к меридиану 0÷5° с усилием натяжения 0,1÷20 Н/нить с одновременной прикаткой при температуре, соответствующей области максимума в зависимости удельной адгезии от температуры. Шаг раскладки плоской пряди нитей в зоне борта при однозаходной раскладке выбран не более L и при двухзаходной раскладке выбран не более 2L. В крайних точках профиля каркаса поочередно то у одного, то у другого борта шины изменяют направление раскладки на обратное и в зоне кромок подвергают перегибу с образованием петель, потом осуществляют навивку бортовых колец обрезиненной нитью металлокорда с толщиной резиновой прослойки между витками (0,05÷0,3)D, где D - диаметр металлокорда. Способ обеспечивает создание шины безопасной конструкции, позволяющей осуществлять движение по различным дорогам. 1 з.п. ф-лы, 4 ил.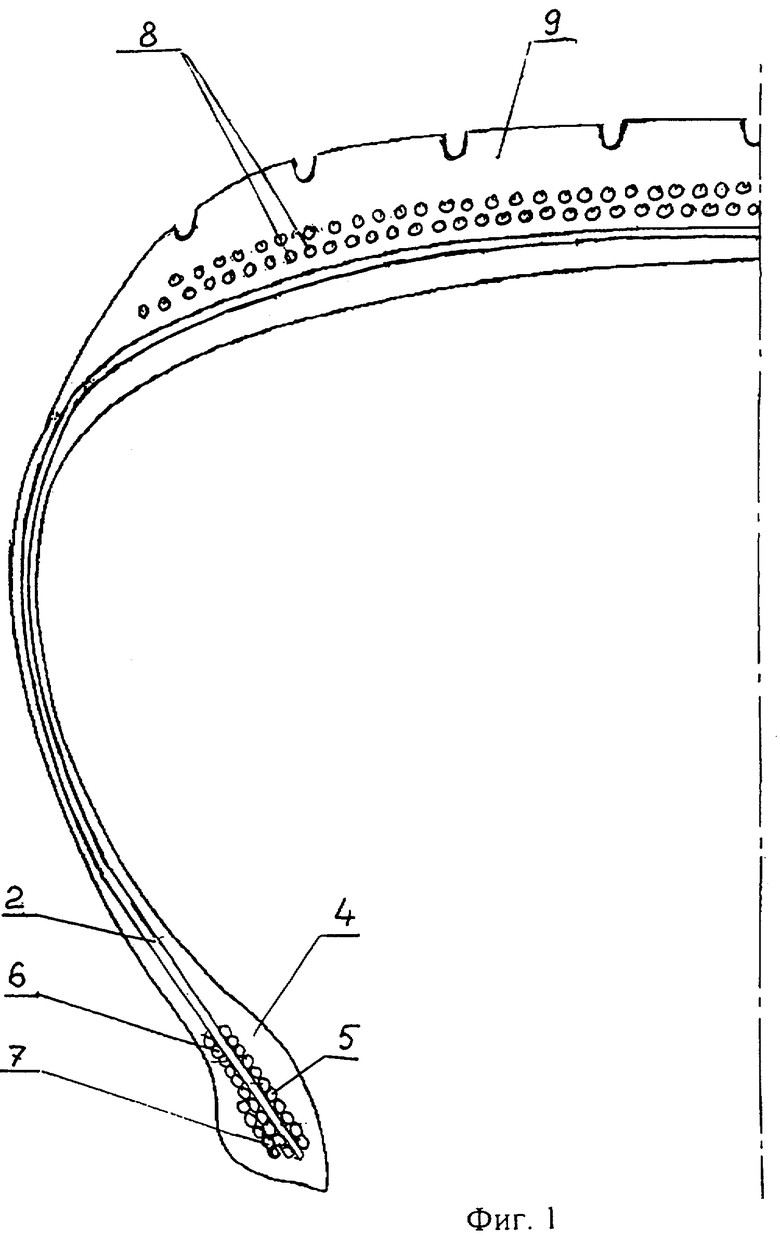
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |
| Устройство для подгонки тонкопленочных конденсаторов | 1971 |
|
SU890453A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| Способ изготовления покрышек пневматических шин | 1979 |
|
SU906353A3 |

