Изобретение относится к шинной промышленности, в частности к способам изготовления покрышек пневматических шин из отдельно изготовленных частей, входящих в состав покрышки.
Известен способ изготовления покрышек пневматических шин, при котором отдельно изготавливают методом намотки армирующей нити на бортовые кольца каркас с выполненными на нем ограничительными выступами, изготавливают брекер навивкой одиночной нити на жесткую оправку или путем наложения слоев на жесткую оправку с образованием браслета, помещают оправку с заготовкой брекера в форму и формуют протектор, образуя брекерно-протекторный браслет, затем осуществляют соединение каркаса с брекерно-протекторным браслетом в форме путем установки каркаса с коаксиальным зазором относительно брекерно-протекторного браслета и заливки композиции в коаксиальный зазор с образованием соединительного слоя (AT 383541B, кл. B 29 D 30/08, 1987).
Этот способ является наиболее близким техническим решением к заявленному способу по первому варианту его исполнения.
Однако в этом известном способе при соединении брекерно-протекторного браслета с каркасом возможно их смещение друг относительно друга из-за недостаточной адгезии, которая возникает на границе соединения каркаса с браслетом.
Техническим результатом способа по первому варианту является возможность обеспечения прочной связи элементов покрышки между собой без смещения друг относительно друга.
Для достижения технического результата в способе изготовления покрышек пневматических шин по первому варианту брекерно-протекторный браслет формуют из резин на основе высокомолекулярных каучуков с сохранением необрезиненных зон одиночной нити брекера в местах последующего его соединения с каркасом, ограничительные выступы на каркасе выполняют в зоне контакта протектора и боковин шины для предотвращения затекания материала соединительного слоя в зону боковин в виде эластичных элементов из полиуретановых эластомеров, а перед соединением каркаса с брекерно-протекторным браслетом зону соединения каркаса обрабатывают острым паром с температурой по меньшей мере 160o в течение 5-20 мин.
Для второго варианта способа изготовления покрышек пневматических шин наиболее близким техническим решением к заявленному является способ, при котором заранее изготавливают методом намотки армирующей нити на бортовые кольца каркас с выполненными на нем ограничительными выступами, изготавливают брекер навивкой одиночной нити, формуют протектор и осуществляют соединение каркаса с брекером и протектором в форме путем заливки композиции и образования соединительного слоя (АТ 385541B, кл. B 29 D 30/08, 1987).
Однако при осуществлении этого известного способа возможно смещение армирующей нити при формовании методом раздува эластичной диафрагмы каркаса, что может привести к нарушению шага укладки армирующей нити и неравномерности их натяжения, а также смещение каркасно-брекерного браслета относительно протектора.
Техническим результатом способа по второму варианту является обеспечение качественной намотки каркаса, высокой прочности связи между деталями шины и обеспечение монолитной покрышки при одновременном уменьшении стадийности процесса.
Для достижения технического результата в способе изготовления покрышек пневматических шин по второму варианту каркас изготавливают методом намотки армирующей нити на жесткий дорн с расположенной на нем подложкой на полимерной или тканевой основе, навивают на каркас нити брекера с образованием каркасно-брекерного браслета и устанавливают его в форму с предварительно установленным в нее протектором, а соединение каркасно-брекерного браслета с протектором осуществляют путем заливки олигомерной композиции в форму, заполняют межкордные пространства каркаса и брекера и образуют боковины шины, при этом ограничительные выступы на каркасе выполняют в зоне бортовых колец из частично структурированного эластичного материала с твердостью по Шору А 80-95.
Для третьего варианта способа изготовления покрышек пневматических шин наиболее близким техническим решением к заявленному является способ, при котором заранее изготавливают методом намотки армирующей нити на бортовые кольца каркас с выполненными на нем ограничительными выступами, изготавливают брекер навивкой одиночной нити, формуют протектор и осуществляют соединение каркаса с брекером и с протектором в форме путем заливки композиции в зазор между каркасом и брекером с образованием соединительного слоя (AT 383541B, кл. B 29 D 30/08, 1987).
Однако в этом известном способе протектор и каркас формуют в отдельных формах, а соединение каркаса с брекером и с протектором осуществляют в другой форме, что увеличивает металлоемкость используемого оборудования, увеличивает время производственного цикла, снижает производительность способа.
Техническим результатом способа по третьему варианту является возможность сокращения металлоемкости используемого оборудования, а именно использование одной формы, а также повышение производительности способа.
Для достижения технического результата в способе изготовления покрышек пневматических шин по третьему варианту брекер навивают на жесткой оправке из кордной нити, помещают его вместе с оправкой в форму, устанавливают в форме формирующий наружную поверхность брекера элемент, заливают олигомерную композицию с сохранением необрезиненных зон одиночной нити брекера в местах его последующего соединения с каркасом и протектором, затем удаляют жесткую оправку, а каркас изготавливают намоткой кордной нити на дорн, бортовые кольца фиксируют в ограничительных выступах и устанавливают в эту же форму дорн, осуществляют заливку олигомерной композиции, удаляют из формы формирующий наружную поверхность брекера элемент и формуют протектор в этой же форме, причем ограничительные выступы выполняют из частично структурированного эластомера с твердостью по Шору А 80-95.
Для четвертого варианта способа изготовления покрышек пневматических шин наиболее близким техническим к заявленному является способ, при котором заранее изготавливают методом намотки армирующей нити на бортовые кольца каркас с выполненными на нем ограничительными выступами, изготавливают брекер навивкой одиночной нити или в виде браслета, формуют протектор и осуществляют соединение каркаса с брекером и с протектором в форме путем заливки композиции в зазор между каркасом и брекером с образованием соединительного слоя (AT 383541B, кл. B 29 D 30/08, 1987).
Однако в известном способе при изготовлении покрышек возможно смещение брекера и протектора относительно каркаса.
Техническим результатом способа по четвертому варианту является устранение смещения деталей покрышки и изготовление монолитной покрышки с заданным расположением армирующих нитей по профилю шины.
Для достижения технического результата в способе изготовления покрышек пневматических шин по четвертому варианту протектор формуют заранее и устанавливают в форму, затем в форму устанавливают заранее изготовленный намоткой на жестком дорне каркас и брекер с коаксиальными зазорами между каркасом, брекером и протектором, потом в зазоры заливают материал для образования соединительного слоя, при этом для обеспечения заданного расположения брекера относительно каркаса и протектора на поверхности каркаса в краевых областях подпротекторной зоны выполняют равномерно распределение по окружности ограничительные выступы, а для обеспечения прочности связи между сопрягаемыми поверхностями их обрабатывают острым паром с температурой по меньшей мере 160oC в течение 5-20 мин.
Технический результат в способах по первому, третьему, и четвертому вариантам изготовления покрышек пневматических шин может быть достигнут за счет того, что заливку композиции для образования соединительного слоя осуществляют методом свободного литья или под вакуумом с остаточным давлением 130-14000 Па.
На приведенных чертежах фиг. 1-13 условно изображены последовательные стадии изготовления способа по всем четырем вариантам.
Способ изготовления покрышек пневматических шин по первому варианту осуществляют следующим образом.
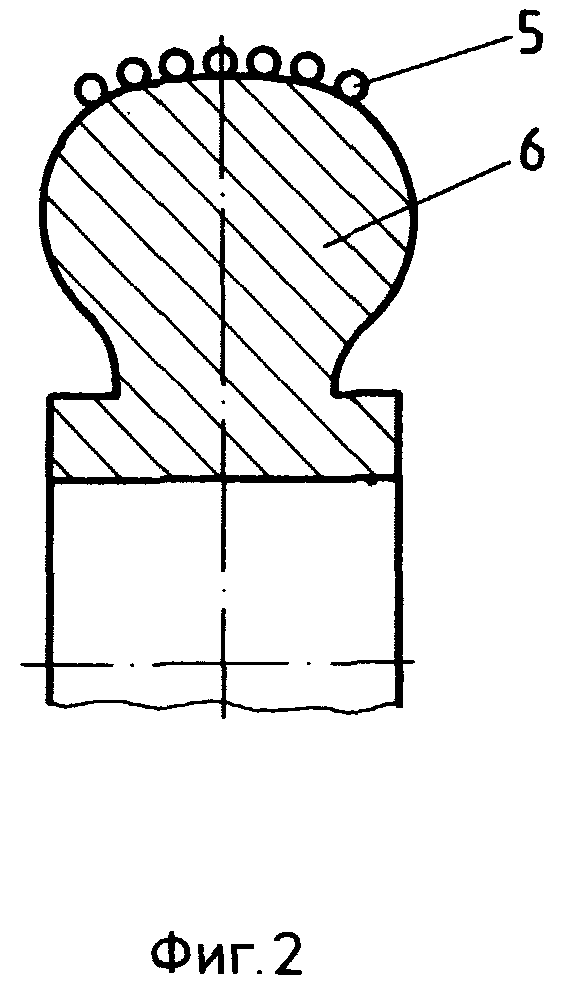
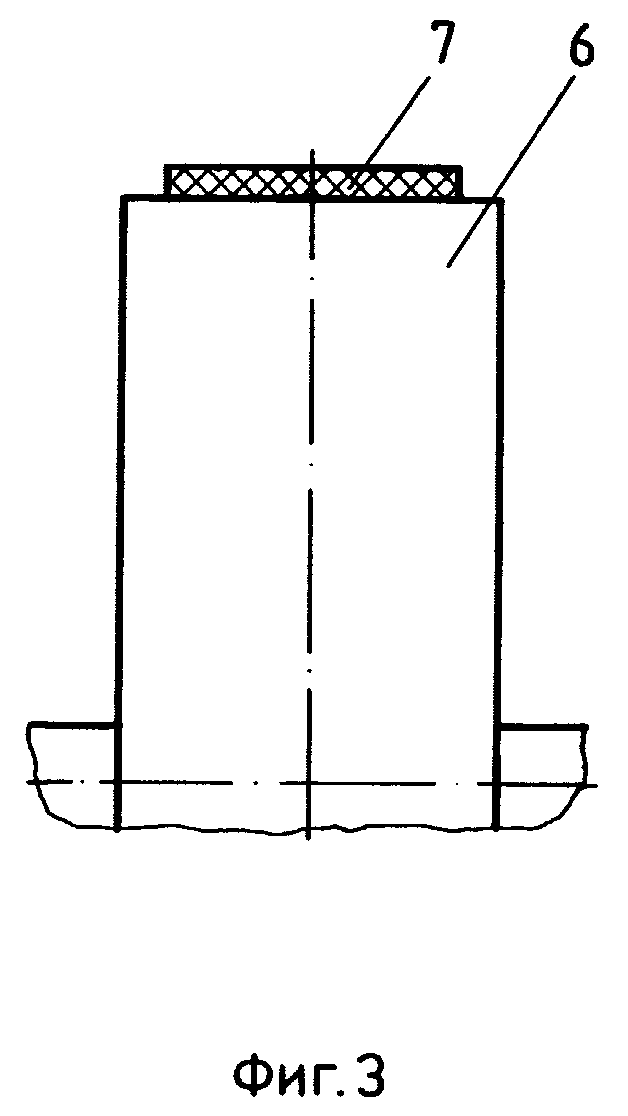
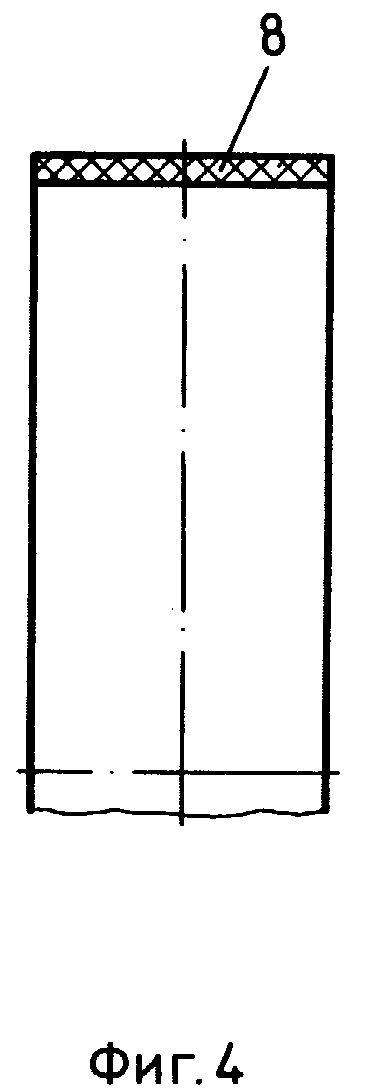
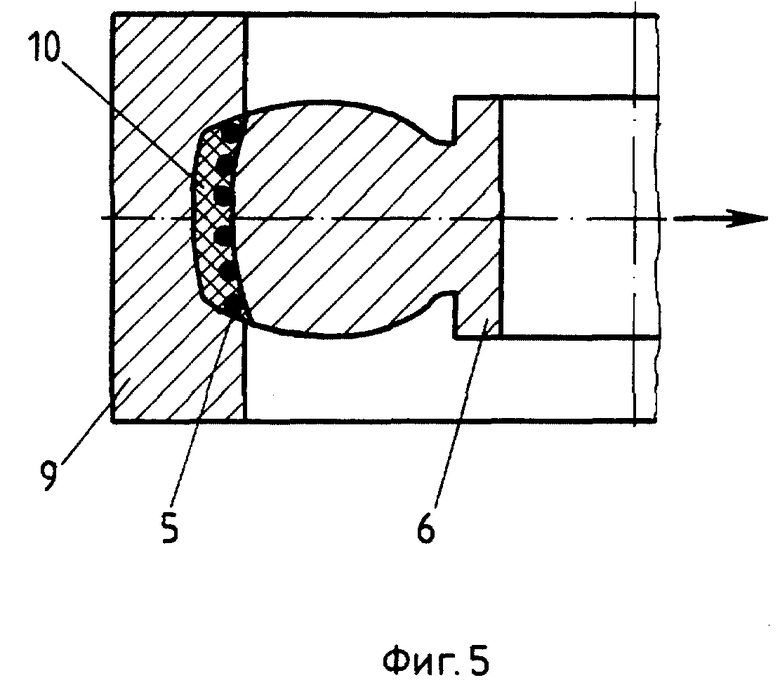
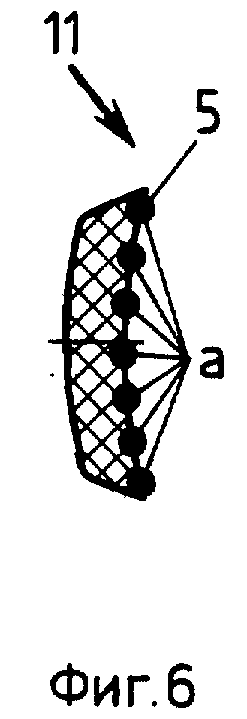
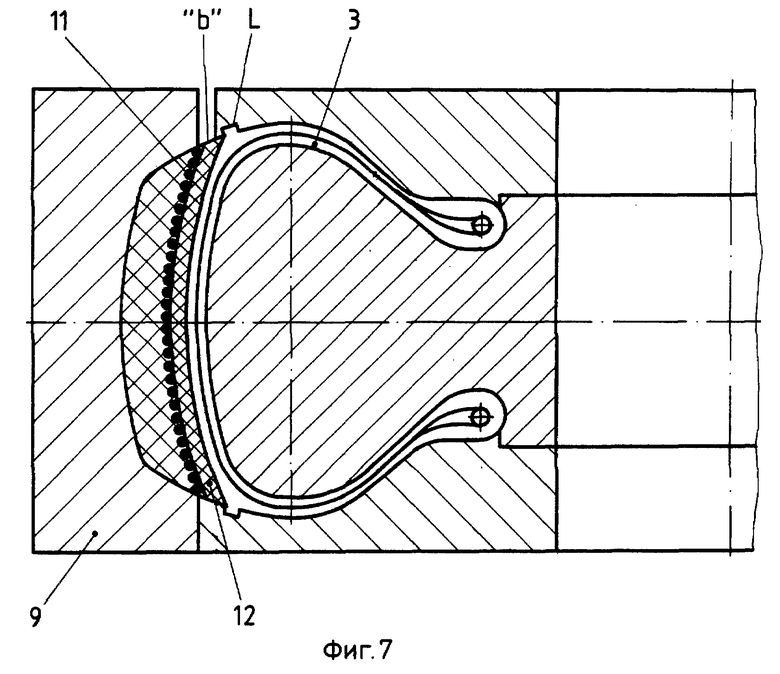
Отдельно изготавливают методом намотки армирующей нити 1 на бортовые кольца 2 каркас 3 с выполненными на нем ограничительными выступами 4 (фиг. 1). Изготавливают брекер 5 навивкой одиночной нити на жесткую оправку (фиг. 2) или путем наложения слоев 7 на жесткую оправку 6 с образованием браслета 8 (фиг. 3, 4). Помещают оправку 6 с заготовкой брекера 5 в форму 9, формуют протектор 10 (фиг. 5), образуют брекерно-протекторный браслет 11. Брекерно-протекторный браслет формуют из резин на основе высокомолекулярных каучуков с сохранением необрезиненных зон "а" одиночной нити брекера 5 в местах последующего его соединения с каркасом 3 (фиг. 6). Ограничительные выступы 4 на каркасе 3 выполняют в зоне контакта протектора и боковины шины для предотвращения затекания материала соединительного слоя 12 (фиг. 7) в зону боковин в виде эластичных элементов из полиуретановых эластомеров. Зону соединения 3 с брекерно-протекторным браслетом 11 обрабатывают острым паром с температурой по меньшей мере 160o в течение 5-20 мин. Обработка острым паром предусматривается для полиуретанового каркаса 3, что повышает его адгезию. После обработки каркаса 3 оправку 6 извлекают из формы 9, а каркас 3 устанавливают в форму 9 и осуществляют соединение каркаса 3 с брекерно-протекторным браслетом 11 в форме 9 путем установки каркаса 3 с коаксиальным зазором "b" относительно брекерно-протекторного браслета 11 и заливки композиции в коаксиальный зазор "b" с образованием соединительного слоя 12 (фиг. 7).
Таким образом обеспечивается прочная связь элементов покрышки: каркаса 3 с брекерно-протекторным браслетом 11, покрышка получается монолитной. Раздельное выполнение элементов покрышки позволяет повысить производительность способа, унифицировать его.
Способ изготовления покрышек пневматических шин по второму варианту осуществляется следующим образом.
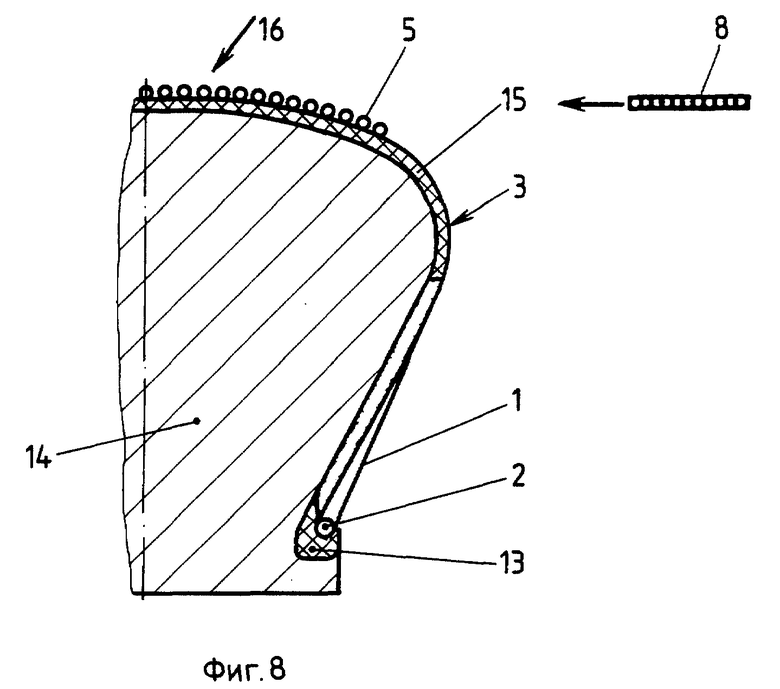
Заранее изготавливают методом намотки армирующей нити 1 на бортовые кольца 2 каркас 3 с выполненными на нем ограничительными выступами 13 (фиг. 8).
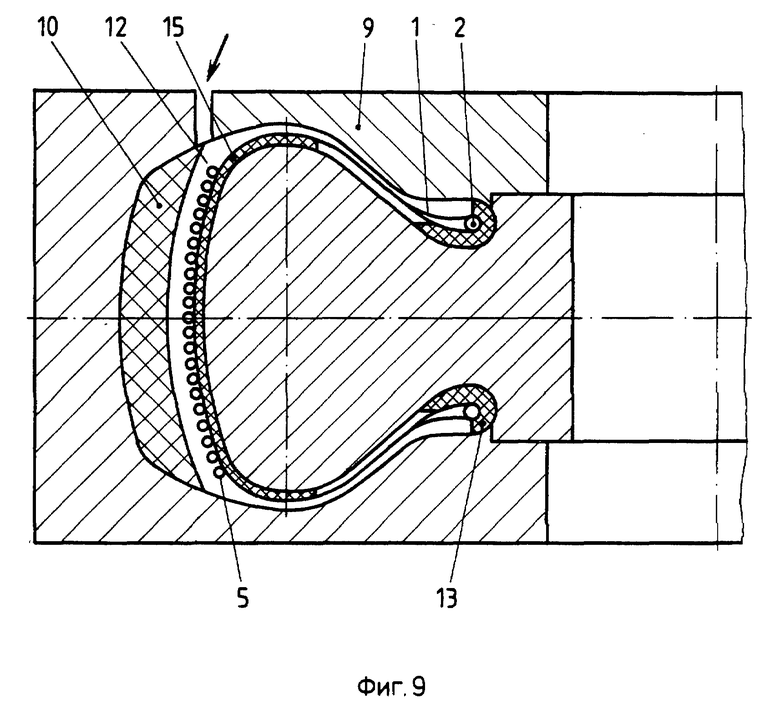
Каркас 3 изготавливают методом намотки армирующей нити 1 на жесткий дорн 14 с расположенной на нем подложкой 15 на полимерной или тканевой основе (фиг. 8). Изготавливают брекер 5 навивкой одиночной нити, причем одиночную нить брекера 5 навивают на каркас 3 с образованием каркасно-брекерного браслета 16 или путем наложения брекерного браслета 8. В форме 9 формуют протектор 10. Затем осуществляют соединение каркаса 3 с брекером 5 и с протектором 10 в форме 9, в которую с предварительно изготовленным и установленным в ней протектором 10 устанавливают каркасно-брекерный браслет 16 (фиг. 9). Заливают олигомерную композицию в форму, заполняют межниточные пространства каркаса и брекера, образуют боковины шины и соединительный слой 12 между протектором 10 и каркасно-брекерной заготовкой браслета 16. Ограничительные выступы 13 на каркасе 3 выполняют в зоне бортовых колец 2 из частично структурированного эластичного материала с твердостью по Шору А 80-95.
Использование подложки 15 обеспечивает заданное расположение нитей каркаса по толщине профиля покрышки. При заливке каркаса и брекера армирующие нити не смещаются и покрышка изготавливается монолитной структуры, при этом подложка 15 остается в составе покрышки.
Способ изготовления покрышек пневматических шин по третьему варианту осуществляется следующим образом.
Заранее изготавливают методом намотки армирующей нити 1 на бортовые кольца 2 каркас 3 с выполненными на нем ограничительными выступами 13 (фиг. 8). Ограничительные выступы 13 на каркасе 3 выполняют в зоне бортовых колец 2 в виде частично структурированных эластичных элементов с твердостью по Шору А 80-95.
Изготавливают брекер 5 навивкой одиночной нити, формуют протектор 10 и осуществляют соединение каркаса 3 с брекером 5 и с протектором 10 в форме 9 путем заливки композиции в зазор между каркасом 3 и брекером 5 с образованием соединительного слоя 12, а также в зазор между брекером 5 и протектором 10.
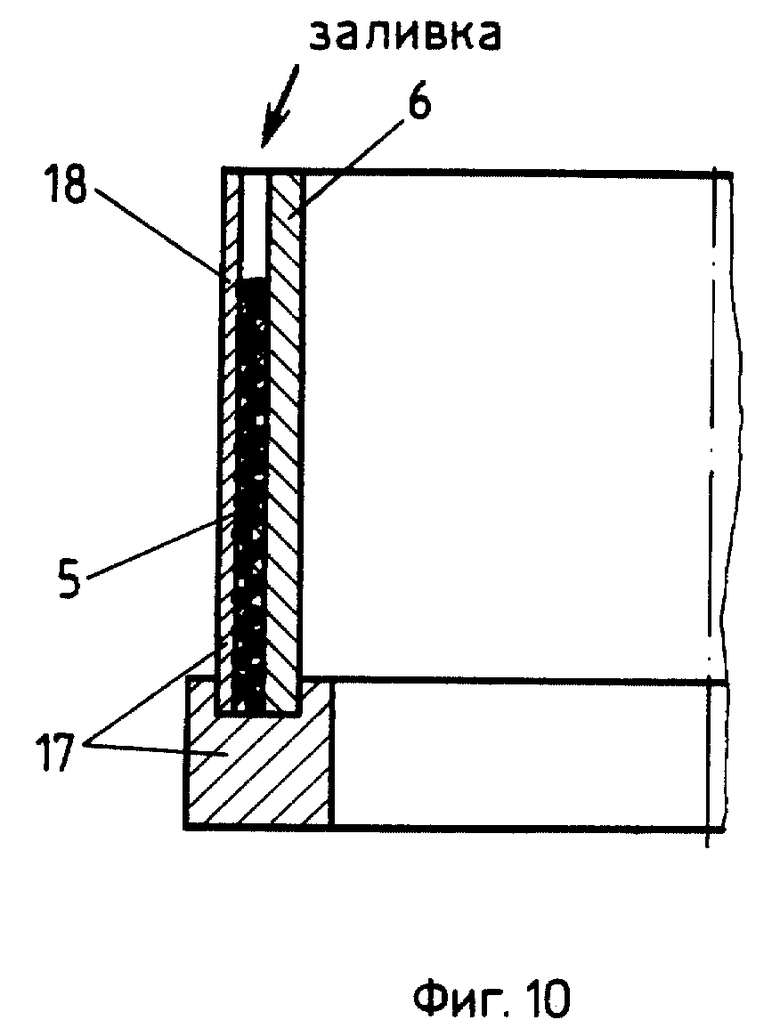
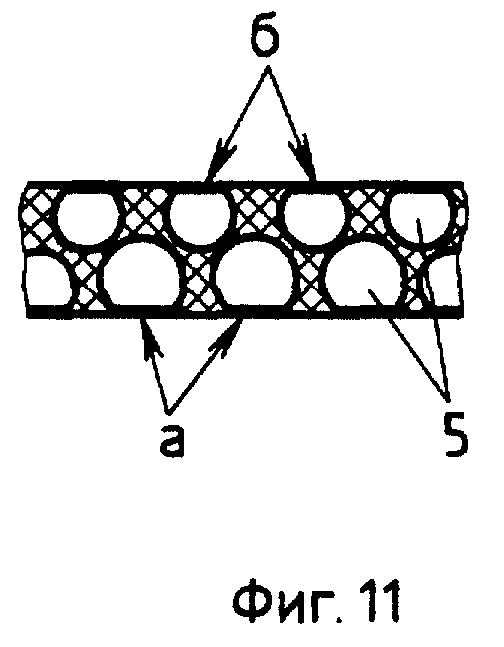
При этом брекер 5 навивают на жесткой оправке 6 из кордной нити (фиг. 10), помещают его вместе с оправкой 6 в форму 17, устанавливают в форму 17 формирующий наружную поверхность брекера 5 элемент 18, заливают олигомерную композицию (фиг. 10) с сохранением необрезиненных зон "а" и "б" одиночной нити брекера 5 в местах последующего его соединения с каркасом 3 и протектором 10 (фиг. 11), затем удаляют жесткую оправку 6.
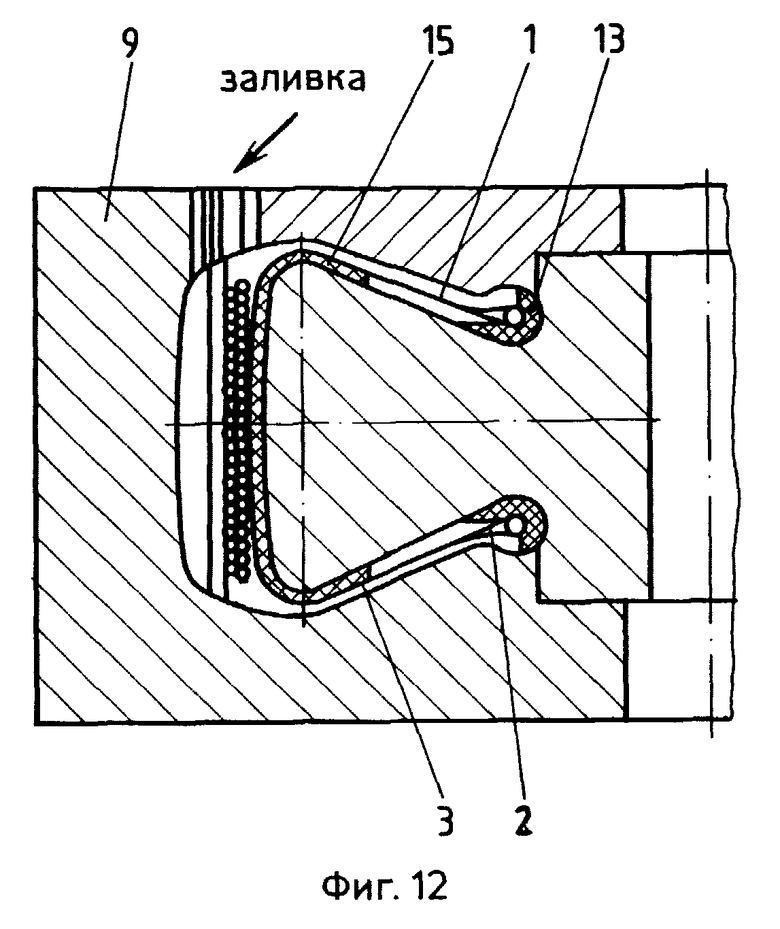
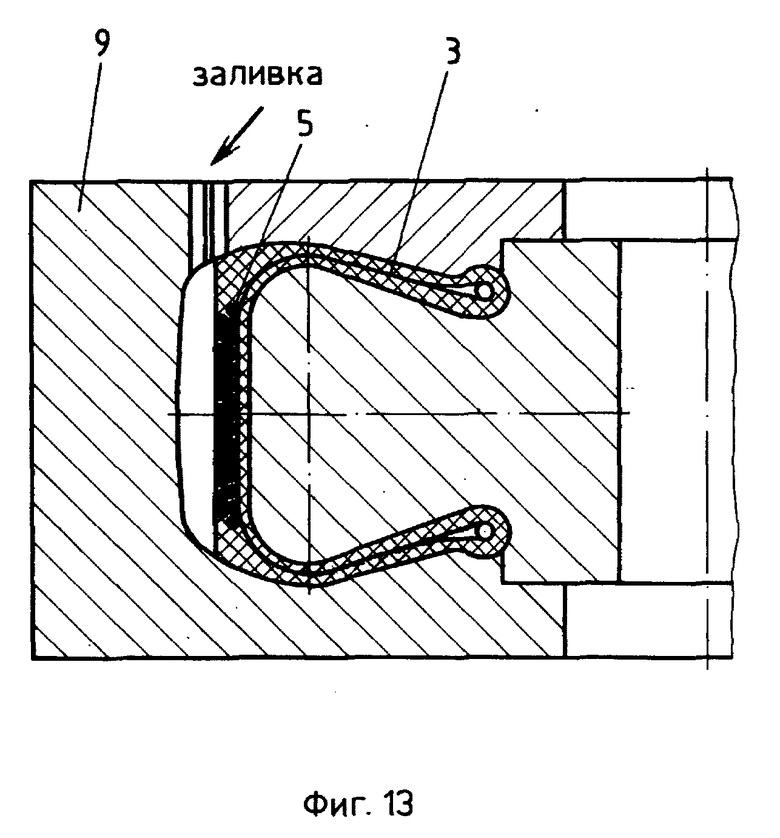
Каркас 3 изготавливают намоткой кордной нити на дорне, бортовые кольца 2 фиксируют в ограничительных выступах 13 и устанавливают в форму 9 дорн (фиг. 12), осуществляют заливку олигомерной композиции, удаляют из формы 9 формирующий наружную поверхность брекера элемент 18 и формуют протектор 10 в этой же форме 9 (фиг. 13).
Поскольку в брекере 5 остались необрезиненные зоны "а" и "б", то при заливке композиции в форму 9 происходит прочное без каких-либо воздушных включений соединение деталей брекера 5 и каркаса 3 и соответственно брекера 5 с протектором 10.
Покрышка имеет монолитную прочную структуру, без каких-либо смещений деталей покрышки друг относительно друга.
Способ изготовления покрышек пневматических шин по четвертому варианту осуществляется следующим образом.
Заранее изготавливают методом намотки армирующей нити 1 на бортовые кольца 2 каркас 3 с выполненными на нем ограничительными выступами 13.
Изготавливают брекер 5 навивной одиночной нити (фиг. 2) или в виде браслета 8 (фиг. 4). Отдельно заранее формуют протектор 10 и осуществляют соединение каркаса 3 с брекером 5 и с протектором 10 в форме 9 путем заливки композиции в зазор между каркасом 3 и брекером 5 с образованием соединительного слоя 12.
Протектор 10, отформованный заранее, устанавливают в форму 9, затем в эту же форму 9 устанавливают заранее изготовленный намоткой на жестком дорне каркас 3 и брекер 5 с коаксиальными зазорами между каркасом 3, брекером 5 и протектором 10. Потом в зазоры заливают материал для образования соединительного слоя 12 (фиг. 7), при этом для обеспечения заданного расположения брекера 5 относительно каркаса 3 и протектора 10 на поверхности каркаса 3 в краевых областях подпротекторной зоны выполняют равномерно распределенные по окружности ограничительные выступы 4, а для обеспечения прочности связи между ними сопрягаемые поверхности обрабатывают острым паром с температурой по меньшей мере 160oC в течение 5-20 мин. Обработка острым паром предусматривается в случаях изготовления каркаса 3 из полиуретана для увеличения адгезии сопрягаемых поверхностей.
При осуществлении способов по первому, третьему и четвертому вариантам изготовления покрышек заливку композиции для образования соединительного слоя осуществляют методом свободного литья или под вакуумом с остаточным давлением 130-14000 Па.
Данный способ позволяет получить покрышку из заранее изготовленных в различное время и разными способами деталей, входящих в ее состав, способ позволяет комбинировать различные варианты изготовления каркаса, брекера, протектора между собой, что повышает производительность способа и его маневренность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1989 |
|
SU1631882A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2123427C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
SU1824793A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1536677A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| Способ сборки покрышек пневматических шин типа "р" | 1974 |
|
SU486914A1 |
В способе изготовления покрышек пневматических шин отдельно изготавливают методом намотки армирующей нити на бортовые кольца каркас с выполненными на нем ограничительными выступами, изготавливают брекер навивкой одиночной нити на жесткую оправку или путем наложения слоев на жесткую оправку с образованием браслета, помещают оправку с заготовкой брекера в форму и формуют протектор, образуя брекерно-протекторный браслет, затем осуществляют соединение каркаса с брекерно-протекторным браслетом в форме путем установки каркаса с коаксиальным зазором относительно брекерно-протекторного браслета и заливки композиции в коаксиальный зазор с образованием соединительного слоя. Брекерно-протекторный браслет формуют из резин на основе высокомолекулярных каучуков с сохранением необрезиненных зон одиночной нити брекера в местах последующего его соединения с каркасом. Ограничительные выступы на каркасе выполняют в зоне контакта протектора и боковин шины для предотвращения затекания материала соединительного слоя в зону боковин в виде эластичных элементов из полиуретановых эластомеров. Перед соединением каркаса с брекерно-протекторным браслетом зону соединения каркаса обрабатывают острым паром с температурой по меньшей мере 160o в течение 5-20 мин. В другом варианте способа каркас изготавливают методом намотки армирующей нити на жесткий дорн с расположенной на нем подложкой на полимерной или тканевой основе, навивают на каркас нити брокера с образованием каркасно-брекерного браслета и устанавливают его в форму с предварительно установленным в нее протектором. Соединение каркасно-брекерного браслета с протектором осуществляют путем заливки олигомерной композиции в форму. Заполняют межкордные пространства каркаса и брекера и образуют боковины шины. Ограничительные выступы на каркасе выполняют в зоне бортовых колец из частично структурированного эластичного материала с твердостью по Шору А 80-95. Способ предусматривает еще два варианта его осуществления. Заливку композиции для образования соединительного слоя осуществляют методом свободного литья или под вакуумом с остаточным давлением 130-14000 Па. Способ позволяет получить покрышку из заранее изготовленных в различное время и разными способами деталей, входящих в ее состав, способ позволяет комбинировать различные варианты изготовления каркаса, брекера, протектора между собой, что повышает производительность способа и его маневренность. 4 c. и 2 з.п.ф-лы, 13 ил.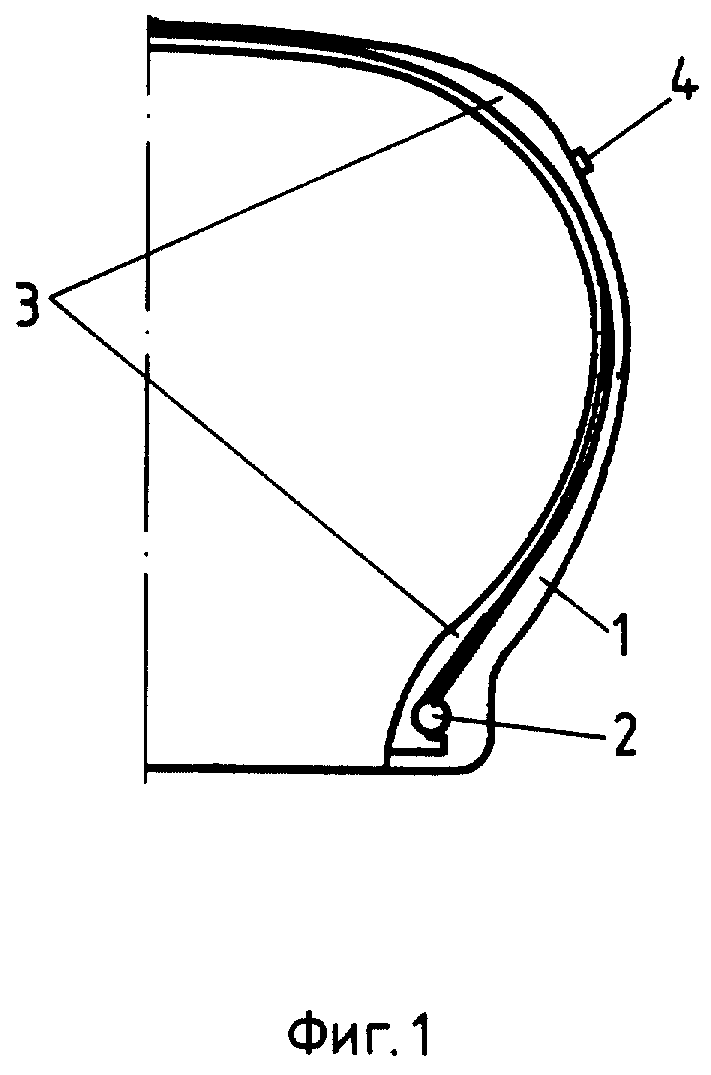
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ГЛУБОКОГО СВЕРЛЕНИЯ | 0 |
|
SU383541A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 0 |
|
SU356160A1 |
| Способ изготовления покрышек пневматических шин | 1979 |
|
SU906353A3 |
| МИНЕРАЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ ПРИМЕНЕНИЯ ГЛАВНЫМ ОБРАЗОМ В НАПОЛНИТЕЛЯХ БУМАГИ И ПОКРЫТИЯХ, НАНОСИМЫХ НА БУМАГУ ИЛИ ПЛАСТИК | 2011 |
|
RU2599296C2 |
