Изобретение относится к шинной промышленности и может быть использовано при изготовлении каркасов для покрышек пневматических шин.
Известен способ изготовления покрышек пневматических шин, при котором осуществляют образование тороидальной оболочки каркаса методом геодезической намотки обрезиненной нити корда на дорн, последующей установки бортов, боковин, наложения брекера и протектора (см. ЕР 0890453 А1, по кл. В 60 С 9/02, опублик.13.01.1999).
Известный способ предусматривает установку бортовых колец традиционной конструкции для покрышек пневматических шин и не может быть применен в случае выполнения бортовых колец в виде утолщений из прядей нитей корда, образуемых при намотке каркаса.
Известен и другой способ изготовления каркасов покрышек пневматических шин, являющийся наиболее близким аналогом к предложенному способу, и при котором осуществляют образование тороидальной оболочки каркаса методом геодезической намотки обрезиненной ленты корда на дорн, одновременно образуют в процессе навивки из обрезиненных нитей корда борта и осуществляют уплотнение борта навивкой дополнительных обрезиненных нитей корда (см. RU 2017626 С1, по кл. В 29 D 30/08, опублик.15.08.1994).
В известном способе образование борта навивкой обрезиненными нитями и навивка дополнительных нитей в зоне борта являются недостаточными для получения конструкции борта достаточной жесткости и упругости для восприятия нагрузок, которые возникают при движении автомобиля по дорогам с различным дорожным покрытием.
Техническим результатом заявленного способа является создание покрышки пневматической шины с прочным бортом, позволяющим осуществлять безопасное движение по дорогам.
Технический результат достигается за счет того, что в способе изготовления каркасов покрышек пневматических шин, при котором осуществляют образование тороидальной оболочки каркаса методом геодезической намотки обрезиненной ленты корда на дорн, одновременно образуют в процессе навивки из обрезинениых лент корда борта и осуществляют уплотнение борта навивкой дополнительных обрезиненных нитей корда, согласно изобретению уплотнение борта осуществляют путем укладки в окружном направлении под нити каркаса и над нитями каркаса дополнительных слоев из обрезиненных нитей корда на участке от пятки борта до начала боковины с образованием сформированных утолщений из прядей нитей корда в зоне борта, выполняющих роль бортовых колец, причем шаг намотки обрезиненного корда в зоне экваториальной плоскости тороидальной оболочки каркаса выбран не менее ширины обрезиненной ленты корда, но не более величины, при которой просвет между лентами в зоне экватора превышает расстояние между нитями корда в ленте.
Технический результат достигается также за счет того, что начало и конец лент, образующих каркас, располагают в зоне борта или в зоне экваториальной плоскости, а также за счет того, что в качестве обрезиненной нити для усиления борта используют обрезиненный металлический корд.
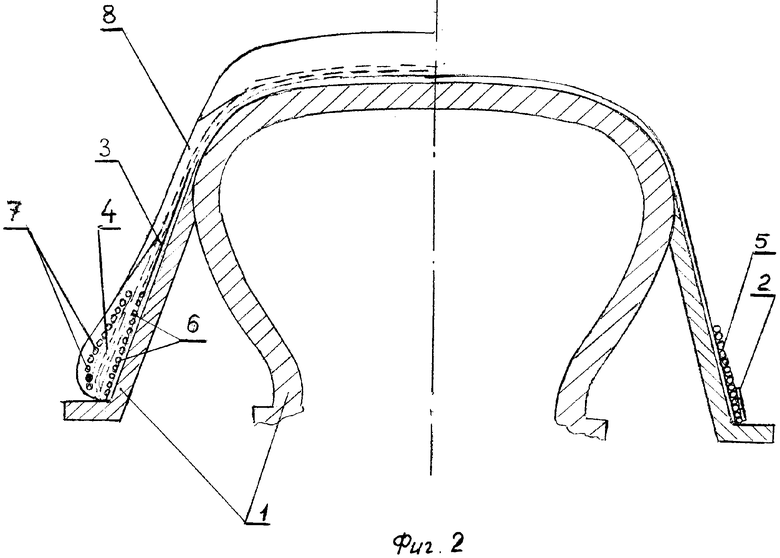
На фиг.1 изображен общий вид каркаса покрышки в разрезе, на фиг.2 схематично изображена схема намотки каркаса.
Способ осуществляется следующим образом.
На дорне 1 методом геодезической намотки обрезиненной ленты корда 2 образуют тороидальную оболочку каркаса 3. Одновременно образуют в процессе навивки из обрезиненных лент корда 2 борта 4. Осуществляют уплотнение борта 4 навивкой дополнительных обрезиненных нитей корда 5. Осуществляют укладку в окружном направлении под нити 2 каркаса над нитями 2 каркаса 3 дополнительных слоев 6 и 7 из обрезиненных нитей корда. Дополнительные слои 6 и 7 укладывают на участке от пятки борта 4 до начала боковины 8 с образованием сформированных утолщений 9 из прядей нитей корда в зоне борта, выполняющих роль бортовых колец. Шаг намотки обрезиненного корда 2 в зоне экватора тороидальной оболочки каркаса 3 выбран не менее ширины лент корда, но не более величины, при которой просвет между лентами в зоне экватора превышает расстояние между нитями корда в ленте.
В том случае, если шаг намотки в зоне экватора Нэ меньше ширины ленты В, то по всей длине витка будет иметь место нахлест витков, что приводят к чрезмерному повышению жесткости каркаса, неоправданному перерасходу корда и увеличению себестоимости шины. В том случае, если шаг намотки Нэ=В, то намотка осуществляется без просветов между соседними витками по всей длине витка, а в зоне экватора витки укладываются встык. В этом случае образуется сплошная кордная структура каркаса без просветов. Если же шаг намотки в зоне экватора Нэ>В, то ленты будут укладываться с просветом между витками. Величина просвета увеличивается с ростом отношения Нэ/В. Для исключения образования в кордной структуре недопустимой разряженности величина просвета между соседними лентами в зоне наибольшего разряжения - в экваторе не должна превышать шага между нитями в обрезиненных лентах.
Начало и конец лент 1, образующих каркас 3, располагают в зоне борта или в зоне экватора тороидальной оболочки каркаса. В качестве обрезиненной нити для усиления борта может быть использован обрезиненный металлический корд.
Такое выполнение способа позволит создать борт повышенной жесткости и упростит изготовление каркаса покрышек при намотке их на дорн, поскольку не потребуется дополнительное оборудование для изготовления и установки бортовых колец.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2275303C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКИХ ШИН | 2004 |
|
RU2276015C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПНЕВМАТИЧЕСКИХ ШИН | 2024 |
|
RU2837096C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК | 1991 |
|
RU2005620C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Способ сборки резино-кордных оболочек | 1977 |
|
SU740519A1 |
| БЕЗОПАСНАЯ ШИНА КАРКАСНОГО ТИПА | 2009 |
|
RU2397878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Пневматическая радиальная легковая шина (варианты) | 2022 |
|
RU2797454C1 |
Изобретение относится к шинной промышленности и может быть использовано при изготовлении каркасов покрышек пневматических шин. В способе изготовления каркасов покрышек пневматических шин осуществляют образование тороидальной оболочки каркаса методом геодезической намотки обрезиненной ленты корда на дорн, одновременно образуют в процессе навивки из обрезиненных лент корда борта и осуществляют уплотнение борта навивкой дополнительных обрезиненных нитей корда. Уплотнение каждого борта осуществляют путем укладки в окружном направлении под нити каркаса и над нитями каркаса дополнительных слоев из обрезиненных нитей корда на участке от пятки борта до начала боковины с образованием сформированных утолщений из прядей нитей корда в зоне борта, выполняющих роль бортовых колец. Шаг намотки обрезиненного корда в зоне экваториальной плоскости тороидальной оболочки каркаса выбран не менее ширины обрезиненной ленты корда, но не более величины, при которой просвет между лентами в зоне экватора превышает расстояние между нитями корда в ленте. Выполнение способа позволит создать борт повышенной жесткости и упростит изготовление каркаса покрышек при намотке их на дорн, поскольку не потребуется дополнительное оборудование для изготовления и установки бортовых колец. 2 з.п. ф-лы, 2 ил.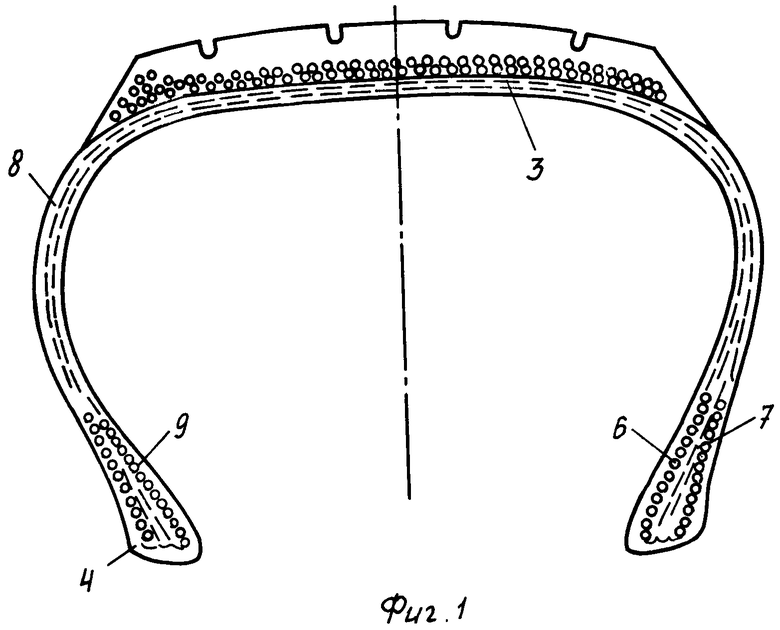
| СПОСОБ ИЗГОТОВЛЕНИЯ КАРКАСОВ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
RU2017626C1 |

