Изобретение относится к электротехнике, в частности к электрическим машинам.
Цель изобретения - уменьшение трудоемкости изготовления.
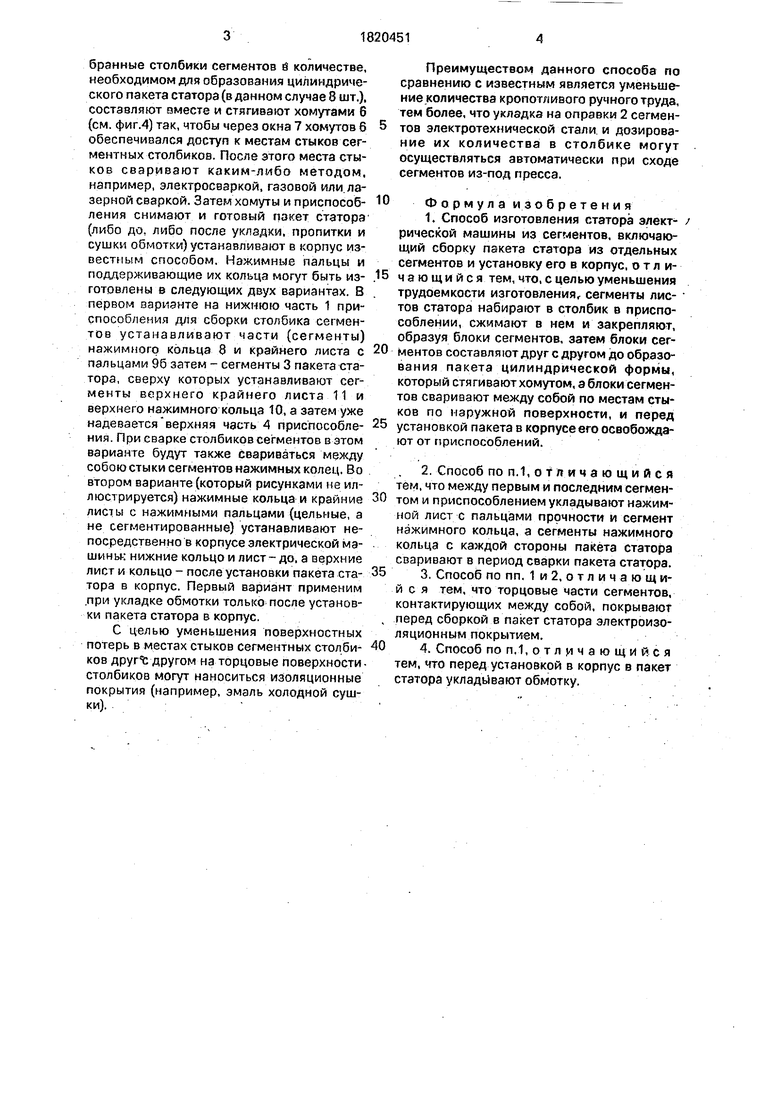
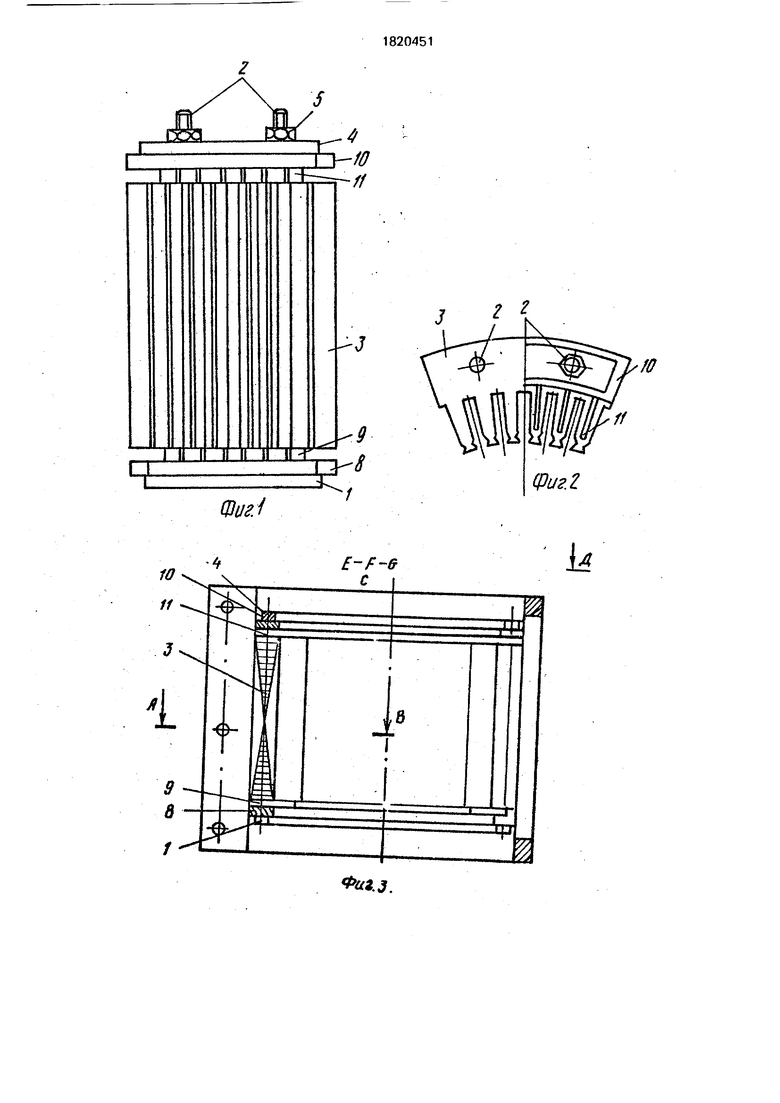
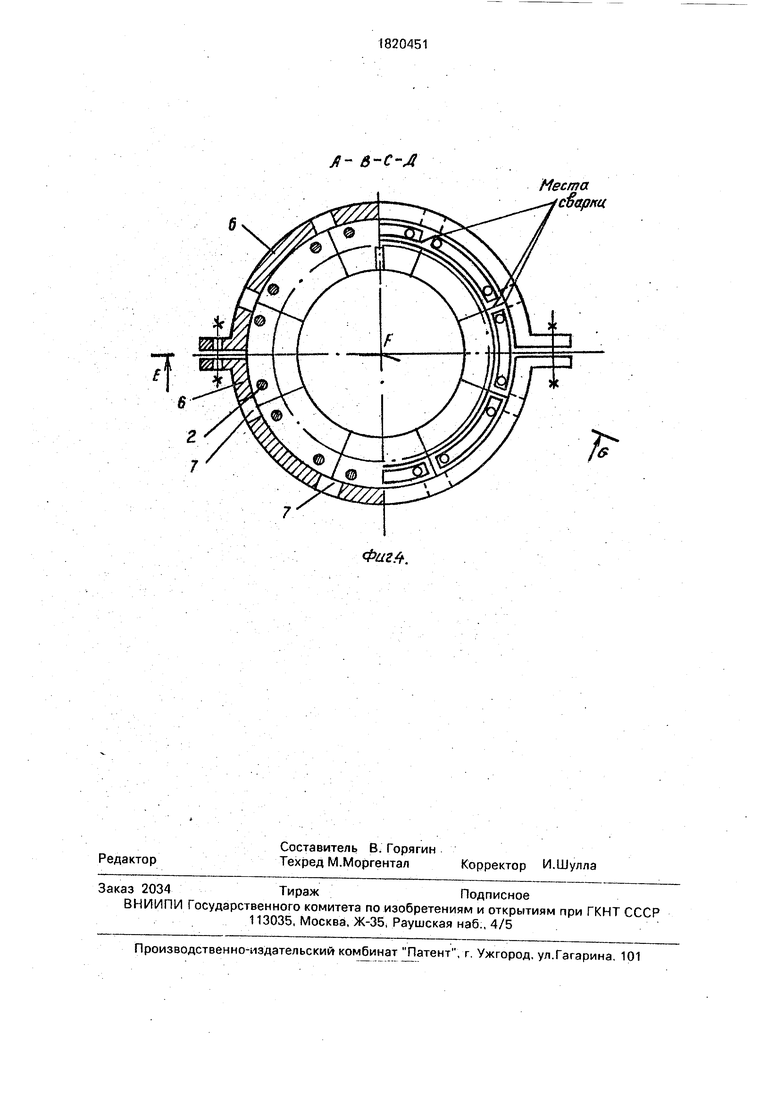
На фиг.1 и 2 изображен в двух проекциях собранный и сжатый в приспособлении столбик сегментов; на фиг. 3 и 4 (разрезы по E-F-G и A-B-C-D соответственно) - пакет, собранный из столбиков сегментов, сжатых в приспособлениях и стянутых общим хомутом (приспособления и хомут снимаются после того, как блоки сегментов сварены между собой по местам стыков по наружной цилиндрической поверхности пакета стато- ра).
Способ осуществляется следующим образом (на примере пакета статора с отношением наружного диаметра к внутреннему 1,6, состоящего из восьми столбиков сегментов). В нижней части 1 приспособления устанавливают не менее двух оправок 2, на которые надевают сегменты статора 3 (на фиг. 1-4 показан вариант, когда в сегментах выполнены круглые отверстия, в которых размещены оправки. Однако возможен вариант, когда сегмент надевается на две оправки прорезями пазов и упирается спинкой статора в третью оправку), После набора нужного количества сегментов (что может определяться, например, по массе) на оправки 2 надевают верхнюю часть 4 приспособления, после чего столбик сегментов сжимают и закрепляют в собранном состоянии (на фигЛ показан вариант стяжки и закрепления столбиков сегментов посредством гаек 5, навинченных на верхний конец оправок 2, хотя возможен и вариант стяжки посредством системы клиньев). Затем со00
го
1
бранные столбики сегментов и количестве, необходимом для образования цилиндрического пакета статора (в данном случае 8 шт.), составляют вместе и стягивают хомутами б (см. фиг.4) так, чтобы через окна 7 хомутов 6 обеспечивался доступ к местам стыков сегментных столбиков. После этого места стыков сваривают каким-либо методом, например, электросваркой, газовой или. лазерной сваркой. Затем хомуты и приспособления снимают и готовый пакет статора (либо до, либо после укладки, пропитки и сушки обмотки) устанавливают в корпус известным способом. Нажимные пальцы и поддерживающие их кольца могут быть изготовлены в следующих двух вариантах. В первом варианте на нижнюю часть 1 приспособления для сборки столбика сегментов устанавливают части (сегменты) нажимного кольца 8 и крайнего листа с пальцами 96 затем - сегменты 3 пакета статора, сверху которых устанавливают сегменты верхнего крайнего листа 11 и верхнего нажимного кольца 10, а затем уже надевается верхняя часть А приспособления. При сварке столбиков сегментов в этом варианте будут также свариваться между собою стыки сегментов нажимных колец. Во втором варианте (который рисунками не иллюстрируется) нажимные кольца и крайние листы с нажимными пальцами (цельные, а не сегментированные) устанавливают непосредственно в корпусе электрической машины-: нижние кольцо и лист-до, а верхние лист и кольцо - после установки пакета статора в корпус. Первый вариант применим .при укладке обмотки только после установки пакета статора в корпус.
С целью уменьшения поверхностных потерь в местах стыков сегментных столбиков flpyrt другом на торцовые поверхности- столбиков могут наноситься изоляционные покрытия (например, эмаль холодной сушки).
Преимуществом данного способа по сравнению с известным является уменьшение количества кропотливого ручного труда, тем более, чтоукладкз на оправки 2 сегмен- тов электротехнической стали и дозирова- ние их количества в столбике могут осуществляться автоматически при сходе сегментов из-под пресса.
ф ор м у л а и зо б р ете н и я
1. Способ изготовления статора элект- / рической машины из сегментов, включающий сборку пакета статора из отдельных сегментов и установку его в корпус, о т л ичающийся тем, что, с целью уменьшения трудоемкости изготовления, сегменты лис- тов статора набирают в столбик в приспособлении, сжимают в нем и закрепляют, образуя блоки сегментов, затем блоки сегментов составляют друг с другом до образования пакета цилиндрической формы, который стягивают хомутом, э блоки сегментов сваривают между собой по местам стыков по наружной поверхности, и перед
установкой пакета в корпусе его освобождают от приспособлений.
2. Способ по п. 1, о f ли ч а ю щ и и с я тем, что между первым и последним сегментом и приспособлением укладывают нажимной лист с пальцами прочности и сегмент нажимного кольца, а сегменты нажимного кольца с каждой стороны пакета статора сваривают в период сварки пакета статора.
3, Способ по пп. 1 и 2, о т л и ч а ю щ и- й с я тем, что торцовые части сегментов, контактирующих между собой, покрывают перед сборкой в пакет статора электроизоляционным покрытием.
4. Способ по п.1, отличающийся тем, что перед установкой в корпус в пакет статора укладывают обмотку.
I-г--I
т
э
9-1-Э
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ТИПА СИЛЬФОНОВ | 1991 |
|
RU2014188C1 |
| Устройство для сборки статора электрической машины | 1989 |
|
SU1786602A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Статор гидрогенератора | 1990 |
|
SU1781771A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ЖЕЛЕЗА i | 1971 |
|
SU310331A1 |
| Устройство для изготовления каркасной конструкции из композиционного материала | 1990 |
|
SU1810288A1 |
| РАЗДЕЛЕННАЯ ВДОЛЬ ОСИ КОНСТРУКЦИЯ СТАТОРА ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2507662C2 |
Использование: производство электрических машин. Цель: уменьшение трудоемкости изготовления. Сущность изобретения: отдельные сегменты листов статора набирают в столбик в приспособлении, сжимают в нем и закрепляют, образуя блоки сегментов, затем блоки сегментов составляют друг с другом так, что образуется цилиндр (статор), который стягивают хомутом, а блоки сегментов сваривают между собой по местам стыков по наружной поверхности, далее пакет статора освобождают от приспособлений и устанавливают в корпус. Установка пакета статора в корпус может производиться как до, так и после укладки в нем обмотки. 3 з.п. ф-лы. 4 ил.
2 2nd)
it
№Ш
19W281
я- 6-с-л
Места cfiapw
ФигА.
| Алексеев А.Е | |||
| Конструкция электрических машин | |||
| М.-Л.: Госэнергоиздат, 1958, с | |||
| Способ уравновешивания движущихся масс поршневых машин с двумя встречно-движущимися поршнями в каждом цилиндре | 1925 |
|
SU426A1 |
| СПОСОБ ИЗМЕРЕНИЯ НАПРЯЖЕННОСТИ ФИЗИЧЕСКИХ ПОЛЕЙ | 1996 |
|
RU2109301C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
