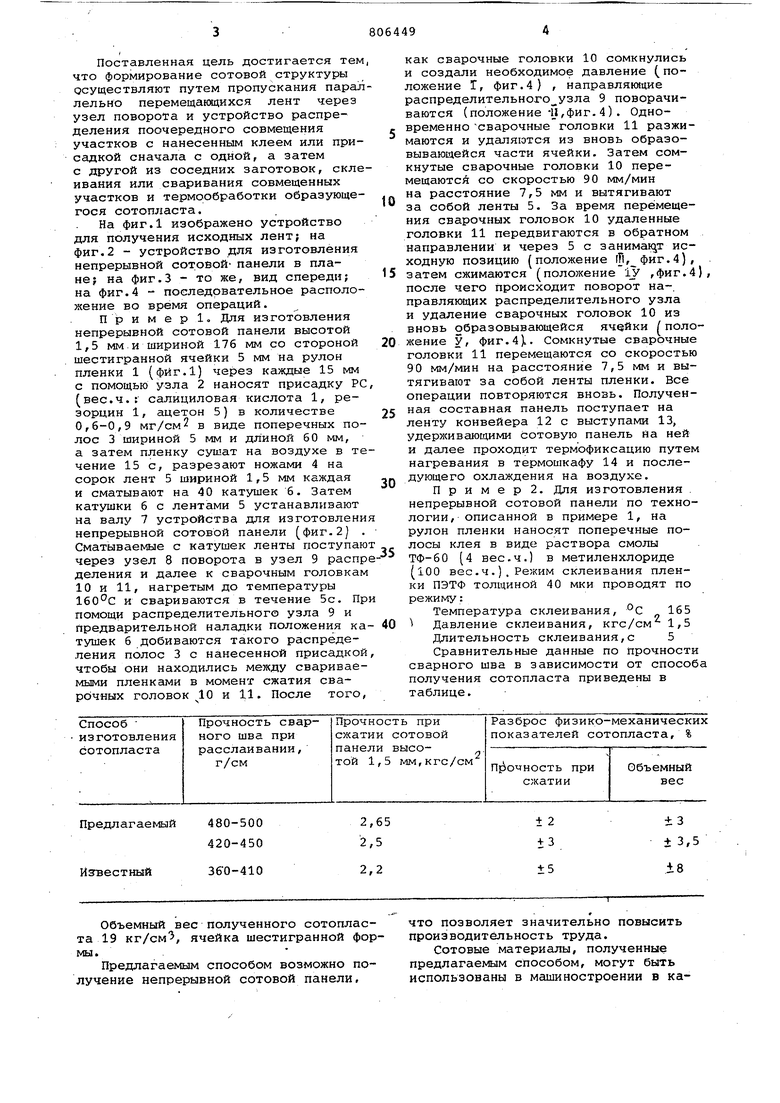
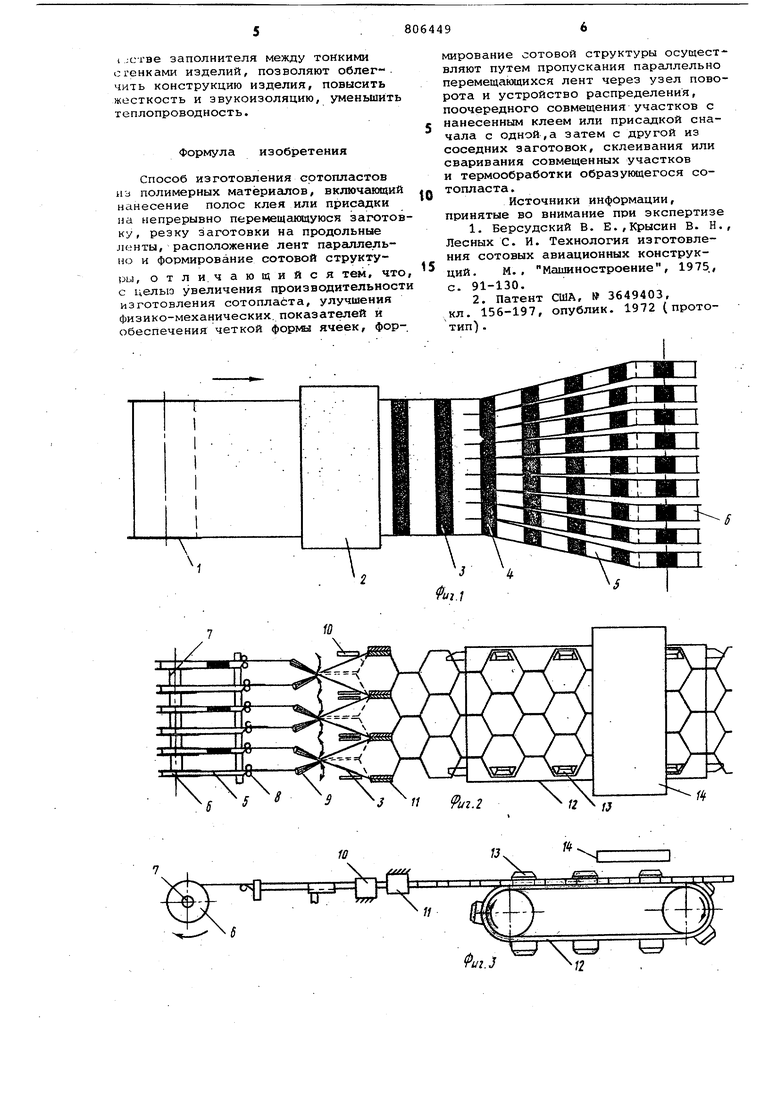
Изобретение относится к cijiocoбу изготовления сотовых панелей из полимерных материалов. Известны способы изготовления сотопластов путем склеивания предварительно гофрированных заготовок, а также путем склеивания плоского па кета по местам предварительно нанесе ных клеевых полос и его последующего растяжения до образования сотовых ячеек и их фиксации Недостатки существукмдих способов изготовления сотопластов заключаются в многооперационности, малой производительности, нестабильности физико-механических показателей сотопластов. Наиболее близким к предл агаемому является способ изготовления сотопласта, заключающийся в нанесении поперечных полос клея на непре ЖШно перемещающуюся заготовку, резке заготовки на продольные ленты, распложении лент параллельно и вании сотовой структуры совмет внием лент до получения пакета, последукиц склеиванием пакета в прессе под дав лением при повышенной температуре .и растяжением пакета до получения ячеек нужной формы в специальном устройстве 2Д . Однако этот способ имеет существенные недостатки,обусловленные тем, что в процессе склеивания температура распределя-ется неравномерно по толщине пакета и для ее выравнивания требуется длительное время. Образование клеевых соединений проходит в различных условиях и полученный сотопласт имеет значительные колебания показателей механической прочности и дефекты структуры в виде непроклеев. Кррме того, перемещение пакета меходу нагретыми плитами затруднительно и накладывает на материал сот и качество сборки пакета жесткие ограничения. Таким способом невозможно изготовить сотопласты из тонких полимерных пленок (до 5 мкм), которые из-за низкой жесткости пакета невозможно перемещать и длительное время подвергать воздействию температур без изменения их фазового состояния. Цель изобретения - увеличение производительности изготовления сотопласта, улучшение его физикомеханических показателей, обес/печение четкой ячеек. Поставленная цель достигается тем что формирование сотовой структуры осуществляют путем пропускания парал лельно перемещающихся лент через узел поворота и устройство распределения поочередного совмещения участков с нанесенным клеем или присадкой сначала с одной, а затем с другой из соседних заготовок, скле ивания или сваривания совмещенных участков и термообработки образующегося сотопласта. На фиг.1 изображено устройство для получения исходных лент; на фиг.2 - устройство для изготовления непрерывной сот.овой- панели в плане; на фиг.З - то же, вид спереди; на фиг.4 - последовательное расположение во время операций. Пример. Для изготовления непрерывной сотовой панели высотой 1,5 мм и шириной 176 мм со стороной шестигранной ячейки 5 мм на рулон пленки 1 (фйг.1) через каждые 15 мм с помощью узла 2 наносят присадку PC (вес.ч.: салициловая кислота 1, резорцин 1, ацетон 5) в количестве 0,6-0,9 мг/см2 в виде поперечных полос 3 шириной 5 мм и длиной 60 мм, а затем пленку сушат на воздухе в т чение 15 с, разрезают ножами 4 на сорок лент 5 шириной 1,5 мм каждая и сматывают на 40 катушек 6. Затем катушки 6 с лентами 5 устанавливают на валу 7 устройства для изготовлени непрерывной сотовой панели фиг.2 Сматываемые с катушек ленты поступаю через узел 8 поворота в узел 9 распр деления и далее к сварочным головкам 10 и 11, нагретым до температуры и свариваются в течение 5с. Пр помощи распределительного узла 9 и предварительной наладки положения ка тушек 6 добиваются такого распределения полос 3 с нанесенной присадкой чтобы они находились между свариваемыми пленками в момент сжатия сварочных головок 10 и 11. После того как сварочные головки 10 сомкнулись и создали необходимое давление (положение Г, фиг.4) , направляющие распределительного узла 9 поворачиваются (положение -у, фиг. 4) . Одновременно сварочные головки 11 разжимаются и удаляются из вновь образовывающейся части ячейки. Затем сомкнутые сварочные головки 10 перемещаютсй со скоростью 90 мм/мин на расстояние 7,5 мм и вытягивают за собой ленты 5. За время перемещения сварочных головок 10 удаленные головки 11 передвигаются в обратном направлении и через 5 с занима1 т исходную позицию (положение ffl, фиг.4), затем сжимаются (положение 1У ,фиг.4), после чего происходит поворот на-, правляющих распределительного узла и удаление сварочных головок 10 из вновь образовывающейся ячейки / положение У, фиг.4). Сомкнутые сварочные головки 11 перемещаются со скоростью 90 мм/мин на расстояние 7,5 мл и вытягивают за собой ленты пленки. Все операции повторяются вновь. Полученная составная панель поступает на ленту конвейера 12 с выступами 13, удерживающими сотовую панель на ней и далее проходит термофиксацию путем нагревания в термошкафу 14 и последующего охлаждения на воздухе. Пример 2. Для изготовления . непрерывной сотовой панели по технологии, описанной в примере 1, на рулон пленки наносят поперечные полосы клея в виде раствора смолы ТФ-60 (4 вес.ч.) в метиленхлориде (100 вес.ч.).Режим склеивания пленки ПЭТФ толщиной 40 мки проводят по режиму: Температура склеивания, °С „165 Давление склеивания, кгс/см 1,5 Длительность склеивания,с 5 Сравнительные данные по прочности сварного шва в зависимости от способа получения сотопласта приведены в таблице.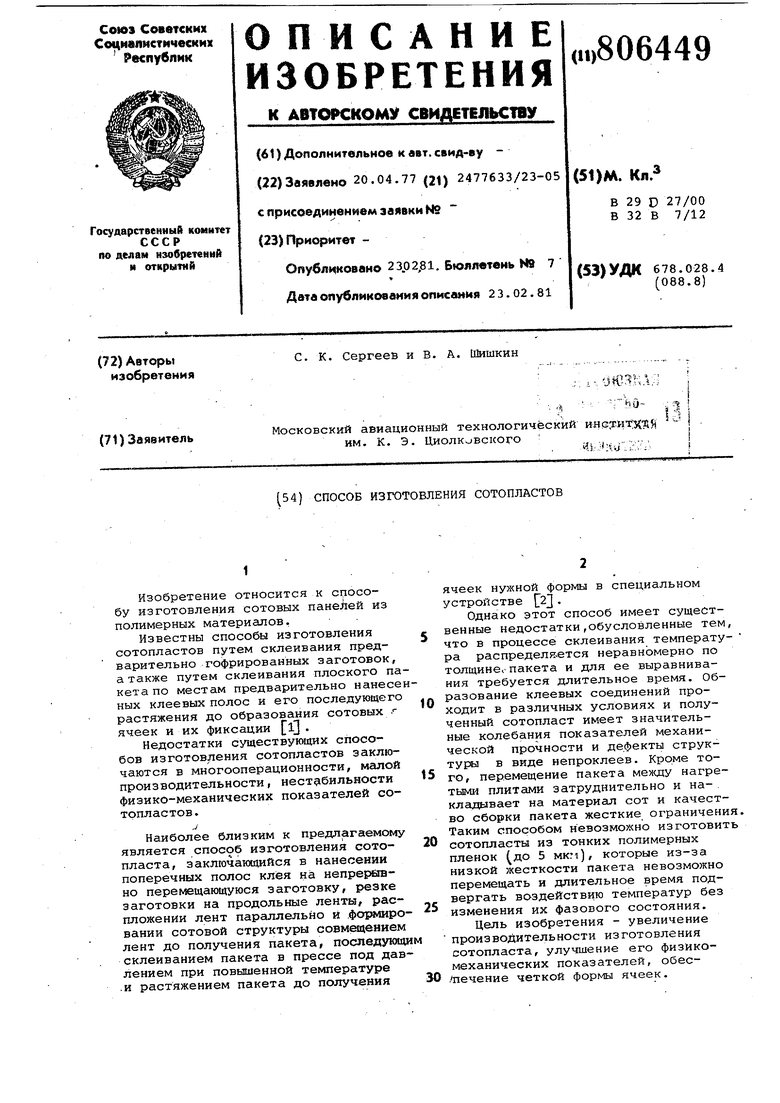
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ | 2004 |
|
RU2276637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОЛЬКИ КЛЕЕНОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ АЛЮМИНИЕВОЙ ФОЛЬГИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2023 |
|
RU2816169C1 |
| Способ изготовления сотового заполнителя | 2017 |
|
RU2651012C1 |
| Способ изготовления гибкого сотового заполнителя | 2024 |
|
RU2833646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
Объемный вес полученного сотопласта 19 кг/см, ячейка шестигранной формы.
Предлагаемым способом возможно получение непрерывной сотовой панели.
что позволяет значительно повысить производительность труда.
Сотовые материалы, полученные предлагаемым способом, могут быть использованы в машиностроении в ка1 ;стве заполнителя между тонкими с гонками изделий, позволяют облег-. чить конструкцию изделия, повысить жесткость и звукоизоляцию, уменьшить теплопроводность.
Формула изобретения
Способ изготовления сртопластов из полимерных материалов, включающий нанесение полос клея или присадки на непрерывно перемещаклдуюся заготовку, резку заготовки на продольные ленты, расположение лент параллельно и формирование сотовой структуры, отл и. чающийся тем, что, с целью увеличения производительности изготовления сотопласта, улучшения физико-механических, показателей и обеспечения четкой форкы ячеек, форN5 - s ,„ й,,г
мирование сотовой структуры осуществляют путем пропускания параллельно перемещающихся лент через узел поворота и устройство распределения, поочередного совмещения участков с нанесенным клеем или присадкой сначала с одной,а затем с другой из соседних заготовок, склеивания или сваривания совмещенных участков и термообработки образующегося сотопласта.
Источники информации, принятые во внимание при экспертизе
кл. 156-197, опублик. 1972 (прототип) . Л4г
u:.j
9игЛ
