Настоящее изобретение относится к устройству и к способу калибровки многовалковой листоправильной машины.
Многовалковые листоправильные машины используются как средства для чистовой обработки, предназначенные для правки стального тонколистового проката. Общий принцип правки с помощью многовалковых листоправильных машин, в частности правки в растяжных правильных машинах, заключается в том, чтобы заставить лист или полосу, подлежащую правке, проходить между двумя рядами параллельных валков, расположенных так, что они перекрывают друг друга, причем данное перекрытие уменьшается в направлении, в котором проходит лист. Когда лист проходит между валками, он деформируется с изгибом попеременно в одном направлении и затем в другом. Максимальная величина изгиба уменьшается в направлении от входа в листоправильную машину к выходу, так что стальная полоса подвергается воздействию последовательности знакопеременных усилий, которые позволяют устранить или, по меньшей мере, в значительной степени уменьшить внутренние напряжения, которые вызывают дефекты плоскостности. Постепенное уменьшение максимальной величины деформации обеспечивает возможность получения на выходе из листоправильной машины как можно более плоской полосы с как можно меньшими внутренними напряжениями. В растяжных правильных машинах полоса перемещается через правильную машину между разматывателем и намоточным барабаном с помощью "S-образных" приводных устройств, которые заставляют полосу перемещаться, а также растягивают ее.
Чрезвычайно узкие допуски в отношении плоскостности и внутренних напряжений, устанавливаемые теми, кто использует полосу или лист, означают, что необходимо искать наилучший способ регулирования работы листоправильных машин при выполнении предварительных настроек и наилучший способ получения точной информации о механических характеристиках машины: допусках, зазорах, подскакивании валков, параметрах регулировки и т.д.
Для облегчения понимания проблем, связанных с достижением заданного улучшения управления характеристиками листоправильных машин, следует напомнить об основных составляющих многовалковой листоправильной машины согласно фиг.1-5.
На чертеже по фиг.1 схематично показана листоправильная машина, которая содержит комплект нижних валков 11 и комплект верхних валков 12, опирающихся соответственно на нижнюю балку 13 и верхнюю балку 14. Металлическая полоса 10 проходит через листоправильную машину между двумя приводимыми от двигателей устройствами 31, 32 приводных и натяжных барабанов, расположенных "S-образно", в направлении стрелки F. Все валки являются параллельными и смещены между верхней частью и нижней частью в направлении перемещения полосы, так что они могут взаимно перекрываться в большей или меньшей степени. Как можно четко видеть, во входной зоне листоправильной машины полоса подвергается довольно сильному деформированию за счет того, что она подвергается знакопеременному изгибу между входными валками 11а, 12а, 11b и т.д., которые сильно перекрываются, в то время как в выходной зоне деформации являются очень небольшими, поскольку выходные валки 11m, 12m, 11n только незначительно перекрываются или вообще не перекрываются.
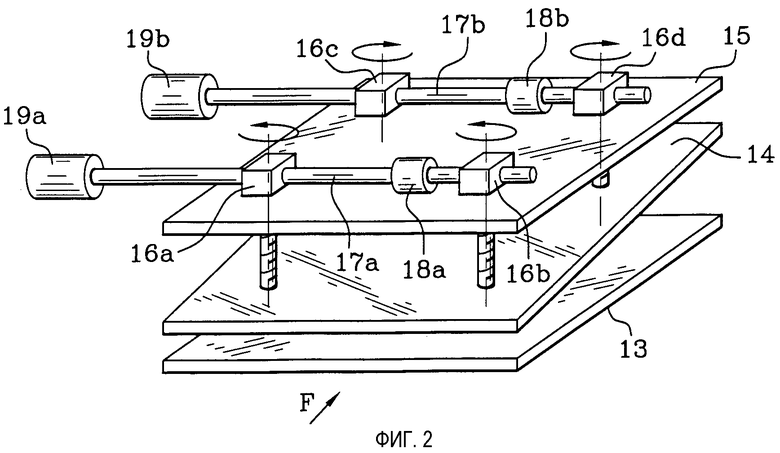
На фиг.2 также схематично показан пример выполнения средства для настройки листоправильной машины, чтобы отрегулировать перекрытие валков. Верхняя балка 14 удерживается на верхнем основании 15 с помощью регулировочных узлов 16а, 16b, 16с, 16d, например, такого типа, которые состоят из передачи винт-гайка с неортогональной конической зубчатой передачей, при этом два узла 16а, 16b расположены рядом с входной зоной листоправильной машины, а другие два узла 16с, 16d расположены соответственно рядом с выходной зоной и с каждой стороны в продольном направлении. Два входных регулировочных узла 16а, 16b соединены с помощью приводного вала 17а и муфты 18а и совместно приводятся в действие с помощью входного электродвигателя 19а. Аналогичным образом, два выходных регулировочных узла 16с, 16d соединены с помощью приводного вала 17b и муфты 18b и совместно приводятся в действие с помощью выходного электродвигателя 19b.
Муфты 18а, 18b используются для того, чтобы временно разъединять регулировочные узлы, которые они соединяют, чтобы обеспечить возможность регулировки параллельности в поперечном направлении или "смещения" между нижними и верхними валками и возможность выполнения этого как на входе, так и на выходе листоправильной машины. После этого регулируют перекрытия валков листоправильной машины с помощью электродвигателей, которые одновременно и идентичным образом приводят в действие регулировочные узлы или на входе листоправильной машины, или на выходе.
Регулировку параллельности или смещения выполняют только в случае значительного вмешательства в работу листоправильной машины. Калибровку листоправильной машины выполняют чаще, чтобы повторно отрегулировать перекрытия валков или изменить их в соответствии с характеристиками полос, подлежащих правке.
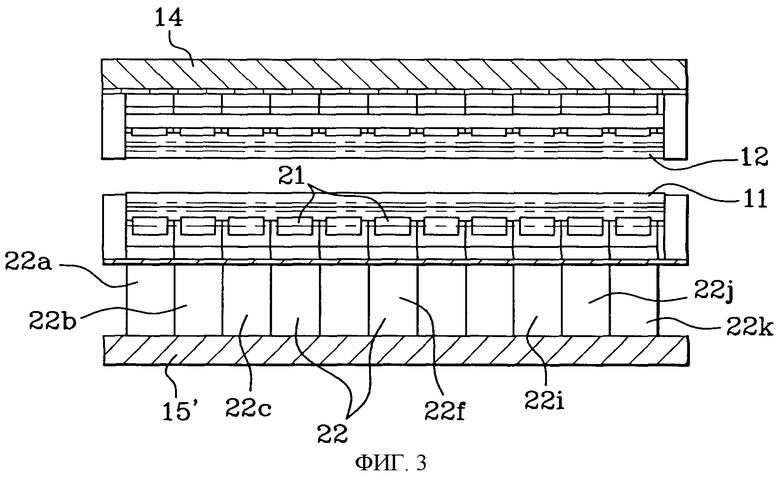
На фиг.3 также схематично показана листоправильная машина, вид спереди, со средствами для регулировки прогиба или профиля бочки валков. Это обусловлено тем, что во время правки изгибающие усилия, действующие на полосу, приводят к образованию противодействующих сил, вызывающих деформирование правильных валков. Для компенсации таких деформаций и предотвращения ситуации, при которой они "в ответ" приводят к появлению геометрических дефектов в полосе, правильные валки фактически опираются на опорные валки, которые сами опираются на нажимные ролики. Эта сборная конструкция смонтирована на раме, называемой кассетой, установленной на ряде сужающихся клиньев или исполнительных механизмов или других противоопор, которые являются независимыми и выполнены с возможностью регулирования по высоте, при этом они распределены по ширине листоправильной машины. В примере, показанном на фиг.3, имеется одиннадцать рядов нажимных роликов 21, размещенных по всей ширине листоправильной машины. Вертикальное положение нажимных роликов можно отрегулировать с помощью регулируемых сужающихся клиньев 22, каждый из которых расположен под всеми нажимными роликами и действует на все нажимные ролики, расположенные на одной и той же линии параллельно направлению перемещения полосы и на всей длине листоправильной машины. Следовательно, форма правильных валков зависит от вертикального положения нажимных роликов.
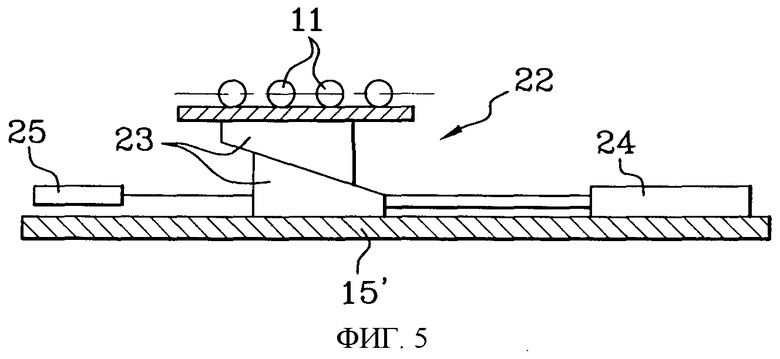
Пример выполнения системы с регулируемыми нажимными роликами показан на фиг.5. В этом примере высоту нажимных роликов можно регулировать посредством сужающихся клиньев 23, которые расположены между опорными валками и жесткой нижней рамой 15' и которые скользят друг по другу. Смещение сужающихся клиньев друг относительно друга осуществляется с помощью цилиндра 24 и может быть измерено, например, с помощью датчика 25 положения.
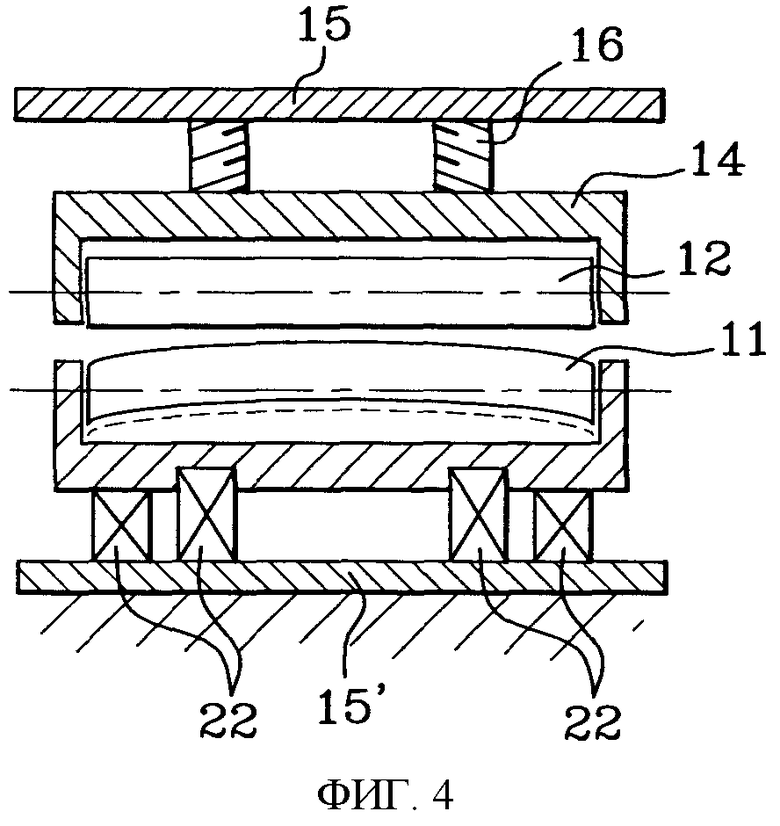
В случае конструкции, например, по фиг.3 такие системы имеют три нажимных ролика 22а, 22b, 22с и 22i, 22j, 22k, расположенных с каждой стороны рядом с концами валков, где деформации являются наибольшими. В центральной части отсутствует необходимость в использовании таких регулируемых нажимных роликов. Как можно видеть на фиг.4 в увеличенном изображении, нажимные ролики позволяют путем приложения снизу к валкам действующей в вертикальном направлении силы большей или меньшей величины деформировать валки, когда они не нагружены, а также когда они находятся под нагрузкой, так что во время правки их профиль будет подходящим для исправления дефектов, замеченных на полосе, подлежащей правке.
Следовательно, для выполнения полной настройки листоправильной машины необходимо выполнить:
- регулировку параллельности или смещения листоправильной машины, то есть, по существу, регулировку параллельности между нижними валками и верхними валками, причем данную регулировку выполняют путем воздействия на винты с целью регулирования положения верхней балки, при этом независимым образом воздействуют на установочные винты, расположенные с правой стороны и с левой стороны, после разъединения муфт 18а, 18b;
- регулировку перекрытия валков на входе и на выходе листоправильной машины, при этом величину перекрытия, как правило, контролируют путем измерения угла поворота винтов, предназначенных для регулирования положения верхней балки, или с помощью датчиков смещения, расположенных между балками на входе и выходе листоправильной машины;
- регулировку профиля бочки валков с помощью исполнительных механизмов, как описано выше, при этом величину для каждого нажимного ролика определяют путем измерения, осуществляемого датчиками 25;
- натяжение полосы, создаваемое с помощью "S-образных" натяжных устройств, при этом величину натяжения измеряют тензометром или определяют, исходя из электрических параметров электродвигателей барабанов; и
- удлинение, создаваемое в процессе правки и измеряемое с помощью разности скорости между входным натяжным устройством и выходным натяжным устройством.
Кроме того, точная геометрия траектории прохода полосы, от которой зависит качество правки, сама зависит от сил, созданных во время прохода, и от деформаций полосы, при этом указанные силы и деформации приводят к деформациям машины, называемым пружинением (изгибом или выгибанием).
Чтобы обеспечить возможность эффективного регулирования правки, необходимо постоянно иметь как можно более точные данные о фактическом положении правильных валков и их геометрии во время работы. Следовательно, необходимо обеспечить возможность определения того, какими будут геометрия и положение валков при всех остальных параметрах, которые могут повлиять на валки, то есть при наладочных параметрах, задаваемых для различных исполнительных механизмов, а также при заданных создаваемых усилиях, которые с большой вероятностью могут вызывать изменения геометрии и фактического положения валков.
Следовательно, для того, чтобы при наличии полной информации о ситуации обеспечить возможность настройки листоправильной машины в соответствии с характеристиками полосы, подлежащей правке, и чтобы обеспечить возможность настройки исполнительных механизмов, в особенности электродвигателей для регулировки перекрытий, необходимо откалибровать или настроить листоправильную машину, то есть определить базовые настройки листоправильной машины, которые необходимы для обеспечения заданной правки.
Также очень желательно обеспечить возможность установления зависимости между регулируемыми параметрами, регулирование которых осуществляется с помощью имеющихся в наличии исполнительных механизмов, и геометрическими изменениями траектории правки во время работы, другими словами, желательно иметь информацию о пружинении листоправильной машины и учитывать ее при регулировке электродвигателей, предназначенных для установления перекрытия, с тем, чтобы фактически заранее компенсировать пружинение, которое испытывает машина в процессе реальной эксплуатации.
В настоящее время калибровку многовалковых правильных машин обычно выполняют при отсутствии нагрузки с использованием шлифованных стальных прокладок или под нагрузкой при использовании металлических прокладок и направляющих планок, которые смещают между балками листоправильной машины, после этого балки приближают друг к другу с обеспечением параллельности до тех пор, пока не будет получен точный зазор между двумя комплектами нижних и верхних валков, при этом указанный зазор определяется шлифованной стальной прокладкой, например, толщиной 8 мм, размещаемой между двумя комплектами валков. Таким образом, создают условия нагружения листоправильной машины, необходимые для компенсации неизбежного механического люфта и в напряженном состоянии определяемые сжатием направляющих прокладок. После этого фиксируют положение зажимных винтов листоправильной машины в данном состоянии, и указанное положение в дальнейшем рассматривают как базовое, относительно которого регулируют последующее рабочее положение путем перевода указанных установочных винтов в положение, соответствующее заданному рабочему положению валков и установленное на основе взаимосвязи между смещением указанных винтов и соответствующим смещением валков. Путем использования данного способа также можно отрегулировать параллельность или скорректировать смещение и даже можно воздействовать на нажимные ролики для приведения в соответствие с прогибом валков или профилем бочки валков, но только приблизительным образом.
Вследствие сжатия направляющих прокладок во время вышеуказанной процедуры калибровки фактическое усилие, воздействию которого подвергаются балки, остается неизвестным, и поэтому невозможно получить надежную информацию о силах, с которыми сталкиваются при реальной эксплуатации.
В частности, следствием использования известного способа, которое было выявлено экспериментально, является то, что он вызывает чрезмерное усилие в процессе правки тонкой полосы.
В результате не обеспечивается надлежащего воздействия на остаточную кривизну при изгибании в продольном и поперечном направлении.
Цель настоящего изобретения состоит в решении вышеуказанных проблем. В частности, цель изобретения заключается в том, чтобы обеспечить возможность более точного определения характеристик многовалковой листоправильной машины путем выполнения калибровки под нагрузкой, которая воспроизводима и выполняется при известных усилиях. Целью изобретения также является определение полного пружинения листоправильной машины при различных нагрузках с тем, чтобы обеспечить возможность включения данных параметров в модели, используемые при регулировке. Целью изобретения также является более точное определение влияния регулировок нажимных роликов с тем, чтобы обеспечить возможность улучшения регулирования нажимных роликов и обеспечить возможность коррекции пружинения правильных валков в поперечном направлении, чтобы в конце концов получить лучшую плоскостность полосы, подвергнутой правке.
Цель изобретения также заключается в коррекции смещения листоправильной машины и ее "наклона". Целью изобретения также является исследование способности многовалковой листоправильной машины выполнять точные и воспроизводимые настройки, соответствующие стандартным случаям нагружения при правке.
С учетом вышеуказанных целей предметом изобретения является устройство, предназначенное для калибровки многовалковой листоправильной машины, которая предназначена для правки металлической полосы, содержит комплект нижних валков и комплект верхних валков, расположенных, приблизительно, параллельно друг другу, перпендикулярно направлению правки, в котором проходит полоса, подлежащая правке.
В соответствии с изобретением устройство отличается тем, что оно содержит предназначенную для выполнения измерений пластину, изготовленную из металла, в частности из металла с высоким пределом текучести, и имеющую размер, позволяющий разместить ее между комплектом верхних валков и комплектом нижних валков, проходящую приблизительно по всей длине указанных валков, при этом указанная пластина имеет средства позиционирования, предназначенные для установки ее в заданное положение относительно валков в направлении правки, и тензометрические датчики, предназначенные для измерения упругих деформаций пластины, при этом указанные тензометрические датчики прикреплены к пластине так, чтобы образовать несколько поперечных рядов датчиков, каждый из которых расположен в вертикальном направлении по одной линии с одним из указанных валков со стороны пластины, противоположной по отношению к указанному валку.
Предметом изобретения также является способ калибровки многовалковой листоправильной машины с использованием устройства согласно изобретению, отличающийся тем, что предназначенную для выполнения измерений пластину размещают в листоправильной машине, устанавливают в заданное положение с помощью средств позиционирования так, что каждый ряд датчиков располагается вертикально по одной линии с валком, и два комплекта валков приближают друг к другу с тем, чтобы создать усилие зажима, действующее на пластину, предназначенную для выполнения измерений, и измеряют деформации, которым подвергается пластина по одной линии с каждым валком, расположенным вертикально по одной прямой с датчиками, с помощью указанных датчиков и получают усилие зажима, приложенное со стороны валков, расположенных на одной линии с каждым датчиком, и фактическое усилие зажима между валками.
Путем использования тензометрических датчиков, установленных вертикально по одной линии с валками, можно измерить деформации поверхности при изгибе пластины, которые вызываются валками, опирающимися на пластину, и, зная механические свойства пластины, на основе этих деформаций определить величину усилия, воспринимаемого каждым датчиком. Следовательно, на основе этих измерений можно получить точную информацию о характеристиках листоправильной машины с точки зрения геометрии траектории правки, образуемой между валками.
Во-первых, предпочтительно пластина имеет, по меньшей мере, один ряд датчиков, который расположен вертикально таким образом, что он находится по одной линии с одним из валков, расположенным рядом с входом листоправильной машины, и, по меньшей мере, один ряд датчиков, который расположен вертикально по одной линии с одним из выходных валков. Таким образом, можно определить усилия зажима на входе и на выходе листоправильной машины и, например, соответствующим образом настроить электродвигатели для регулирования положения верхней балки в положении, соответствующем идентичному зажиму на входе и на выходе, чтобы впоследствии обеспечить возможность определения различия в фактическом зажиме между входом и выходом и тем самым различия в перекрытии между входными валками и выходными валками. Следует отметить, что датчики не находятся по одной линии с первым верхним или нижним валком или по одной линии с последним верхним или нижним валком, так что измерения будут выполняться только по одной линии с валками, которые нагружены только, преимущественно, в вертикальном направлении.
Также предпочтительно, если ряд датчиков включает в себя, по меньшей мере, один датчик, расположенный на осевой линии, и датчик с каждой стороны в направлении краев листоправильной машины, в результате чего обеспечивается возможность определения и тем самым коррекции, если это необходимо, различий в зажиме между сторонами листоправильной машины. Становится возможным в сочетании с вышеуказанными измерениями определять и, следовательно, также корректировать смещения листоправильной машины.
Также предпочтительно, если один ряд датчиков имеет центральный датчик и несколько боковых датчиков, расположенных вертикально таким образом, что каждый из них находится по одной линии с каждым нажимным роликом листоправильной машины. Таким образом, обеспечивается возможность дополнительного повышения точности информации, получаемой о характеристиках листоправильной машины, с точки зрения геометрии траектории правки, образуемой между валками, в частности поперечного профиля этой траектории, который определяется формой образующей валков, находящихся в контакте с пластиной, предназначенной для выполнения измерений.
В этом случае можно воздействовать на нажимные ролики для устранения отклонения от параллельности валков, например, путем регулировки нажимных роликов листоправильной машины, чтобы деформации, измеренные каждым датчиком для одного и того же валка, были одинаковыми и имели заранее заданные значения, таким образом, чтобы зазор между двумя последовательно расположенными валками, то есть между верхним валком и нижним валком, был постоянным на всей ширине траектории правки или соответствовал заранее заданным значениям, подходящим для исправления определенных дефектов листа, подлежащего правке.
То, что было описано выше, относится в основном к геометрическим характеристикам траектории правки, которые обеспечивают возможность получения максимально возможного объема информации о геометрии этой траектории, когда для различных элементов листоправильной машины будут созданы условия, соответствующие рабочим условиям, в частности на эти элементы будет действовать нагрузка, которая позволяет преодолеть различные значения люфта валков и их опор и регулировочных и управляющих элементов.
Таким образом, изобретение позволяет оценить поведение листоправильной машины под нагрузкой путем определения полного усилия зажима в различных положениях средства регулирования зажима при измерении и путем получения на основе этих данных кривой пружинения для листоправильной машины, которая может быть принята во внимание при выполнении предварительных настроек для работы в соответствии с размерными характеристиками и механическими свойствами полосы, подлежащей правке, и в соответствии с величиной перекрытия валков, необходимой, например, для исправления известных дефектов указанной полосы. Вместо учета полного усилия зажима, определяемого исходя из всех измерений, выполняемых всеми датчиками, также могут быть определены более локализованные изменения зажима, например для установления соответствующего пружинения каждой стойки листоправильной машины или для обеспечения возможности независимого мониторинга поведения нажимных роликов при изменениях нагрузки.
Следует отметить, что оснащенная приборами пластина согласно изобретению, как правило, представляет собой стальную пластину, имеющую высокий предел текучести, например 1000 МПа, и толщину, составляющую, например, приблизительно 0,7 мм, и в любом случае толщину, очень существенно превышающую толщину полосы, подлежащей правке, которая, как правило, имеет толщину, например, от 0,1 до 0,2 мм.
Чтобы определить характеристики пластины, также необходимо принять во внимание следующие соображения:
- предназначенная для выполнения измерений пластина не должна подвергаться пластической деформации, которая, в частности, может возникнуть в результате слишком большого перекрытия валков. Слишком большое перекрытие валков может вызвать риск чрезмерного деформирования измерительных датчиков;
- толщину пластины определяют таким образом, чтобы путем упругого изгиба обеспечить приложение усилий при правке, которые обычно воспринимает листоправильная машина;
- кроме того, максимальную толщину пластины определяют из условия предотвращения снижения чувствительности измерений; и
- предел текучести пластины определяют, исходя из толщины и так, чтобы предотвратить пластическое течение, когда обычные максимальные усилия при правке должны быть приложены со стороны пластины.
Для обеспечения надежности и воспроизводимости выполняемых измерений чрезвычайно важно, чтобы измерительные датчики были точно размещены в месте наибольшей относительной деформации, то есть в верхней части неровностей поверхности, созданных при приложении усилия зажима. С этой целью средства позиционирования включают в себя, по меньшей мере, два комплекта датчиков положения, расположенных вертикально с каждого бокового края пластины, как можно дальше друг от друга, по одной линии с одним и тем же валком, чтобы обеспечить возможность точного определения положения пластины по отношению к этому валку в направлении правки и, следовательно, относительного положения всех рядов измерительных датчиков относительно соответствующих им валков.
Для обеспечения возможности точного регулирования положения пластины она имеет на одном крае, поперечном к направлению правки, регулируемые поддерживающие упоры, расположенные так, что они опираются на один из концевых валков, входной валок или выходной валок листоправильной машины на уровне высоты оси указанного валка. Таким образом, путем воздействия на эти упоры, которые могут быть точно отрегулированы, например, с помощью микрометрических винтов, положение пластины регулируют так, чтобы датчики положения указывали, что они идеально сцентрированы относительно валка. Для облегчения выполнения данной установки в заданное положение и повышения ее точности в качестве датчиков положения предпочтительно используют датчики такого типа, который известен под названием "датчики с последовательным подключением" ("daisy chain"), при этом они обычно выполнены в виде комплекта из пяти тензометрических датчиков, соединенных вдоль одной оси на участке, полная длина которого составляет около одного сантиметра. Каждый комплект датчиков с последовательным подключением точно прикреплен к той поверхности пластины, которая находится со стороны, противоположной рабочему валку, так что ось центрального датчика комплекта датчиков с последовательным подключением точно совпадает в вертикальном направлении с осью указанного валка.
Установку пластины в заданное положение выполняют путем контроля выходных сигналов, выдаваемых каждым датчиком из комплекта датчиков с последовательным подключением, до тех пор, пока, с одной стороны, не будет достигнута симметрия по отношению к датчикам, расположенным с каждой стороны от центрального датчика, и пока, с другой стороны, центральный датчик не определит максимальное значение, при этом указанное максимальное значение указывает на то, что центральный датчик выставлен вертикально относительно оси валка в том месте, в котором кривизна пластины является наиболее выраженной.
Другие признаки и преимущества изобретения станут очевидными из нижеприведенного описания устройства согласно изобретению и описания его функционирования.
Далее делается ссылка на приложенные чертежи, из которых:
на фиг. 1-5 представлен принцип работы и конструкции вышеописанной многовалковой листоправильной машины;
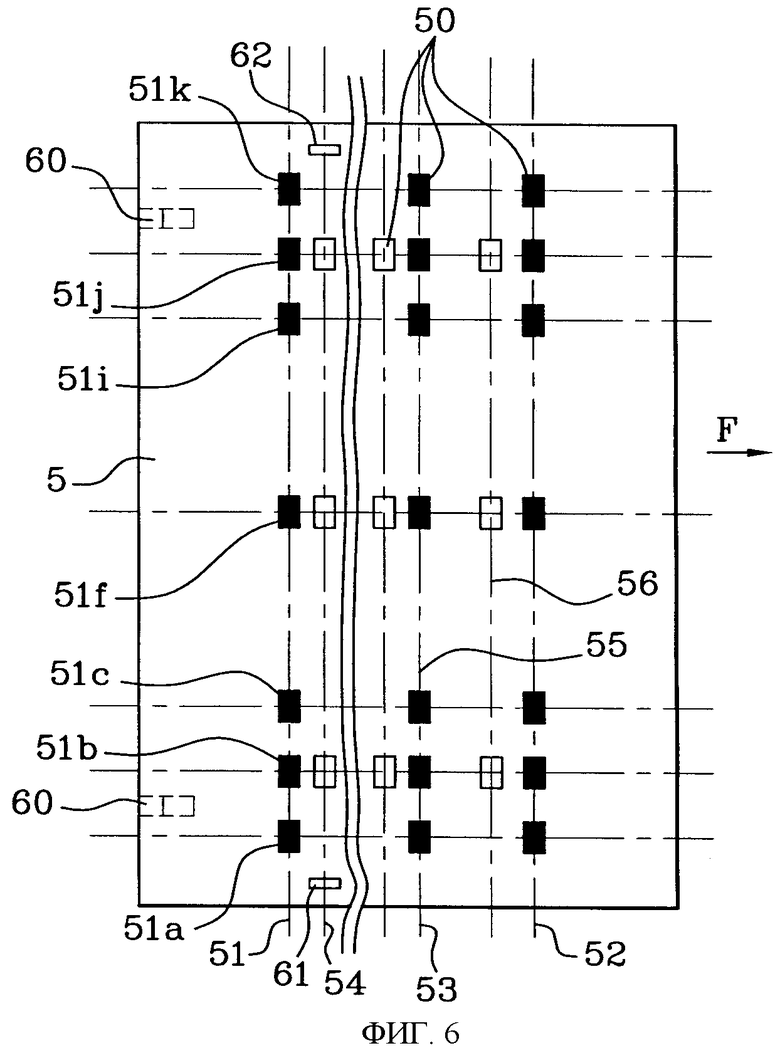
фиг.6 - частичное изображение предназначенной для выполнения измерений пластины согласно изобретению;
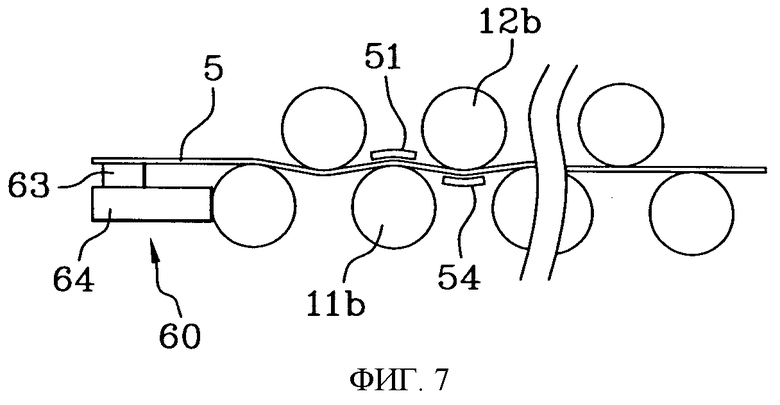
фиг.7 - установка пластины в заданное положение в листоправильной машине согласно изобретению;
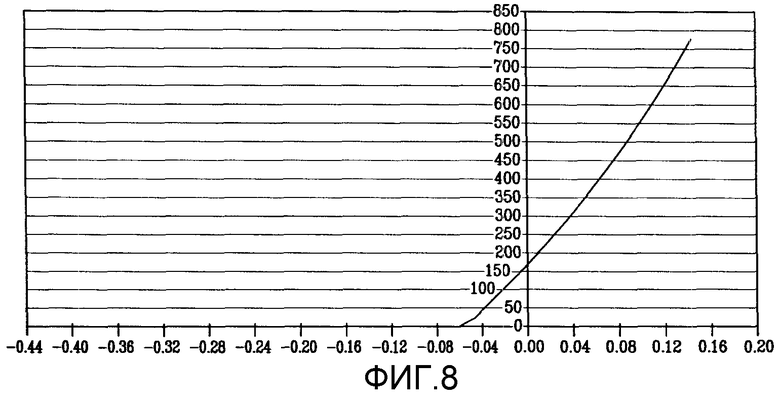
фиг.8 - график, показывающий в качестве примера кривую пружинения, определенную путем использования пластины, предназначенной для выполнения измерений; и
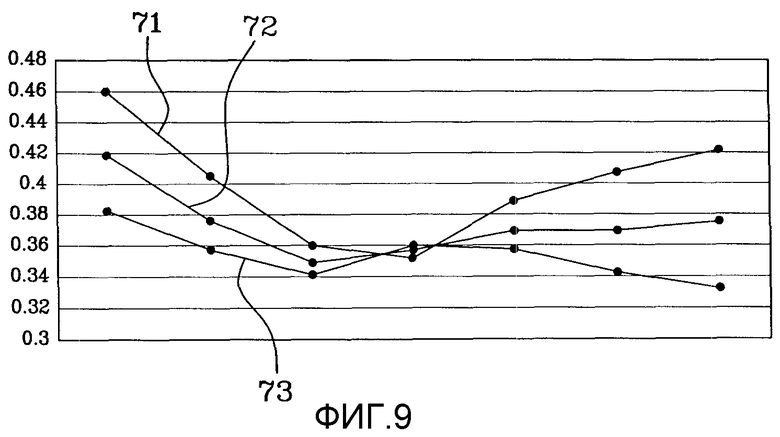
фиг.9 - график, иллюстрирующий профиль бочек валков под нагрузкой на входе листоправильной машины, в частности показывающий, как регулировка нажимных роликов влияет на профиль.
Снабженная приборами пластина 5, которая приведена в качестве примера, выполнена для многовалковой листоправильной машины одного определенного типа и показана на фиг.6, как правило, представляет собой пластину из стального листа, имеющего высокий предел текучести, толщину 0,7 мм и протяженность 500 мм в направлении правки и 1 м в поперечном направлении. Она несет несколько рядов тензометрических датчиков 50, приклеенных к поверхности листа следующим образом.
Первый ряд 51 датчиков расположен на верхней поверхности так, чтобы он располагался в вертикальном направлении на одной линии со вторым нижним валком 11b, как можно видеть на фиг.7; второй ряд 52 датчиков расположен аналогичным образом вертикально по одной линии с предпоследним нижним валком; и третий ряд 53 предпочтительно расположен вровень с центральным валком из группы валков.
Каждый из этих рядов имеет семь датчиков, таких как датчики 51а, 51b, 51с, 51f, 51i, 51j, 51k в первом ряду, расположенные вертикально по одной линии соответственно с нажимными роликами 22а, 22b, 22с, 22f, 22i, 22j, 22k.
На нижней стороне пластины 5 расположены другие ряды датчиков, такие как ряд 54 датчиков, располагаемых вертикально по одной линии со вторым верхним валком 12b, ряд 55, расположенный вертикально по одной линии с предпоследним верхним валком, и ряд 56, расположенный вертикально по одной линии с центральным валком из группы верхних валков. Каждый из этих рядов имеет, например, три датчика, расположенных вертикально по одной линии соответственно с нажимными роликами 22b, 22f и 22j. Кроме того, по одной оси с рядом 54 датчиков и рядом с краями пластины расположены датчики 61, 62 положения, состоящие из комплектов последовательно подключенных пяти датчиков, выставленных в направлении правки, которые представляют собой датчики известного типа и центральный датчик из которых расположен точно на линии 54.
Пластина 5 также имеет два регулируемых упора 60, каждый из которых имеет неподвижную часть 63, прикрепленную к пластине 5, и подвижную часть 64, положение которой может быть отрегулировано относительно неподвижной части, например, с помощью микрометрического винта и конец которой расположен так, чтобы упираться в первый нижний валок, как показано на фиг.7.
Для выполнения измерений пластину 5 размещают между нижними валками и верхними валками, и зажим начинают путем приведения в действие электродвигателей 19а, 19b. Показания, выдаваемые датчиками 61, 62 положения, позволяют проверить правильность установки ряда 54 датчиков в заданное положение, при котором он должен быть расположен вертикально по одной линии с валком 12b, и в случае необходимости скорректировать его положение с точностью порядка 0,1 мм путем использования регулируемых упоров 60. Эта первая стадия при выполнении измерений является решающей для обеспечения точной параллельности между рядами датчиков и валками и точной установки каждого ряда датчиков в заданное выровненное положение в вертикальной плоскости, проходящей через ось соответствующего валка.
Измерения усилия зажима могут затем быть выполнены посредством различных датчиков.
При изменении усилия зажима полные данные измерений, или данные всех измерений, полученные от всех или некоторых из датчиков на пластине, обеспечат возможность, например, определения сил, воспринимаемых балками, и пружинения листоправильной машины. На фиг.8 в качестве примера показана кривая пружинения для стойки, расположенной на выходной стороне листоправильной машины, при этом указанная кривая получена путем использования предназначенной для выполнения измерений пластины согласно изобретению, при этом по оси х отложены величины пружинения в мм, а по оси y отложены величины усилия зажима, действующего со стороны валков, в даН (в декаНьютонах).
Такая кривая пружинения затем может быть включена в регулировочные параметры листоправильной машины.
С помощью величин, выдаваемых каждым из датчиков отдельно, можно определить диаграмму нагрузки для каждого валка, который выставлен относительно некоторого ряда датчиков. График на фиг.9 показывает, например, профиль бочек входных валков листоправильной машины. Кривая 71 соответствует установке нажимных роликов на нуль; кривая 72 соответствует установке нажимных роликов со смещением -0,05 мм; кривая 73 соответствует установке нажимных роликов со смещением -0,1 мм. Каждая точка на кривых соответствует измерительному датчику, а величины, указанные на оси y, характеризуют усилие зажима, действующее со стороны валков на пластину, при этом оно определяется из данных выполненных измерений. Эти измерения, выполненные с помощью снабженной приборами пластины согласно изобретению, позволяют оценить правильность обычных регулировок, то есть установки нажимных роликов со смещением -0,1 мм, выполненных эмпирически с целью получения явно хорошей плоскостности. Следовательно, измерения, выполняемые в соответствии с изобретением, обеспечивают возможность получения хорошего отображения усилий зажима вдоль поперечного направления, приложение которых фактически осуществляется в листоправильной машине. Они также позволяют улучшить регулировку нажимных роликов с целью достижения лучшей плоскостности.
Изобретение не ограничено вариантом выполнения снабженной приборами пластины, описанной выше исключительно в качестве примера. В частности, количество и схема расположения рядов датчиков и количество датчиков в одном ряду могут быть изменены в соответствии с количеством валков в листоправильной машине, количеством нажимных роликов и измерениями, которые желательны. Кроме того, датчики положения и регулируемые упоры могут быть заменены эквивалентными средствами, подходящими для как можно более точной установки рядов измерительных датчиков вертикально по одной линии с валками.
Также следует отметить, что несмотря на то, что априори было предусмотрено получить характеристики листоправильной машины для максимальной ширины правки при использовании предназначенной для выполнения измерений пластины, имеющей данную ширину, также можно получить характеристики листоправильной машины, предназначенной для работы при заданном размере листа, отличающемся от максимального размера, при использовании предназначенной для выполнения измерений пластины, имеющей размеры, идентичные размерам изделия, для обработки которого желательно получить характеристики листоправильной машины. В этом случае пластина предпочтительно будет размещена так, чтобы она была расположена центрально в продольном направлении в листоправильной машине. Тогда полученные характеристики листоправильной машины могут быть использованы впоследствии для настройки ее, даже для правки листа меньшего размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА (ВАРИАНТЫ) | 2002 |
|
RU2228230C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2228231C2 |
| Листоправильная машина | 1987 |
|
SU1500407A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2041754C1 |
| Узел установки роликов листоправильной машины | 1989 |
|
SU1682000A1 |
| МНОГОВАЛКОВАЯ ПРАВИЛЬНАЯ МАШИНА | 2009 |
|
RU2518828C2 |
| ВАЛКОВАЯ ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1970 |
|
SU263553A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
Изобретение относится к области обработки металлов давлением, в частности к многовалковым листоправильным машинам и методам их калибровки. Устройство содержит расположенные перпендикулярно направлению правки комплекты верхних и нижних валков, пластину для выполнения измерений, размещенную между комплектами валков по их длине. Пластина имеет средства позиционирования для ее установки в заданное положение относительно валков и тензометрические датчики для измерения упругих деформаций, установленные с образованием нескольких поперечных рядов, расположенных вертикально по одной линии с одним из валков со стороны пластины, противоположной по отношению к валку. Способ калибровки состоит в том, что используют предназначенную для измерений пластину с датчиками, которую устанавливают в листоправильной машине в заданное положение при помощи средств позиционирования таким образом, чтобы каждый ряд датчиков располагался вертикально по одной линии с валком. Комплекты валков сближают с помощью средств регулирования зажима для создания действующего на пластину усилия зажима и измеряют усилия зажима с помощью упомянутых датчиков. Улучшается настройка листоправильной машины за счет обеспечения возможности выполнения калибровки под нагрузкой, улучшается регулировка нажимных роликов, корректируется пружинение правильных роликов в поперечном направлении. 2 н. и 8 з.п. ф-лы, 9 ил.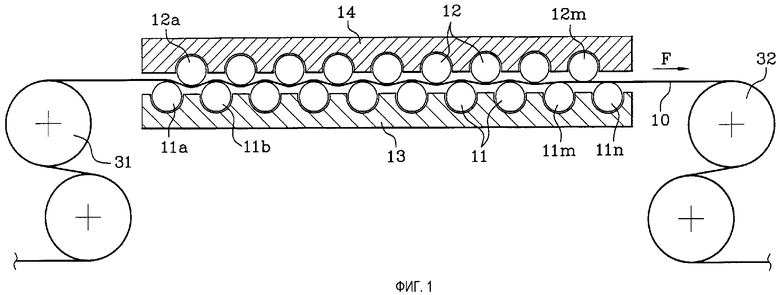
| US 5680785 А, 28.10.1997 | |||
| 0 |
|
SU161326A1 | |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСОВОГО ПРОКАТА | 1994 |
|
RU2069112C1 |
| ПЕРЕДНЯЯ ОПОРА РОТОРА ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ДВУХВАЛЬНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2561368C1 |
| Защитный щиток для сварщиков | 1940 |
|
SU60965A1 |

