Настоящее изобретение относится к интегрированному способу получения алкил- и алкенилзамещеных ароматических соединений.
Более конкретно, настоящее изобретение относится к интегрированному способу получения алкилзамещенных ароматических соединений, таких как этилбензол, и алкенилзамещенных ароматических соединений, таких как стирол и α-метилстирол (через кумол), из ароматического производного, такого как бензол, и алкана, такого как этан или пропан.
Еще более конкретно, настоящее изобретение относится к интегрированному способу получения этилбензола и стирола с одновременным дегидрированием этилбензола с образованием стирола, и этана - с образованием этилена, применяющегося в качестве реагента для синтеза этилбензола.
Хорошо известно, что стирол и α-метилстирол - это продукты, которые используют для производства термопластичных полимеров, таких как полистирол, сополимеры акрилонитрила, бутадиена и стирола, стиролакрилонитрильных смол, стирол-бутадиеновых эластомерных сополимеров, а также в композициях для изготовления ненасыщенных полиэфирных смол.
Стирол обычно получают каталитическим дегидрированием этилбензола в адиабатической или изотермической системе и в присутствии катализаторов, выбираемых из оксидов металлов или смесей оксидов металлов, а этилбензол получают алкилированием бензола, доступного в качестве продукта нефтепереработки, этиленом, получаемого при крекинге или при дегидрировании этана.
Реакция алкилирования может быть проведена в паровой фазе с использованием в качестве катализаторов цеолитов с высоким отношением SiO2/Al2O3, например, цеолитов ZSM-5, или кислот Льюиса, либо в жидкой фазе. Подробности синтеза этилбензола и его дегидрирования с получением стирола описаны в Stanford Research Institute (SRI International) Reports.
В патенте США 6031143 описан интегрированный способ получения этилбензола и стирола, который включает следующие технологические стадии:
- подачу потока бензола и подачу рециркулирующего потока, содержащего этилен, в установку алкилирования;
- смешивание потока, содержащего этилбензол и выходящего из установки алкилирования, с потоком, состоящим из этана;
- подачу полученной таким образом смеси в установку дегидрирования, содержащую катализатор, способный одновременно осуществлять дегидрирование как этана, так и этилбензола с образованием этилена и стирола, соответственно;
- подачу продукта, выходящего из установки дегидрирования, в сепарационную (разделительную) часть установки для получения потока, по существу состоящего из стирола, и потока, содержащего этилен;
- рециркуляцию потока, содержащего этилен, в установку алкилирования.
Установка дегидрирования включает первый реактор дегидрирования в псевдоожиженном слое и второй реактор регенерации отработанного катализатора. Последний непрерывно удаляют из нижней части первого реактора и подают в верхнюю часть второго реактора, где катализатор поддерживают в псевдоожиженном состоянии с помощью движущегося вверх предварительно нагретого воздуха. Таким образом, отработанный твердый катализатор медленно опускается вниз противотоком по отношению к поднимающемуся горячему воздуху, и в процессе этого нисходящего движения происходит регенерация катализатора, во время которой выгорают углеродсодержащие остатки, загрязняющие катализатор. Транспортировку катализатора из одного реактора в другой осуществляют с помощью транспортирующего газа, такого как воздух или азот.
Однако одновременное дегидрирование этана и этилбензола имеет свои недостатки, поскольку эти два продукта имеют характеристики, затрудняющие получение приемлемой степени превращения и селективности по отношению к этилену и стиролу при одних и тех же условиях работы. Например, для получения равновесной степени превращения этилбензола в стирол при атмосферном давлении, равной 50%, необходима температура около 615°С, в то время как в тех же условиях равновесная степень превращения этана в этилен составляет только 20%. Для достижения равновесной степени превращения этана в этилен, равной 50%, необходима температура не менее 720°С, но при этой температуре происходит термическая деструкция как этилбензола, так и стирола. Более подробно указанные процессы описаны в книге Paul H. Emmett "Catalysis - Hydrogenation and Dehydrogenation" vol. III, 453-471, 1995, Reinhold Publishing Corporation.
Таким образом, условия работы при осуществлении способа, описанного в цитируемом выше патенте США, достаточно ограничены, и необходим особенно тщательный контроль работы реактора дегидрирования.
Заявителем настоящей заявки разработан интегрированный способ получения алкилзамещеных ароматических соединений, таких как этилбензол, и алкенилзамещенных ароматических соединений, таких как стирол, обладающий большей гибкостью при работе и более широким выбором катализаторов. Способ включает использование реактора дегидрирования в псевдоожиженном слое, подача в который алкана (этана) по меньшей мере частично отделена от подачи этилбензола, как описано ниже, поскольку в системе "реактор псевдоожиженного слоя/регенератор" с циркуляцией твердого вещества имеются различные температурные зоны. Действительно, в установке псевдоожиженного слоя системы "реактор/регенератор" тепло, необходимое для дегидрирования, поступает от горячего регенерированного катализатора, который непрерывно подают в реактор дегидрирования по транспортным трубопроводам из регенератора, работающего при более высокой температуре.
Таким образом, задачей настоящего изобретения является интегрированный способ получения алкил- и алкенилзамещенных ароматических соединений, таких как этилбензол и стирол, который включает:
а) подачу в установку алкилирования потока, состоящего из ароматического углеводорода С6-С12 и рециркулирующего потока, содержащего алкенильный углеводород С2-С5;
б) возможное смешивание потока, выходящего из установки алкилирования и содержащего алкилароматическое соединение, с потоком, состоящим из алкильного углеводорода С2-С5;
в) подачу потока, полученного на стадии (б), в установку дегидрирования/регенерации с псевдоожиженным слоем, содержащую катализатор дегидрирования, способный осуществлять дегидрирование, также и одновременное, алкильного углеводорода, возможно присутствующего в потоке, и алкилароматического соединения;
г) непрерывную выгрузку отработанного катализатора, который накапливается в нижней части реактора дегидрирования, и его подачу в верхнюю часть реактора регенерации;
д) непрерывную выгрузку регенерированного катализатора, который накапливается в нижней части реактора регенерации, и его подачу в верхнюю часть реактора дегидрирования;
е) подачу потока углеводорода, выходящего из реактора дегидрирования, в сепарационную секцию для получения потока, по существу состоящего из алкенилзамещенного ароматического соединения, и потока, содержащего алкенильный углеводород;
ж) рециркуляцию потока, содержащего алкенильный углеводород, в установку алкилирования;
причем указанный интегрированный способ характеризуется тем, что текучая среда для транспортировки катализатора, который накапливается в нижней части регенератора при температуре 650-800°С, в реактор дегидрирования состоит из алкильного углеводорода С2-С5.
В соответствии с настоящим изобретением в установку алкилирования подают первый поток, состоящий из ароматического углеводорода, например, поток загружаемого свежего рафинированного (fresh refinery grade) бензола, т.е. имеющего чистоту не менее 95% масс., и второй рециркулирующий поток, по существу состоящий из алкенильного углеводорода, такого как этилен, и непрореагировавшего алкильного углеводорода, такого как этан. Более конкретно, этот второй поток состоит на 20-95% мол., предпочтительно на 40-80% мол. из этана, и на 5-80% мол., предпочтительно на 15-60% мол. из этилена, соответственно.
В рециркулирующем потоке также присутствуют, в количествах 0,1-2% масс. (в пересчете на общую массу этилена+этана), другие легкие продукты, например метан и водород, образовавшиеся как на стадии алкилирования, так и на стадии дегидрирования.
Оба потока поступают в установку для алкилирования, так чтобы молярное соотношение бензол/этилен удовлетворяло требованиям, предъявляемым современными технологиями, т.е. обычно между 1,8 и 50, предпочтительно, между 2 и 10. Реакцию алкилирования проводят в традиционных системах, например в соответствии со способом, описанным в европейском патенте 432814.
В способе, соответствующем настоящему изобретению, можно использовать любой реактор алкилирования, такой как реактор с неподвижным слоем катализатора или реактор псевдоожженного слоя, реактор со слоем носителя и каталитический дистилляционный реактор. Например, может быть использован каталитический дистилляционный реактор, работающий в смешанной газожидкостной фазе, описанный в патенте США 5476978 и в опубликованной международной патентной заявке WO 98/09929. В каталитическом дистилляционном реакторе реагенты и продукты каталитической реакции, в данном случае - реагенты и продукты алкилирования, одновременно разделяют перегонкой с использованием каталитического реактора в качестве дистилляционной колонны.
Предпочтительные катализаторы алкилирования включают синтетические и природные пористые кристаллические твердые вещества, такие как кислотные цеолиты, в которых атомное соотношение кремний/алюминий находится в пределах от 5/1 до 200/1. В частности, предпочтительными являются Y-цеолиты, бета-цеолиты, морденит, омега-, А-, Х- и L-цеолиты или пористые кристаллические вещества МСМ-22, МСМ-36, МСМ-49, МСМ-56 и ERS-10.
В альтернативном варианте выполнения настоящего изобретения реакция алкилирования может быть проведена с помощью реактора непрерывного действия с неподвижным слоем, работающего в газовой фазе, описанного, например, в патентах США 4409412 и 5517184. В этом случае катализатор выбирают из цеолитов группы ZSM, в которых атомное соотношение кремний/алюминий находится в пределах от 20/1 до 200/1. Примерами цеолитов типа ZSM являются ZSM-5, ZSM-11, ZSM-12, ZSM-23, ZSM-35, ZSM-38 и ZSM-48. Особенно предпочтительным является ZSM-5.
Реакцию алкилирования проводят при температурах и давлениях, которые, как известно специалистам в данной области техники, зависят от типа реакции и выбора реагентов. В случае алкилирования бензола этиленом температура реакции обычно находится в пределах от 50 до 450°С. Более конкретно, для процессов, протекающих в газовой фазе, температура предпочтительно находится в пределах от 325 до 450°С, в то время как в случае каталитического дистилляционного реактора, работающего в смешанной газожидкостной фазе, температура реакции, варьируя в пределах слоя катализатора, составляет от 140 до 350°С, предпочтительно от 200 до 300°С.
Давление в реакторе алкилирования поддерживают на уровне, составляющем от 0,5 до 6 МПа, предпочтительно от 2 до 4,5 МПа.
Поток ароматического углеводорода, выходящий из реактора алкилирования, может быть подвергнут традиционной обработке для получения, соответственно, по существу чистого потока непрореагировавшего ароматического продукта, например бензола, по существу чистого потока алкилзамещенного ароматического соединения, например этилбензола, и потока более тяжелых продуктов, по существу состоящего из ди- или полиалкилзамещенных ароматических соединений, например ди- или полиэтилбензолов.
Сепарационная (разделительная) система предпочтительно состоит из серии перегонных (дистилляционных) колонн; в первой колонне извлекают непрореагировавший бензол, который затем поступает рециклом в реактор алкилирования или установку переалкилирования, как описано ниже. Этилбензол извлекают во второй перегонной колонне и направляют на дегидрирование, в то время как полиэтилбензолы, такие как диэтилбензолы и триэтилбензолы, извлекают в третьей колонне.
Полиалкилзамещенные ароматические соединения, такие как полиэтилбензолы, могут поступать в реактор переалкилирования вместе с ароматическими углеводородами С6-С12, в описываемом случае - вместе с бензолом, для получения соответствующих монозамещенных ароматических соединений, таких как этилбензол, и повышения выхода реакции алкилирования.
Реактор переалкилирования предпочтительно состоит из реактора с неподвижным слоем катализатора, работающего в жидкой фазе, в которой присутствует традиционный катализатор переалкилирования, такой как Y-цеолит, бета-цеолит или морденит, предпочтительно Y-цеолит или бета-цеолит. Реакция переалкилирования может быть проведена так, как описано в патенте США 5476978.
В случае переалкилирования полиэтилбензолов бензолом молярное соотношение бензол/этилен, вычисленное по отношению к общему числу молей бензола, как в виде собственно бензола, так и в виде полиэтилбензола, и с учетом общего числа молей этилена, присутствующего в виде заместителя в полиэтилбензолах, составляет от 1,8/1 до 17/1, предпочтительно от 2,4/1 до 10/1. Температуру в реакторе переалкилирования поддерживают в пределах от 50 до 300°С, предпочтительно от 120 до 250°С, а давление поддерживают в пределах от 0,02 до 5,5 МПа, предпочтительно от 0,7 до 4,5 МПа.
Алкильный углеводород С2-С5 или, в предпочтительном случае, этан, который также может быть смешан с продуктом алкилирования, представляет собой поток свежего сырья, поступающего непосредственно с нефтепереработки, и, таким образом, является доступным, как и бензол, с чистотой не менее 95% масс. Этан, загружаемый на этой стадии, обычно составляет 0-70% масс. от общего количества этана.
Поток, содержащий продукт алкилирования, который также может быть смешан с этаном, подают в газообразном состоянии в основание реактора дегидрирования, который работает при температурах, лежащих в пределах от 450 до 650°С и давлениях от 0,1 до 3 атм. абс. (ата), предпочтительно при атмосферном давлении или давлении чуть больше атмосферного; скорость потока реагентов, выраженная в единицах объема реагента в час на литр катализатора (газовая часовая объемная скорость, или GHSV) лежит в пределах от 100 до 10000 час-1, предпочтительно от 100 до 1000 час-1, а время пребывания катализатора в зоне псевдоожиженного слоя составляет от 5 до 30 минут, предпочтительно от 10 до 15 минут.
Для оптимального проведения дегидрирования катализатор загружают в верхнюю часть реактора и поддерживают в псевдоожиженном состоянии с помощью потока углеводорода, подаваемого в основание аппарата, так что катализатор медленно движется вниз к нижней части аппарата, противотоком к поднимающейся газовой фазе. По мере продвижения катализатор медленно дезактивируется и накапливается в нижней части аппарата по существу в отработанном виде.
Отработанный катализатор непрерывно удаляют из нижней части реактора дегидрирования и подают с помощью транспортирующей среды, такой как воздух или азот, в реактор регенерации. Реактор регенерации работает по существу так же, как и реактор дегидрирования. Отработанный твердый катализатор загружают в верхнюю часть реактора и поддерживают в псевдоожиженном состоянии с помощью предварительно нагретого воздуха, возможно обогащенного кислородом, так что катализатор медленно движется вниз к нижней части аппарата, противотоком к поднимающемуся горячему воздуху. По мере продвижения углеродсодержащие остатки, содержащиеся в катализаторе, медленно выгорают, так что в нижней части регенератора накапливается по существу регенерированный катализатор. Благодаря высокой селективности реакции дегидрирования, для снабжения теплом, необходимым для поддержания теплового баланса системы, в регенератор также может быть подан топливный газ, горение которого обеспечивает поддержание указанного баланса.
Предпочтительно, чтобы регенератор работал при атмосферном давлении или давлении немного больше атмосферного, при объемной скорости в пределах от 100 до 1000 час-1 и времени пребывания твердых частиц в аппарате в пределах от 5 до 60 минут, предпочтительно от 20 до 40 минут. Температурный профиль в реакторе регенерации обычно составляет от 600 до 800°С.
Регенерированный катализатор при температуре около 650-800°С непрерывно удаляют из нижней части реактора регенерации и подают в реактор дегидрирования при помощи алкильного углеводорода С2-С5 или этана, используемого в качестве транспортирующей среды и составляющего от 30 до 100% масс. от его общего используемого количества, предпочтительно от 50 до 70% масс. Во время транспортировки из регенератора в реактор дегидрирования этан превращается в этилен, охлаждая, таким образом, катализатор, который затем подают в реакцию дегидрирования, создавая в реакторе оптимальный температурный профиль для превращения этилбензола в стирол.
В способе в соответствии с настоящим изобретением может быть использован любой катализатор, способный осуществить дегидрирование, по возможности, одновременное, парафина, такого как этан, и алкилароматического углеводорода, такого как этилбензол. Например, особенно предпочтительным являются катализаторы, описанные в Международной патентной заявке РСТ/ЕР 00/9196, приготовленные на основе железа и одного или более промоторов, выбранных из щелочных или щелочноземельных металлов и лантаноидов, на подложке из оксида алюминия, находящегося в дельта- или тета-фазе или в смешанной дельта+тета, тета+альфа или дельта+тета+альфа-фазе, модифицированного оксидом кремния и имеющего площадь поверхности, определенную способом БЭТ, предпочтительно менее 150 м2/г. Более конкретно, это катализатор, который включает:
- 1-60% масс., предпочтительно 1-20% масс. оксида железа;
- 0,1-20% масс., предпочтительно 0,5-10% масс., по меньшей мере одного оксида щелочного или щелочноземельного металла, например калия;
- 0-15% масс., предпочтительно 0,1-7% масс., второго промотора, выбранного из оксидов лантаноидов, например церия, лантана или празеодима;
- причем дополнение до 100% составляет оксид алюминия, модифицированный 0,08-5% масс. оксида кремния.
Другими примерами катализаторов являются катализаторы на основе галлия и платины, описанные в Европейском патенте 637578, или на основе хрома и олова, описанные в Европейском патенте 894781. Другие катализаторы дегидрирования парафинов и/или алкилароматических углеводородов описаны в Европейских патентах 400448 и 335130 и в Международной патентной заявке WO 96/34843.
Катализатор на основе галлия и платины может быть выбран из катализаторов, включающих:
- 0,1-34% масс., предпочтительно 0,2-3,8% масс. Ga2О3;
- 1-99 частей на миллион (масс.), предпочтительно 3-80 частей на миллион, платины;
- 0,05-5% масс., предпочтительно, 0,1-3% масс., оксида щелочного и/или щелочноземельного металла, например калия;
- 0,08-3% масс. оксида кремния;
- причем дополнение до 100% составляет оксид алюминия, находящийся в дельта- или тета-фазе или в смешанных дельта+тета-, тета+альфа- или дельта+тета+альфа-фазах и имеющий площадь поверхности менее 150 м2/г, определенную способом БЭТ.
Катализатор на основе хрома и олова может быть выбран из катализаторов, включающих:
- 6-30% масс., предпочтительно 13-25% масс. Cr2О3;
- 0,1-3,5% масс., предпочтительно 0,2-2,8% масс. SnO;
- 0,4-3% масс., предпочтительно 0,5-2,5% масс., оксида щелочного металла, например калия;
- 0,08-3% масс. оксида кремния;
- причем дополнение до 100% составляет оксид алюминия, находящийся в дельта- или тета-фазе или в смешанных дельта+тета-, тета+альфа- или дельта+тета+альфа-фазах и имеющий площадь поверхности менее 150 м2/г, определенную способом БЭТ.
По окончании дегидрирования выделяют дегидрированный поток, по существу состоящий из этилена и стирола. Более конкретно, поток включает: 15-30% масс. стирола; 7-15% масс. этилена; 10-50% масс. непрореагировавшего этилбензола и 15-55% масс. непрореагировавшего этана, а также другие продукты, такие как водород, метан, толуол, бензол, образовавшиеся как на стадии алкилирования, так и на стадии дегидрирования.
Дегидрированный поток охлаждают, фильтруют и направляют в секцию дистилляции для извлечения стирола и непрореагировавшего этилбензола, который подают рециклом на дегидрирование, а также для извлечения потока, содержащего этилен, который подают рециклом на загрузку в установку алкилирования.
Если имеющийся в наличии катализатор дегидрирования достаточно активен, т.е. для проведения реакции дегидрирования достаточно небольшого времени контакта реагирующего газа с катализатором, реактор дегидрирования может перейти в режим с сопутствующими потоками, при котором газ полностью переносит твердые вещества вверх пневматически (реактор с восходящим потоком). В этом случае скорость газа на единицу сечения реактора должна быть больше, чем конечная скорость самых крупных частиц, присутствующих в псевдоожиженном слое. Поэтому скорость газа на единицу сечения реактора имеет порядок величины по меньшей мере несколько м/с. Объемная скорость газа (GHSV) для такого реактора превышает 500 час-1, и предпочтительно превышает 1000 час-1. В этом случае алкильный углеводород поступает в нижнюю часть реактора с восходящим потоком, входя в контакт с катализатором при максимальной температуре реакции. Поток, содержащий алкилароматическое соединение, с другой стороны, вводят в реактор с восходящим потоком на подходящей высоте, когда уже произошло дегидрирование большей части алкильного углеводорода, и температура снизилась до значений, совместимых с правильным протеканием реакции дегидрирования алкилароматического соединения.
Интегрированный способ получения этилбензола и стирола в соответствии с настоящим изобретением можно дополнительно объяснить с помощью прилагаемой на фигуре блок-схемы, на которой в качестве неограничивающего примера представлен один из возможных вариантов выполнения.
В соответствии с обозначениями на схеме, (А) представляет собой установку алкилирования, (D) - реактор дегидрирования, (R) - установку регенерации катализатора, (С) - водяной конденсатор, (S) - скруббер, (SP) - сепарационную секцию установки, представленную последовательно соединенными средствами дистилляции, (F) - фильтрационную установку; (G1) и (G2) представляют собой два теплообменника для теплообмена между газами, (К1) и (К2) - компрессоры, (V) - сепаратор для разделения газа и жидкости, (LT) - мембранная сепарационная установка, (Т1) и (Т2) - пневматические трубопроводы для транспортировки катализатора между реактором и регенератором, и (ST) - дымовая труба для выброса дыма в атмосферу.
Таким образом, настоящее изобретение полностью проиллюстрировано на основании прилагаемой схемы и вышеизложенного описания. Действительно, поток (1), состоящий из бензола, и рециркулирующий поток (14), по существу состоящий из этилена и этана, вместе со следами водорода и метана, подают в качестве реагентов в установку (А) алкилирования. Инертные продукты (3), которые в противном случае могли бы накапливаться в производственном цикле, удаляют из установки алкилирования.
Алкилированный поток (4), по существу состоящий из этилбензола и этана, смешивают со вторым рециркулирующим потоком (16), содержащим этилбензол и поступающим из дистилляционной секции (S). Часть этана, необходимая для интегрированного способа в соответствии с настоящим изобретением, может быть добавлена посредством трубопровода (2) к потоку (4).
Полученную таким образом смесь (5) после предварительного подогрева в (G1) загружают через трубопровод (7) в реактор (D) дегидрирования. Реактор (D) работает вместе с установкой (R) регенерации катализатора. В частности, отработанный катализатор, который накапливается в нижней части (D), непрерывно удаляют и транспортируют пневматическим способом по трубопроводу (Т1), и, вводя транспортирующий газ, например, воздух или азот, в верхнюю часть регенератора (R). Поток (21) воздуха, отобранный из атмосферы (19), подвергают сжатию в (К2) с образованием потока (20), который предварительно подогревают в (G2) и подают в регенератор. Воздух (21), подаваемый в основание аппарата с помощью подходящего распределительного устройства, не показанного на чертеже, выжигает углеродсодержащие отложения (кокс), осевшие на поверхности катализатора, и, поднимаясь в противотоке, поддерживает твердые частицы в псевдоожиженном состоянии. Отходящие газы (22) из регенератора охлаждают в (G2), фильтруют в (F) и выбрасывают через (ST).
Аналогично, регенерированный катализатор, который накапливается в нижней части (R), непрерывно удаляют и транспортируют пневматическим способом по трубопроводу (Т2), вводя в качестве транспортирующего газа этан (6), в верхнюю часть реактора (D) дегидрирования. В процессе переноса этан тщательно смешивают с горячим катализатором, при этом он частично превращается в этилен, снижая температуру катализатора до значений, приемлемых для дегидрирования этилбензола.
Дегидрированный продукт (8), который по существу состоит из стирола, этилена, непрореагировавших этилбензола и этана, метана, водорода и других продуктов, таких как толуол и бензол, охлаждают в (G1), промывают от захваченных мелких частиц в (S), охлаждают далее в конденсаторе (С) и направляют в сепаратор (V). Поток (12) продуктов, способных к конденсации, по существу состоящий из стирола, этилбензола и других побочных продуктов (бензола, толуола), удаляют из нижней части (V), в то время как поток (11) легких продуктов, по существу состоящий из этилена, этана, метана и водорода, извлекают из верхней части аппарата.
Поток (12) направляют в дистилляционную установку (8), например, установку, включающую одну или более дистилляционных колонн, из которых извлекают стирол (18) высокой чистоты (>99,5%), вместе с этилбензолом (16), направляемым рециклом на дегидрирование, и побочными продуктами (17), направляемыми на последующую обработку.
Поток (11) доводят в аппарате (К1) до рабочего давления установки алкилирования, отделяют от водорода (15) в мембранной разделительной системе (LT) и подают рециклом в (А) в качестве первичного сырья по трубопроводу (14).
Ниже для лучшего понимания настоящего изобретения и варианта его осуществления приведен неограничивающий иллюстрирующий пример.
Пример
Описана интегрированная установка для получения стирола, работающая в течение 8400 часов в год с нормальной годовой производительностью 3500 тонн стирола.
На установке производят одновременное дегидрирование этана и этилбензола способом, аналогичным способу, описанному в патенте США 6031143. Этилбензол, необходимый для производства стирола, предварительно смешивают с этаном так, чтобы загружаемый в реактор поток состоял из 30% мол. этилбензола и 70% мол. этана. Реакцию проводят в псевдоожиженном слое при среднем давлении 1,5 атмосфер и температуре от 550°С в нижней части реактора до 600°С в верхней части каталитического слоя, куда загружают горячий регенерированный катализатор, выходящий из реактора. Объемная скорость газа (GHSV) составляет 300 стандартных литров газа (приведенных к нормальным условиям) в час на литр катализатора. Катализатор дегидрирования включает оксид галлия (2,33% масс.), оксид калия (0,6% масс), платину (75 частей на миллион), оксид кремния (1,56% масс.); дополнение до 100% составляет оксид алюминия, а время пребывания твердых частиц (катализатора) в аппарате равно 12 минутам. Степень превращения этилбензола составляет 52% масс., а селективность по стиролу - 92% масс. Степень превращения этана составляет 10% масс., а селективность по этилену - 90% масс. Таким образом, молярное соотношение между прореагировавшим этилбензолом и получаемым этиленом равно 2,5.
Дополнительное количество этана, равное 60% от количества, предварительно смешанного с этилбензолом, поступает в основание трубопровода, транспортирующего катализатор из регенератора в реактор, в котором температуру регенерированного катализатора доводят до средней температуры 650°С и до среднего давления 2 бар (0,2 МПа).
Этан действует как транспортирующий газ и также частично реагирует с образованием этилена. Выход этилена составляет 20% масс., и, следовательно, после того, как отходящий газ из псевдоожиженного слоя реактора смешивают с транспортирующим газом, поступающим из регенератора в реактор, молярное соотношение между прореагировавшим этилбензолом и образовавшимся этиленом составляет 0,99. Таким образом, с помощью дегидрирования этана получают дополнительное количество этилена, которое достаточно для использования в качестве реагента в секции алкилирования и для получения всего этилбензола, который вступает в реакцию в реакторе дегидрирования.
Использование: нефтехимия и химия ароматических соединений. Сущность: проводят одновременное дегидрирование смеси, содержащей алкильный и алкилароматический углеводород, и поступающей из установки алкилирования, в системе реактор-регенератор, с последующей рециркуляцией полученного таким образом дегидрированного алкильного углеводорода после стадии разделения в установку алкилирования. При этом в реакторе-регенераторе дегидрирования в качестве текучей среды для транспортировки катализатора используется алкильный углеводород C2-C5. Технический результат: разработка интегрированного способа получения алкил- и алкенилзамещенных ароматических соединений, обладающего большей гибкостью при работе и более широким выбором катализаторов. 2 н. и 34 з.п. ф-лы, 1 ил.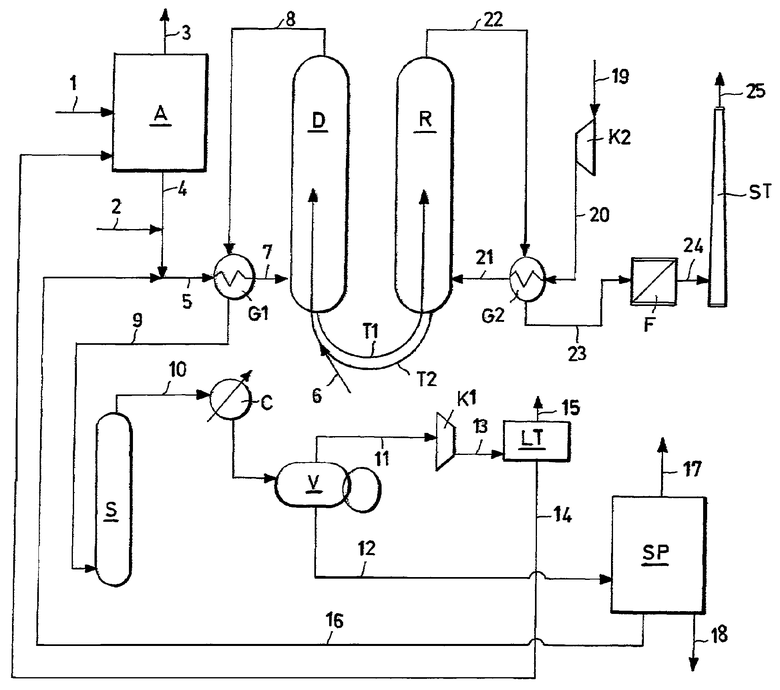
а) подачу потока, состоящего из ароматического углеводорода C6-C12 и рециркулирующего потока, содержащего алкенильный углеводород С2-С5, в установку алкилирования;
б) возможное смешивание потока, выходящего из установки алкилирования и содержащего алкилароматическое соединение, с потоком, состоящим из алкильного углеводорода C2-C5;
в) подачу потока, полученного на стадии (б), в установку дегидрирования/регенерации с псевдоожиженным слоем, содержащую катализатор, способный к осуществлению дегидрирования, также и одновременному, алкильного углеводорода, возможно присутствующего в потоке, и алкилароматического соединения;
г) непрерывную выгрузку отработанного катализатора, который накапливается в нижней части реактора дегидрирования, и его подачу в верхнюю часть реактора регенерации;
д) непрерывную выгрузку регенерированного катализатора, который накапливается в нижней части реактора регенерации, и его подачу в верхнюю часть реактора дегидрирования;
е) подачу потока углеводорода, выходящего из реактора дегидрирования, в сепарационную секцию для получения потока, по существу состоящего из алкенилзамещенного ароматического соединения, и потока, содержащего алкенильный углеводород;
ж) рециркуляцию потока, содержащего алкенильный углеводород, в установку алкилирования;
причем указанный интегрированный способ отличается тем, что текучая среда для транспортировки катализатора, который осаждается в нижней части регенератора при температуре 650-800°С, в реактор дегидрирования состоит из алкильного углеводорода С2-С5.
1-60 мас.% оксида железа;
0,1-20 мас.% по меньшей мере одного оксида щелочного или щелочноземельного металла;
0-15 мас.% второго промотора, выбираемого из оксидов лантаноидов;
причем дополнение до 100% составляет оксид алюминия, модифицированный 0,08-5 мас.% оксида кремния.
0,1-34 мас.% Ga2O3;
1-99 частей на миллион (мас.) платины;
0,05-5 мас.% оксида щелочного и/или щелочноземельного металла;
0,08-3 мас.% оксида кремния;
причем дополнение до 100% составляет оксид алюминия, находящийся в дельта- или тета-фазе или в смешанных дельта+тета-, тета+альфа- или дельта+тета+альфа-фазах и имеющий площадь поверхности, определенную способом БЭТ, менее 150 м2/г.
6-30 мас.% Cr2О3;
0,1-3,5 мас.% SnO;
0,4-3 мас.% оксида щелочного металла;
0,08-3 мас.% оксида кремния;
причем дополнение до 100% составляет оксид алюминия, находящийся в дельта- или тета-фазе или в смешанных дельта+тета-, тета+альфа- или дельта+тета+альфа-фазах и имеющий площадь поверхности, определенную способом БЭТ, менее 150 м2/г.
а) подачу потока, состоящего из ароматического углеводорода С6-C12 и рециркулирующего потока, содержащего алкенильный углеводород С2-С5, в установку алкилирования;
б) возможное смешивание потока, выходящего из установки алкилирования и содержащего алкилароматическое соединение, с потоком, состоящим из алкильного углеводорода С2-С5;
в) подачу потока, полученного на стадии (б), в установку дегидрирования/регенерации с псевдоожиженным слоем, содержащую катализатор дегидрирования, способный осуществить дегидрирование, также и одновременное, алкильного углеводорода, возможно присутствующего в потоке, и алкилароматического соединения;
г) непрерывную выгрузку отработанного катализатора, который накапливается в нижней части реактора дегидрирования, и его подачу в верхнюю часть реактора регенерации;
д) непрерывную выгрузку регенерированного катализатора, который накапливается в нижней части реактора регенерации, и его подачу в верхнюю часть реактора дегидрирования;
е) подачу потока углеводорода, выходящего из реактора дегидрирования, в сепарационную секцию для получения потока, по существу состоящего из алкенилзамещенного ароматического соединения, и потока, содержащего алкенильный углеводород;
ж) рециркуляцию потока, содержащего алкенильный углеводород, в установку алкилирования;
причем указанный интегрированный способ отличается тем, что среда для транспортировки катализатора, который осаждается в нижней части регенератора при температуре 650-800°С, в реактор дегидрирования состоит из алкильного углеводорода C2-C5, и тем, что реактор дегидрирования представляет собой реактор с восходящим потоком, находящийся в режиме с сопутствующими потоками, при котором газ пневматически полностью переносит твердые вещества вверх.
| US 6031143 А, 29.09.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЭТИЛБЕНЗОЛА | 1993 |
|
RU2114810C1 |
| RU 94041753 A1, 27.03.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ КУМОЛА | 1994 |
|
RU2141934C1 |

