Область техники
Настоящее изобретение, в целом, относится к способу алкилирования для получения алкилароматических соединений из олефина и ароматического соединения, а более конкретно к получению этилбензола посредством взаимодействия этилена и бензола в присутствии цеолитного катализатора.
Уровень техники
Различные способы получения алкилбензола посредством алкилирования бензола с помощью олефина известны в данной области. Среди наиболее широко используемых олефинов находятся этилен и пропилен. Алкилирование бензола этиленом дает этилбензол. Алкилирование бензола пропиленом дает кумол.
Алкилбензолы, такие как этилбензол и кумол (изопропилбензол), являются важными промышленными химикатами. В частности, этилбензол повсеместно используется для производства стирола, который может полимеризоваться с получением полистирола, а кумол может использоваться в качестве присадки для высокооктановых топлив или для производства фенола и ацетона.
Известны различные способы получения алкилбензолов, включая этилбензол, которое может осуществляться посредством алкилирования бензола этиленом следующим образом:
C6H6+C2H4→C6H5C2H5
Как правило, осуществляют последовательные стадии алкилирования с получением диэтилбензолов и других высших этилированных бензолов. Типичной является следующая далее реакция:
C6H5C2H5+C2H4→C6H4(C2H5)2
Другие реакции сочетания протекают в меньшей степени, давая такие материалы, как бутилбензолы, дифенилэтаны и более высококипящие соединения. Смесь может быть подвергнута дистилляции для извлечения этилбензола, бензола и высших этилированных бензолов, и высшие этилированные бензолы могут трансалкилироваться с помощью бензола с образованием дополнительного этилбензола. Способы, относящиеся к реакциям алкилирования, описаны в патенте США 5003119, Sardina et al., который включается сюда в качестве ссылки.
В качестве примера, реакции алкилирования могут иметь место в отдельном реакторе с неподвижным слоем и могут осуществляться адиабатически, то есть, без приложения внешнего нагрева или охлаждения, над цеолитным катализатором, при рабочем давлении, достаточно высоком для поддержания содержимого реактора в жидкой фазе. Осуществление реакции в жидкой фазе является более эффективным, чем ее осуществление в газовой фазе, и требует меньшего количества катализатора. Реакция может осуществляться с помощью множества слоев катализатора, расположенных последовательно. Например, бензол может вводиться в первый слой катализатора, а этилен может вводиться отдельно в каждый слой катализатора. Это многостадийное инжектирование этилена может использоваться, поскольку оно обеспечивает высокие локальные отношения бензола к этилену в слоях катализатора, для улучшения селективности, чистоты продукта и более продолжительного времени жизни катализатора. Конструктивные параметры реактора могут подбираться для обеспечения оптимального профиля температуры для каждого слоя катализатора, что приводит к увеличению времени жизни катализатора и минимальному количеству побочных продуктов.
Хотя этилен высокой чистоты является идеальным для получения алкилароматических соединений, он является более дорогостоящим для производства, чем разбавленный этилен. Разбавленные источники этилена являются легкодоступными, и реакторы алкилирования могут конфигурироваться различными способами для оптимизации производства алкилароматических соединений с помощью этиленового сырья с различными концентрациями. Однако этиленовое сырье с концентрациями этилена более низкими, чем примерно 70% молярных, как правило, являются непригодными для производства алкилароматических соединений, поскольку неэтиленовые компоненты в исходных материалах не растворяются в реакторах алкилирования при разумных давлениях, которые, как правило, меньше чем 1500 фунт/кв. дюйм. Это приводит к работе реактора алкилирования в газовой фазе, которая является менее эффективной и которая потребляет гораздо больше катализатора, чем жидкофазная реакция алкилирования. Даже этиленовое сырье, содержащее концентрации этилена, более высокие, чем 70% молярных, является непригодным для получения алкилароматических соединений, если оно содержит также значительные количества инертных низкомолекулярных примесей (которые не взаимодействуют с катализатором, но которые являются относительно низкокипящими), например водорода, метана, этана, азота, диоксида углерода, монооксида углерода и реже бутана и пентана. Водород, метан, азот, диоксид углерода и/или монооксид углерода в количествах от примерно 5% молярных или выше являются особенно проблематичными, поскольку низкие температуры кипения этих низкомолекулярных примесей делают их растворение в реакторе алкилирования особенно сложным.
Таким образом, существует необходимость в способе, который дает возможность эффективного алкилирования ароматических соединений, таких как бензол, с образованием алкилароматических соединений, таких как этилбензол. Кроме того, существует необходимость в способе, который использует разбавленные источники олефина, такого как этилен, сводит к минимуму отходы олефинов и уменьшает количество катализатора, потребляемого во время реакции алкилирования.
Сущность изобретения
Здесь предусматривается способ получения алкилароматического соединения. Способ включает (а) приведение в контакт разбавленного олефинового сырья с потоком обедненного абсорбционного масла, содержащего ароматическое соединение и алкилароматическое соединение, в абсорбционной зоне, с получением реакционного потока алкилирования, содержащего ароматическое соединение, алкилароматическое соединение и олефин; (b) взаимодействие реакционного потока алкилирования со стадии (а) в условиях реакции алкилирования в реакционной зоне алкилирования с получением выходящего потока, содержащего ароматическое соединение и алкилароматическое соединение; (с) разделение выходящего потока со стадии (b) на поток обедненного абсорбционного масла, который рециркулируют в абсорбционную зону стадии (а) и часть продукта; и (d) извлечение алкилароматического продукта из части продукта стадии (c).
Настоящее изобретение усовершенствует известные способы, давая возможность для эффективного производства алкилароматических соединений с помощью реакции относительно разбавленных источников олефинов с ароматическими соединениями.
Чертеж представляет собой блок-схему предпочтительного способа получения алкилароматических соединений.
Подробное описание предпочтительного варианта осуществления (вариантов осуществления) изобретения
Настоящее изобретение является пригодным для применения вместе с исключительно широким диапазоном концентраций этиленового сырья, находящихся в интервале от сырья концентраций этилена примерно 95% молярных или более до сырья с концентрациями этилена, достигающими примерно 3% молярных. Настоящее изобретение также является пригодным для применения этиленового сырья, которое содержит значительные количества низкомолекулярных примесей. Таким образом, настоящее изобретение может быть особенно выгодным в обстоятельствах, когда этиленовое сырье содержит примерно 70% молярных этилена или менее или низкомолекулярные примеси в количествах примерно 5% молярных или выше, или и то и другое, то есть сырье, которое, как правило, является непригодным для известных способов алкилирования.
В предпочтительном способе по настоящему изобретению алкилароматическое соединение, такое как этилбензол, может производиться следующим образом: газообразное этиленовое сырье (например, 3-95% молярных), например, от установок парового крекинга, каталитического крекинга, FCC (жидкостного каталитического крекинга), рафинеров, установок для коксования или других источников, вводят в абсорбер и приводят в контакт с потоком химикатов, который поглощает большую часть этилена, отделяет водород и другие инертные низкомолекулярные примеси, такие, например, как метан, этан, азот, диоксид углерода и монооксид углерода, а реже бутан и пентан, посредством отвода к вентиляционному скрубберу, а затем транспортирует адсорбированный этилен в реактор алкилирования, где он взаимодействует с бензолом.
Обращаясь к чертежу, этиленовое сырье вводят посредством линии 102 в вентиляционный абсорбер 104. В абсорбере 104 большая часть этилена поглощается в потоке обедненного абсорбционного масла (то есть в потоке, по существу не содержащем этилена), содержащем бензол и этилбензол.
Абсорбер может представлять собой тарельчатый абсорбер или насадочный абсорбер, или комбинированный абсорбер с колонной, содержащей насадку, и тарелками и может работать при предпочтительной температуре от примерно 6°С до примерно 100°С, более предпочтительно, в интервале примерно 10°С-20°С; и при предпочтительном давлении примерно 0-50 бар, более предпочтительно, в интервале примерно 10-30 бар. Абсорбер работает в режиме со сплошной паровой фазой (то есть газовой фазой) и может иметь от 5 до 150 ректификационных тарелок. Предпочтительное количество тарелок, как правило, равно 40. Ректификационные тарелки могут быть клапанного, ситчатого типа, типа с многоступенчатыми сливными стаканами или других типов. Тарелки с многоступенчатыми сливными стаканами являются предпочтительными в обстоятельствах, где абсорбер имеет высокую нагрузку жидкости, как в настоящем примере. Нагрузка жидкости для абсорбера, как правило, составляет от 10 до 60 галлонов на квадратный фут, предпочтительно, примерно 45 галлонов на квадратный фут. Абсорбер также может конструироваться либо с неупорядоченной, либо со структурированной насадкой. Количество ступеней дистилляции, создаваемых насадкой, может находиться в интервале от 4 до 75, предпочтительно, составлять 15. Абсорбер 104 имеет рабочие параметры, которые включают коэффициент безопасности от захлебывания жидкостью, который предпочтительно находится в интервале между 1,1 и 1,75, при этом более предпочтительный коэффициент безопасности от захлебывания жидкостью равен примерно 1,35. Абсорбер 104 имеет системный фактор, который находится в интервале между примерно 0,5 и примерно 1,0, предпочтительно, для этой системы он составляет примерно 0,85. Абсорбер конструируют с использованием обычной углеродистой стали. Использование таких сплавов, как нержавеющая сталь, не требуется. Тарелки абсорера могут конструироваться либо из углеродистой, либо из нержавеющей стали, а если применяется насадка, она может состоять либо из углеродистой, либо из нержавеющей стали.
Пары, которые могут содержать одну или несколько инертных низкомолекулярных примесей и/или другие примеси, например водород, азот, метан, этан, пропан, диоксид углерода, монооксид углерода, бутан, пентан, гексан, воду, неароматические соединения, бензол, толуол, этилбензол, и один или несколько полиэтилбензолов (РЕВ), таких как диэтилбензол, триэтилбензол и высшие этилированные бензолы и их смеси, направляют посредством линии 106 в вентиляционный скруббер 108, где ароматические соединения, в основном, бензол и РЕВ, извлекают во время контакта с потоком РЕВ и направляют посредством линии 110 в реактор трансалкилирования 112.
Вентиляционный скруббер может представлять собой тарельчатый вентиляционный скруббер или насадочный вентиляционный скруббер и может работать при предпочтительной температуре от примерно 6°С до примерно 125°С, более предпочтительно, в интервале примерно 10°С-40°С; и при предпочтительном давлении примерно в интервале 0-50 бар, более предпочтительно, в интервале примерно 10-30 бар. Вентиляционный скруббер работает в режиме сплошной паровой фазы. Вентиляционный скруббер может иметь от 5 до 100 ректификационных тарелок. Предпочтительное количество тарелок, как правило, равно 20. Тип ректификационных тарелок может представлять собой клапанный, ситчатый тип, тип с многоступенчатыми сливными стаканами или другие типы. Предпочтительным типом тарелок является клапанный. Нагрузка жидкости для вентиляционного скруббера, как правило, равна от примерно 0,1 до примерно 5 галлонов на квадратный фут. Предпочтительная нагрузка жидкости равна примерно 0,5 галлона на квадратный фут. Вентиляционный скруббер может также конструироваться либо с неупорядоченной насадкой, например, насыпной насадкой, такой как насадка из колец Паля, или насадка IMTP (Koch Engineering Co., Inc., Wichita, KS), либо со структурированной насадкой. Количество ректификационных ступеней, создаваемых с помощью насадки, может составлять от 4 до 75. Предпочтительное количество ступеней, как правило, равно 10. Предпочтительные рабочие параметры включают в себя коэффициент безопасности от захлебывания жидкостью в интервале между примерно 1,1 и примерно 1,75, более предпочтительно, он составляет примерно 1,25. Системный фактор для этой системы может находиться в интервале между примерно 0,5 и примерно 1,0, и предпочтительно составляет примерно 1,0. Вентиляционный скруббер конструируется с использованием обычной углеродистой стали. Использование сплавов, таких как нержавеющая сталь, не требуется. Тарелки вентиляционного скруббера могут конструироваться либо из углеродистой, либо из нержавеющей стали. Когда используется насадка, она может представлять собой либо углеродистую, либо нержавеющую сталь.
Как правило, водород, метан, этан, вода и малые количества С6 неароматических соединений и бензола уносятся из вентиляционного скруббера 108 через линию 130. Этилен, который не поглощается в потоке обедненного абсорбционного масла в абсорбере 104, предпочтительно менее чем 0,1% молярного которого направляют в абсорбер, также покидает абсорбер посредством линии 106 в парах из головной части колонны, и очень малое количество его может извлекаться в вентиляционном скруббере 108.
Выходящий поток из абсорбера 104, обогащенное масло, содержащий относительно высокие уровни этилена, как правило, содержит от примерно 60% массовых до примерно 90% массовых, предпочтительно, примерно 80% массовых бензола; от примерно 5% массовых до примерно 40% массовых, предпочтительно, примерно 15% массовых этилбензола; и от примерно 0,1% массового до примерно 5% массовых, предпочтительно, по меньшей мере, примерно 1% массовый этилена, в зависимости, частично, от чистоты источника этилена; и, как правило, некоторое количество диэтилбензола, этана, метана и водорода. Обогащенное масло покидает абсорбер посредством линии 116, где оно нагревается рядом с потоком обедненного абсорбционного масла, в линии 124, в теплообменнике 118 для сырья/выходящего потока реактора алкилирования, а затем посредством нагревателя 120 реактора алкилирования, перед поступлением в реактор 122 алкилирования. Поток обогащенного масла нагревают в теплообменнике 118 от входной температуры примерно 10°С-100°С до выходной температуры примерно 100°С-250°С посредством охлаждения потока обедненного абсорбционного масла от примерно 200°С-250°С до примерно 20°С-100°С.Эти температуры могут варьироваться для оптимизации баланса энергии способами, хорошо известными в данной области. Например, может использоваться большой теплообменник для переноса больших количеств тепла между потоками с целью экономии на стоимости энергии, или же теплообменник может совсем удаляться для экономии на стоимости оборудования, когда энергия является относительно недорогой. Нагреватель 120 реактора алкилирования работает при температуре в интервале между примерно 175°С и примерно 250°С.
Реактор 122 алкилирования предпочтительно представляет собой реактор с неподвижным слоем, содержащий, по меньшей мере, один слой свободного катализатора, такого как цеолит, например цеолит BEA (бета), цеолит MWW, цеолит Y, катализатор на основе морденита, катализатор MFI, катализатор на основе фауязита; или любой другой катализатор на основе молекулярных сит, пригодный для жидкофазного алкилирования, или сочетания любых из указанных выше катализаторов. Цеолит BEA является предпочтительным. Реактор работает в адиабатическом, однофазном режиме с заполнением жидкостью. Реактор алкилирования может представлять собой реактор с восходящим потоком или нисходящим потоком. Нисходящий поток представляет собой предпочтительную конфигурацию. Является предпочтительным, чтобы реактор 122 алкилирования работал в диапазоне температур примерно 150-300°C, более предпочтительно, примерно 180-250°C, и при давлении примерно 150-2000 фунт/кв. дюйм, более предпочтительно, примерно 300-1000 фунт/кв. дюйм; при типичной часовой объемной скорости жидкости (LHSV) в интервале примерно 2-1000, более предпочтительно, примерно 4-100. Отношение ароматических соединений к олефинам, как правило, равно от примерно 1,0 до примерно 10, предпочтительно, от примерно 1,5 до примерно 3,5. Реактор 122 алкилирования может работать в жидкой фазе, поскольку обогащенное масло содержит очень мало водорода или других инертных низкомолекулярных примесей, например метана, этана, диоксида углерода, монооксида углерода, азота или чего-либо подобного, поскольку их отделяют в абсорбере 104 и направляют посредством паров из головной части колонны, в линии 106, в вентиляционный скруббер 108, как описано выше. Удаление этих газов в абсорбере 104 является важным, поскольку оно уменьшает давление, необходимое в реакторе 122 алкилирования для осуществления взаимодействия в жидкой фазе, а жидкофазное алкилирование, как правило, является более желательным, поскольку оно является более эффективным и требует относительно меньшего количества катализатора, чем газофазная реакция. Является предпочтительным, чтобы отношение фенила (то есть бензола) к этилу в реакторе 122 алкилирования находилось в интервале между примерно 1,5 к 1 и примерно 10 к 1, более предпочтительно, составляло примерно 2,75 к 1, что будет приводить к превосходной селективности катализатора, то есть к высокому выходу и стабильности. При операции алкилирования может добавляться вода для улучшения выхода. Концентрация воды поддерживается в интервале между 0 м.д. и примерно 1500 м.д., предпочтительной является концентрация примерно 500 м.д. Преобразование этилена в этой реакции является по существу полным.
Как обсуждалось выше, реактор 122 алкилирования может работать в режиме либо с нисходящим потоком, либо с восходящим потоком, хотя примеры, обсуждаемые здесь, соответствуют реактору, работающему в режиме нисходящего потока. В реакторе алкилирования имеется перепад давления в интервале между примерно 1 фунт/кв. дюйм и примерно 15 фунт/кв. дюйм, предпочтительно, равный примерно 5 фунт/кв. дюйм. Предпочтительно от примерно 5% массовых до примерно 99% массовых, более предпочтительно, от примерно 75% массовых до примерно 95% массовых потока обедненного абсорбционного масла из реактора алкилирования направляют, посредством линии 124, в верхнюю часть абсорбера 104, после прохождения через теплообменник 118 для сырья/выходящего потока реактора алкилирования, где он охлаждается рядом с хвостовыми фракциями (обогащенным маслом) абсорбера, и через охладитель 126 абсорбера, где он охлаждается рядом с охладителем. Обедненное абсорбционное масло охлаждается до температуры в интервале между примерно 6 и примерно 100°С, предпочтительно, до примерно 12°С. Для контроля роста температуры в реакторе 122 алкилирования часть потока обедненного абсорбционного масла в линии 124 необязательно может рециркулироваться известным способом посредством линии 125 рецикла, которая направляет некоторую часть обедненного абсорбционного масла в линии 124 в линию 116, в любой точке на линии 116 между абсорбером 104 и реактором алкилирования 122. Линия 125 рецикла или линия 116 могут необязательно содержать охладитель 127 для дополнительного контроля роста температуры в реакторе 122 алкилирования. Точные размещения и регулировки могут легко быть проделаны специалистами в данной области, так что диапазон роста температуры может регулироваться и сводиться до менее примерно 10°С, так что поддерживаются оптимальные условия реакции. Узкий диапазон температур будет оптимизировать селективность, сводить к минимуму образование побочных продуктов и уменьшать дезактивацию катализатора. Остальной поток обедненного абсорбционного масла из реактора 122 алкилирования направляют, посредством линии 128, в колонну 132 дистилляции бензола.
Необязательно, реактор 122 алкилирования может содержать множество слоев, расположенных на расстоянии друг от друга, в виде пакета, формируя последовательные ступени реакционных зон алкилирования. Соответственно, между ступенями может располагаться множество входов для олефинового сырья. Например, этилен высокой чистоты полимерного качества (чистота от примерно 100% молярных до примерно 70% молярных) необязательно может добавляться непосредственно на одну или несколько ступеней реактора алкилирования с множеством слоев (не показано) в количествах, которые предпочтительно поддерживает отношение олефина к ароматическому соединению (например, бензолу) в реакторе алкилирования в интервале между примерно 10 к 1 и примерно 30 к 1, более предпочтительно, равное примерно 30 к 1, что приведет к превосходной селективности катализатора, то есть высокому выходу и стабильности. Например, может использоваться реактор алкилирования с шестью слоями, где разбавленный этилен взаимодействует в первом слое, а этилен высокой чистоты вводят в каждый из следующих далее пяти слоев. В любом из них, или во всех слоях, поток, покидающий слой реактора алкилирования, может охлаждаться перед добавлением дополнительного этилена высокой чистоты. Количество дополнительного добавленного этилена является примерно таким же, как и количество этилена, который взаимодействует в предыдущем слое. Этот способ будет поддерживать поток текучей среды в реакторе алкилирования в жидкой фазе и предотвращать испарение. Это приводит к эффективному использованию катализатора и сводит к минимуму общую стоимость производства.
В этих обстоятельствах предпочтительным является, чтобы поток в реакторе алкилирования охлаждался до примерно 200°С посредством генерирования пара или нагрева внутреннего технологического потока в положении, где добавляется этилен полимерного качества, или до этого. Эта дополнительная стадия будет, кроме того, понижать общую стоимость производства.
В другом необязательном расположении поток обедненного абсорбционного масла в линии 124, который может содержать значительные количества этана и относительно малые количества этилена, может направляться в колонну дистилляции этана (не показана). Результатом этой необязательной стадии было бы извлечение обедненного абсорбционного масла из нижней части колонны дистилляции этана, которое направлялось бы в абсорбер 104, и, в дополнение к этому, извлечение этана из верхней части колонны дистилляции этана. Этот извлеченный этан содержал бы относительно малые количества метана и мог бы быть, в частности, пригоден для использования в установке термического крекинга.
Возвращаясь в вентиляционный скруббер 108, в предпочтительном варианте осуществления ароматические соединения из вентиляционного скруббера 108 состоят, в основном, примерно из 4 частей бензола и примерно 1 части РЕВ и направляются, посредством линии 110, в реактор трансалкилирования 112. Как правило, линия 110 будет содержать нагреватель 111 в некоторой точке между пересечением линии 110 и линии 184 (обсуждается ниже) и реактором трансалкилирования 112, как показано. Нагреватель 111 работает при температуре в интервале между примерно 170°С и примерно 260°С, предпочтительная температура равна примерно 200°C. В реакторе трансалкилирования 112 ароматические соединения взаимодействуют над катализатором, и осуществляется примерно 50%-ное преобразование, которое приводит к тому, что жидкость, покидающая реактор трансалкилирования 112, содержит примерно 5 частей бензола примерно на 1 часть PEB.
Линия 114 переносит этот выходящий поток жидкости из реактора трансалкилирования 112 в колонну 132 дистилляции бензола. Выходящий поток из реактора трансалкилирования 112, как правило, вводят в колонну 132 дистилляции бензола выше выходящего потока регенерированного абсорбционного масла в линии 128 из реактора алкилирования, хотя он может вводиться в колонну дистилляции бензола в том же положении, что и линия 128 или ниже. Положения двух входов в ректификационную колонну оптимизируются, чтобы свести к минимуму поступление тепла в ребойлер 144 колонны дистилляции бензола, который обсуждается ниже.
Является предпочтительным, чтобы реактор 112 трансалкилирования работал в диапазоне температур примерно 170-260°C, более предпочтительно, примерно 200-250°C; и при давлении примерно 150-2000 фунт/кв. дюйм, более предпочтительно, примерно 300-600 фунт/кв. дюйм; с типичной LHSV в интервале примерно 1-1000, более предпочтительно, примерно 2-100. Реакция трансалкилирования осуществляется в жидкой фазе, адиабатически и по существу термически нейтрально, то есть при очень малом повышении температуры, меньшем, примерно, чем 2°C. реактор трансалкилирования 112 может представлять собой реактор либо с восходящим потоком, либо с нисходящим потоком, реактор с нисходящим потоком является предпочтительным.
Чертеж изображает работу с тремя ступенями дистилляции, которые используются для разделения выходящих потоков из реактора 122 алкилирования, в линии 128, и реактора 112 трансалкилирования, в линии 114, известным способом. Выходящие потоки в линиях 128 и 114 направляются в колонну 132 дистилляции бензола, где бензол извлекается из сырого продукта этилбензола. Бензол дистиллируется из головной части колонны в виде паров, которые направляются посредством линии 134 в конденсатор 136, где он сжижается и содержится в аккумуляторе 138. Конденсатор 136 может производить пар или может нагревать другие технологические потоки и может использовать охлаждающую воду или воздух. Рабочие параметры подбирают для оптимизации энергетической эффективности способа. Бензол откачивают через линию 140 и добавляют в поток обедненного абсорбционного масла в линии 124, который направляют в вентиляционный абсорбер 104. Бензол возвращают в поток обедненного абсорбционного масла для поддержания соответствующей концентрации бензола в линии 124, так что в реакторе 122 алкилирования имеется соответствующая селективность. Реакция алкилирования контролируется по равновесию, то есть отношение ароматических соединений к олефину определяет моноселективность. Некоторая часть бензола в линии 140 может отводиться, через линию 184, в линию 110 и по ней в реактор 112 трансалкилирования. Как и для реактора 122 алкилирования, поддержание соответствующей концентрации бензола в реакторе 112 трансалкилирования улучшает селективность. Свежий бензол может также добавляться в различных положениях из источника 180 бензола. Точное расположение не является важным для рабочих характеристик установки.
Возвращаясь к колонне 132 дистилляции бензола, линия 141 переносит часть потока в линии 140, то есть потока жидкой флегмы, в верхнюю часть колонны 132 дистилляции бензола для поддержания операции дистилляции. Линия 142 переносит поток жидкости из нижней части колонны 132 дистилляции бензола в ребойлер 144. Пары, и, возможно, некоторое количество жидкости, возвращаются обратно в колонну 132 дистилляции бензола через линию 143. Эти пары поддерживают операцию дистилляции в колонне 132 дистилляции бензола.
Оставшуюся часть потока из нижней части колонны дистилляции бензола, которая содержит этилбензол, PEB и более высококипящие соединения, направляют посредством линии 146 в колонну 148 дистилляции этилбензола. Типичное количество бензола, остающееся в потоке, в линии 146, равно от примерно 1 м.д. до примерно 5000 м.д., предпочтительное количество равно примерно 500 м.д.
Колонна 148 дистилляции этилбензола отделяет этилбензол, то есть конечный продукт, от полиэтилбензолов. Концентрация диэтилбензола в линии 150 находится в интервале между примерно 1 м.д. и примерно 50 м.д.,предпочтительно, составляет примерно 5 м.д. Поток паров этилбензола из головной части колонны покидает колонну 148 дистилляции этилбензола посредством линии 150, сжижается в конденсаторе 152 и направляется в аккумулятор 154, а затем откачивается посредством линии 156 как продукт этилбензола. Конденсатор 152 может производить пар или может нагревать другие технологические потоки и может использовать охлаждающую воду или воздух.
Линия 157 переносит часть потока в линии 156, то есть поток жидкой флегмы, в верхнюю часть колонны 148 дистилляции этилбензола для поддержания операции дистилляции. Линия 158 переносит поток жидкости из нижней части колонны 148 дистилляции этилбензола в ребойлер 160. Пары и, возможно, некоторое количество жидкости возвращаются назад в колонну 148 дистилляции этилбензола посредством линии 159. Эти пары поддерживают операцию дистилляции в колонне 148 дистилляции этилбензола.
Поток из нижней части колонны дистилляции этилбензола в линии 162, который содержит PEB и более высококипящие соединения, направляют в колонну 164 дистилляции PEB для отделения PEB от более высококипящих соединений (например, тяжелого гудрона).
Колонна 164 дистилляции PEB отделяет PEB от тяжелого гудрона, который может, как правило, содержать тетраэтилбензол, пентаэтилбензол, дифенилметан, 1,1-дифенилэтан, 1,2-дифенилэтан, втор-бутилбензол и/или другие высококипящие ароматические соединения. Как правило, в гудроне теряется менее чем примерно 5% массовых триэтилбензола. Тяжелый гудрон откачивают в качестве потока из нижней части колонны дистилляции PEB посредством линии 170. Гудрон может, кроме того, обрабатываться как текучая среда для переноса тепла или использоваться в качестве топлива. Пары PEB из головной части колонны направляют посредством линии 172 для ожижения в конденсатор 174 и направляют в аккумулятор 176. PEB направляют посредством линии 178 в охладительную установку 182, где он охлаждается перед направлением в вентиляционный скруббер 108, где его приводят в контакт с потоком из линии 106. Конденсатор 174 может производить пар или может нагревать другие технологические потоки и может использовать охлаждающую воду или воздух.
Линия 179 переносит часть потока в линию 178, то есть в поток жидкой флегмы, в верхнюю часть колонны 164 дистилляции PEB для поддержания операции дистилляции. Линия 166 переносит поток жидкости из нижней части колонны 164 дистилляции PEB в ребойлер 168. Пары и, возможно, некоторое количество жидкости, возвращаются назад в колонну 164 дистилляции PEB посредством линии 167. Эти пары поддерживают операцию дистилляции в колонне 164 дистилляции PEB.
Хотя настоящее изобретение описывалось со ссылками на предпочтительные варианты осуществления, специалисты в данной области поймут, что могут быть проделаны различные изменения, и эквиваленты могут заменить их элементы без отклонения от рамок настоящего изобретения. Например, химические компоненты, используемые при осуществлении настоящего изобретения, могут изменяться, по меньшей мере, в соответствии с олефином, который используется, ароматическим соединением, которое алкилируется, и с химикатом, восполняющим исходный материал олефина. Например, в дополнение к этилену, используемый олефин может включать в себя пропилен или другие олефины с разветвленной или линейной цепью, содержащие от 2 до, по меньшей мере, 20 атомов углерода. Используемое ароматическое соединение может включать в себя, в дополнение к бензолу, нафталин, антрацен, фенантрен и их производные. Таким образом, с помощью способов по настоящему изобретению могут производиться этилбензол, кумол и другие алкилароматические соединения.
Также, различные компоненты описанной выше системы могут заменяться другими известными компонентами, например реактор алкилирования, реактор трансалкилирования, абсорбер и/или ректификационная колонна. В дополнение к этому, являются возможным множество других конфигураций теплообменников, нагрева и охлаждения, в зависимости от местных условий. Например, в способах по настоящему изобретению могут использоваться воздушное или водяное охлаждение и различные уровни производства пара. Стадия извлечения алкилароматического продукта может включать одну или несколько операций дистилляции.
Таким образом, предполагается, что настоящее изобретение не должно ограничиваться конкретными вариантами осуществления, описанными здесь для осуществления настоящего изобретения, но что настоящее изобретение будет включать в себя все варианты осуществления, попадающие в объект прилагаемой формулы изобретения.
Приведенная ниже таблица иллюстрирует практический вариант осуществления способа получения алкилароматических соединений.
Изобретение относится к способу алкилирования для получения алкилароматических соединений. Способ включает следующие стадии. В абсорбционной зоне приводят в контакт разбавленное олефиновое сырье с потоком обедненного абсорбционного масла, содержащим ароматическое соединение и алкилароматическое соединение. Полученный поток обогащенного абсорбционного масла, содержащий ароматическое соединение, алкилароматическое соединение и олефин, направляют в реакционную зону алкилирования, где он взаимодействует в условиях реакции алкилирования в присутствии катализатора. Полученный поток обедненного абсорбционного масла, содержащий ароматическое соединение и алкилароматическое соединение, разделяют на поток обедненного абсорбционного масла, который рециркулируют в абсорбционную зону и часть продукта, из которого извлекают алкилароматическое соединение. Изобретение позволяет использовать разбавленное олефиновое сырье, уменьшить отход олефина и количество требуемого катализатора. 30 з.п. ф-лы, 1 табл., 1 ил.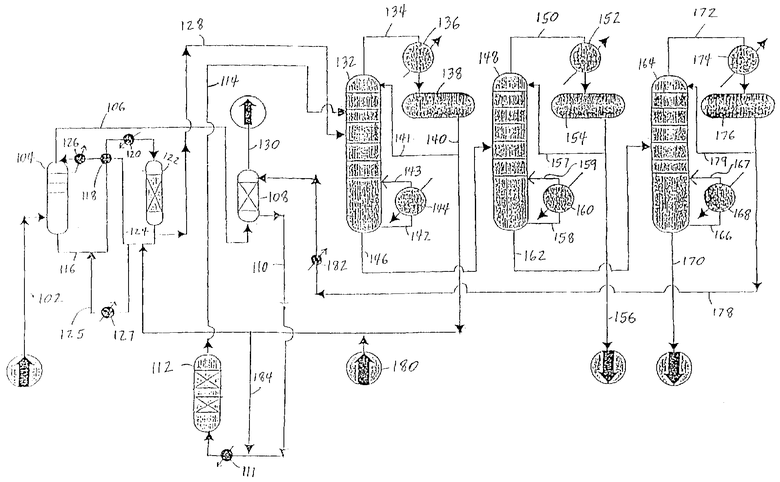
(a) приведение в контакт разбавленного олефинового сырья с потоком обедненного абсорбционного масла, содержащим ароматическое соединение и алкилароматическое соединение, в абсорбционной зоне, с получением потока обогащенного абсорбционного масла, содержащего ароматическое соединение, алкилароматическое соединение и олефин;
(b) взаимодействие потока обогащенного абсорбционного масла со стадии (а) в условиях реакции алкилирования в присутствии катализатора в реакционной зоне алкилирования с получением выходящего потока обедненного абсорбционного масла, содержащего ароматическое соединение и алкилароматическое соединение;
(c) разделение выходящего потока со стадии (b) на поток обедненного абсорбционного масла, который рециркулируют в абсорбционную зону стадии (а), и часть продукта; и
(d) извлечение алкилароматического соединения из части продукта стадии (с).
| US 5430211 А, 04.07.1995 | |||
| US 4107224 А, 15.08.1978 | |||
| ДВУХСТАДИЙНЫЙ СПОСОБ АЛКИЛИРОВАНИЯ БЕНЗОЛА С ОБРАЗОВАНИЕМ ЛИНЕЙНЫХ АЛКИЛБЕНЗОЛОВ | 1997 |
|
RU2173677C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ АЛКИЛБЕНЗОЛОВ | 1999 |
|
RU2169134C2 |

