Предлагаемое изобретение относится к области литейного производства и может быть использовано для литья любых металлов, включая тугоплавкие и химические активные.
Аналогом предлагаемого технического решения является способ плавки металла в промежуточной емкости с отливкой слитков, при котором происходит хорошее усреднение расплава, его очистка от легких и тяжелых примесей, а при литье образуется бездефектная кристаллическая структура. Способ включает приготовление расплава в отдельной промежуточной емкости с последующим его переливанием и кристаллизацией в изложнице [1]. Методы плавки в промежуточной емкости с отливкой слитков обеспечивают высокую плотность слитков, однородный химический состав и достаточно однородную кристаллическую структуру. Данный способ нашел применение для изготовления круглых и плоских слитков небольшого сечения.
Наиболее близким техническим решением является способ по патенту RU 2089633 C1 [2].
Целью предлагаемого изобретения является повышение эффективности использования и расширение технических возможностей.
Использование вращения промежуточной емкости позволяет увеличить площадь обогрева ванны расплава. При вращении промежуточной емкости часть расплава поднимается за счет вязкостных свойств, выше горизонтального уровня основной ванны расплава, обеспечивая хороший теплообмен за счет большой площади обогрева. При этом происходит хорошее удаление летучих и газовых примесей из расплава, интенсивное перемешивание и усреднение состава.
Использование наклона и вращения промежуточной емкости позволяет рафинировать расплав от тяжелых, летучих и нерастворимых примесей за счет центробежных сил вращения и расположения сливного отверстия по центру промежуточной емкости.
Поставленная цель достигается тем, что известный способ литья металла в емкости с переменным наклоном и вращением включает получение расплава в промежуточной вращающейся емкости и слив расплава через центральное сливное отверстие в форму, отличающийся тем, что расплав получают в наклонной промежуточной вращающейся емкости, а слив металла осуществляют за счет увеличения глубины ванны расплава, а также изменением угла наклона и скорости вращения емкости. Сливаемый расплав подогревают независимыми источниками нагрева, на кристаллизуемый расплав воздействуют вибрацией, магнитным полем и ультразвуком.
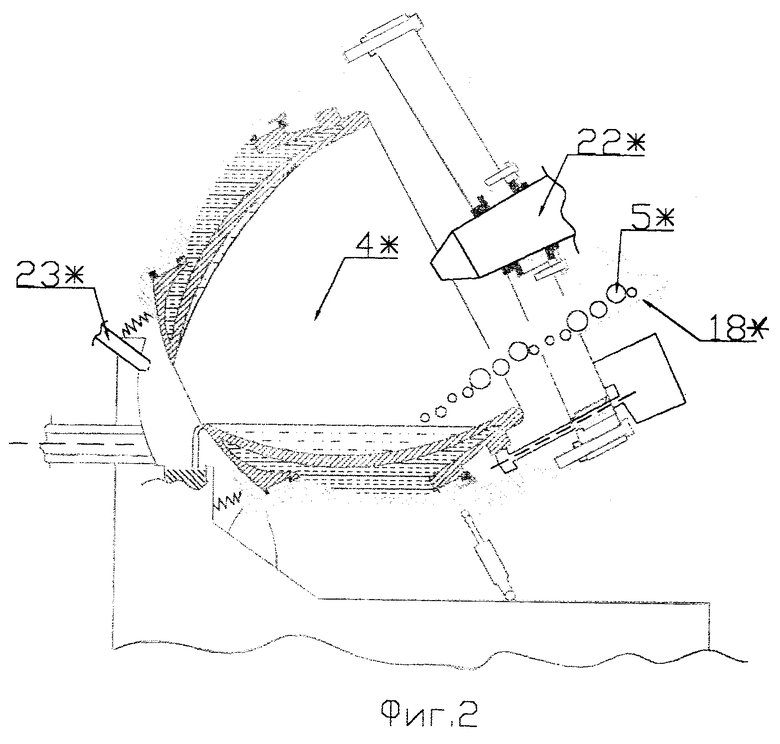
Предложенный способ реализует установка, изображенная на фиг.1. Установка включает образующуюся жидкую ванну расплава 1, твердый гарнисаж 2, формируемое изделие (слиток; фасонную отливку; лист; трубу) 3, расплав образуется за счет электродуги 4, стекая с электрода 5. Ванна удерживается во вращающейся, сферической, наклонной емкости 6, нейтральная атмосфера и откачка отходящих газов обеспечивается за счет патрубка 7, а гибкое соединение 8 упрощает конструкцию и уменьшает вес поворотной части установки. Водяное охлаждение 9 емкости 6 обеспечивает теплоотвод, соленоид 10 служит для фокусировки или расфокусировки дуги 4. Шарнирное соединение 11 и подъемно-опускающее устройство 12 обеспечивают поворот установки, которая крепится на основе 13. Вращение емкости обеспечивается за счет передачи 14 и двигателя вращения 16 через уплотнение 15. Уплотнение 17 служит для герметизации штока 22, соединенного с приводом 18 электрода 5. Корпус установки 20 закрыт крышкой 19, на которой крепятся стойки 21 привода 18. Установка может иметь подогревающее устройство 23, которым может служить индуктор, плазмотрон, электролучевая пушка, нагреватель электросопротивления лазер. Ток на емкость 6 подается через скользящие контакты 24. Водяная герметизация обеспечивается за счет скользящих уплотнений 25, а герметизация корпуса 20 и крышки 19 за счет уплотнения 26. Силовое воздействие на кристаллизующийся расплав обеспечивается за счет устройства 27, закрепленного на форме, изложнице или кристаллизаторе 28.
На фиг.2 изображена другая модификация установки, обеспечивающая осуществление способа, где электродуга 4 заменяется на электронный луч, плазму, лазерный луч 4*; подача сырья обеспечивается не за счет переплавляемого электрода 5, а за счет кусково-порошковой шихты 5*; через подающий желоб 18*; токопроводящий шток 22 заменен на одну или несколько электронно-лучевых пушек, плазмотронов, лазеров 22*; а подогревающее устройство может иметь другое расположение 23* с переменной осью направления нагрева, в качестве нагревателя здесь может служить плазмотрон, электронно-лучевая пушка, лазер.
Способ могут обеспечивать устройства комбинированного исполнения, показанные на фиг.1 и 2, где могут применяться совместно или раздельно различные источники нагрева, а также может использоваться комбинированная подача металла.
При получении металла способом плавки в глухой емкости или на холодном поду путь тугоплавкой плохорастворяемой частицы, находящейся в жидком расплаве, ограничен по времени. Так в глухом кристаллизаторе путь тугоплавкой частицы зависит от глубины жидкой ванны и скорости вращения данной ванны. Частица, проходя по спирали при малом вращении, вмораживается в гарнисаж ближе к центру слитка, при большом - дальше от центра слитка. В ванне с холодным подом общий путь тугоплавкой частицы зависит от глубины ванны расплава и ее общей длины. В том и в другом случаях путь данной частицы не может быть бесконечным и рано или поздно она вмерзает в гарнисаж. Хотя сама по себе тугоплавкая частица как примесь для сплава может быть полезна, вредным является только ее размер. Если, например, частица W, Мо или какой-либо тугоплавкий карбид превышают определенный размер, то в дальнейшем вокруг данного включения в изделии собираются концентраторы напряжений, по которым и происходит разрушение деталей.
Если же данные частицы равномерно растворить во всем объеме изделия так, чтобы они не превышали критических размеров, то за счет этого сплав упрочняется и не имеет опасных точек с концентрацией напряжений. Способ по патенту RU 2089633 C1 [2], выбранный в качестве прототипа, предназначен для устранения попадания тугоплавких примесей в кристаллизуемый металл, который включает получение расплава в промежуточной вращающейся емкости и слива расплава через центральное сливное отверстие в кристаллизатор или форму. В отличие от него предлагаемый способ включает все положительные стороны прототипа, но в отличие от него имеет ряд преимуществ за счет изменяемого вращения и угла наклона емкости, так как если требуется более полно и качественно подготовить определенный объем металла, то, увеличивая наклон от вертикальной оси и скорость вращения, можно получить хорошо перемешанный расплав. Затем, если требуется его быстрый слив в изложницу или штамп для получения более мелкозернистой структуры, идет уменьшение угла наклона от вертикальной оси и одновременно скорости вращения. За счет подобного же изменения наклона и вращения можно увеличить количество загрузки порционной шихты в емкость, тем самым упрощается процесс управления установкой. Кроме того, за счет изменения наклона и вращения появляется возможность менять штампы, изложницы и кристаллизаторы между заливками без какой-либо потери металла. В конце плавления за счет перевода оси емкости в вертикальное положение и остановки вращения можно добиться максимального уменьшения гарнисажа и максимального слива расплава.
Дополнительный подогрев в зоне сливного отверстия удаляет излишние настыли, а подогрев в зоне кристаллизации устраняет усадочные раковины.
Дополнительное силовое воздействие на кристаллизующийся расплав позволяет измельчать зерно, обеспечивает более качественное заполнение форм, улучшает механические свойства металла.
Поэтому предлагаемый способ может успешно быть применен в производстве.
Источники информации
1. Андреев А.Л. и др. - Плавка и литье титановых сплавов, - М.: Из-во "Металлургия". 1994 г. (стр.178-186).
2. Способ литья металла - RU 2089633 C1, С 22 В 9/18, 10.09.1997 г, 3 л.
Изобретение может быть использовано для литья металлов, в частности, тугоплавких и химически активных. В промежуточной вращающейся емкости получают расплав электрошлаковым методом либо посредством плавки шихты электронным лучом, плазмой, лазерным лучом. При вращении наклонной емкости тяжелые тугоплавкие частицы смещаются в сторону от слива расплава. Изменением скорости вращения и угла наклона емкости можно обеспечить режимы, при которых тугоплавкие включения практически полностью растворяются в расплаве и служат лигатурой. Этими же приемами можно изменять количество загружаемой в емкость порции шихты. Сливаемый расплав дополнительно подогревают, воздействуют вибрацией, магнитным полем и ультразвуком. Обеспечивается упрощение процесса управления установкой, повышение эффективности использования и расширение технических возможностей. 2 з.п. ф-лы, 2 ил.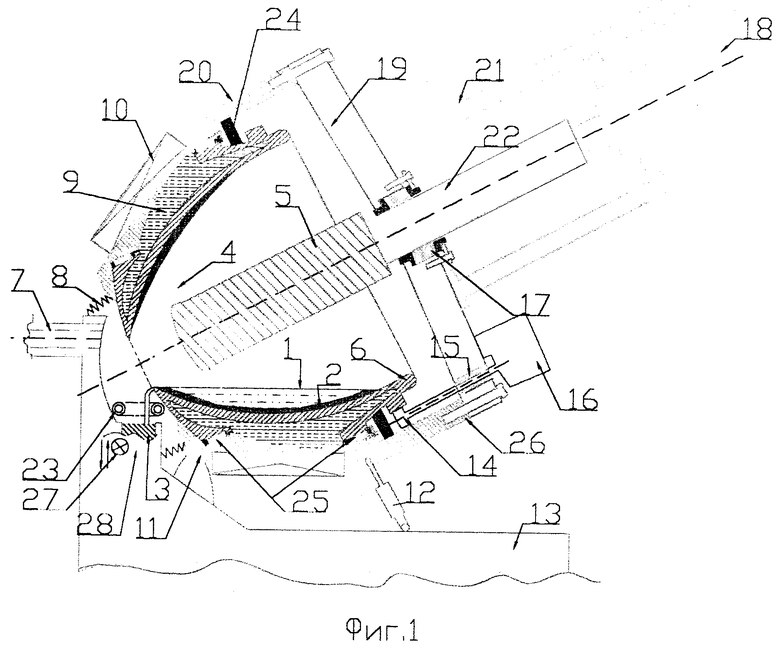
| УСТРОЙСТВО ДЛЯ ПЛАВЛЕНИЯ И ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2089633C1 |
| ПЛАВИЛЬНАЯ ПЕЧЬ | 1996 |
|
RU2102668C1 |
| Способ электрошлаковой выплавки полых слитков | 1970 |
|
SU340294A1 |

