Предлагаемое изобретение относится к области контактной стыковой сварки оплавлением и может быть использовано при создании стыкосварочного оборудования для соединения длинномерных изделий (например, для сварки плетей рельсов в полевых условиях).
В качестве аналогов к предлагаемому изобретению могут быть приняты машины для контактной стыковой сварки рельсов в полевых условиях К-355, К-900, К-920 (Кучук-Яценко С.И. Контактная стыковая сварка оплавлением. Киев: Наукова думка, 1992).
Все эти машины принципиально выполнены по одной схеме и состоят из неподвижного зажима, подвижного зажима и устройства для удаления усиления сварного соединения, установленного на подвижном зажиме. Работают эти машины следующим образом.
Свариваемые детали зажимают в неподвижном и подвижном зажимах, выполняется собственно цикл сварки. После осадки снимают давление с неподвижного зажима и подвижный зажим вместе со сваренными деталями возвращается в исходное положение. Далее подвижный зажим снова зажимают, снимают давление с подвижного зажима и перемещают подвижный зажим вместе с устройством для удаления усиления по направлению к неподвижному зажиму, выполняя срезку усиления сварного шва. После этого неподвижный и подвижный зажим разжимают. К недостаткам аналогов следует отнести то, что их можно использовать для сварки длинномерных изделий только в том случае, если в этих изделиях отсутствуют упругие растягивающие реакции на момент окончания цикла сварки. Тем более такие машины неприменимы для сварки рельсов с натягом.
При использовании этих машин для соединения плетей рельсов перед сваркой на одной из соединяемых плетей формируется петля для исключения возникновения растягивающей реакции в сваренных плетях. Очевидно, что трудоемкость вспомогательных работ при использовании машин-аналогов весьма высока.
Известна машина для сварки рельсов в полевых условиях К-922 (Кучук-Яценко С.И., Кривенко В.Г., Бондарук А.В., Дидковский А.В., Микитин Я.И., Гудков А.В. "Контактная стыковая сварка рельсов: опыт и перспективы". Путь и путевое хозяйство, №9, 2004, стр.15-17), выбранная в качестве прототипа к предлагаемому изобретению.
Машина состоит из неподвижного зажима, подвижного зажима, устройства для удаления усиления сварного соединения, снабженного собственным приводом перемещения вдоль продольной оси рельсов.
Машина по прототипу работает следующим образом.
Свариваемые детали зажимают в неподвижном и подвижном зажимах, выполняется собственно цикл сварки. После осадки при зажатых неподвижном и подвижном зажимах производят срезку усиления сварного шва путем перемещения устройства для удаления усиления по направлению к неподвижному зажиму. Сваренные рельсы удерживаются в неподвижном и подвижном зажимах до остывания сварного соединения. После остывания сварного соединения до требуемой температуры неподвижный и подвижный зажимы разжимают.
Машина по прототипу выгодно отличается от рассмотренных выше аналогов и может быть использована для сварки рельсов с натягом. К недостаткам машины можно отнести то, что ее нельзя использовать для подтягивания рельсов при подготовительных операциях, когда перед выполнением сварки между торцами, подлежащими соединению, имеется большой зазор (например 20...50 мм); для этого необходимо иметь в наличии другое вспомогательное путевое оборудование, позволяющее удерживать рельсы в напряженном состоянии перед зажатием их в сварочной машине. Естественно, это снижает производительность ремонтно-сварочных работ в полевых условиях.
Задачей предлагаемого решения является расширение технологических возможностей сварочного оборудования при соединении длинномерных изделий, например, при соединении плетей рельсов или труб в полевых условиях, при выполнении ремонтной сварки железнодорожного пути.
Поставленная задача решается следующим образом - предлагается машина для контактной стыковой сварки оплавлением длинномерных изделий, содержащая неподвижный зажим, направляющие, подвижный зажим, установленный с возможностью перемещения относительно неподвижного зажима по направляющим вдоль продольной оси свариваемых деталей, устройство для удаления усиления сварного шва, при этом она дополнительно содержит вспомогательный зажим, жестко связанный с неподвижным зажимом и выполненный с возможностью удержания свариваемых деталей при выполнении операции удаления усиления сварного шва во время остывания последнего и при подтягивании деталей во время выполнения вспомогательных операций перед сваркой, причем подвижный зажим расположен между неподвижным и вспомогательным зажимами.
На чертеже представлена схема предлагаемой машины, состоящей из неподвижного зажима 1, направляющих 2, подвижного зажима 3, устройства для удаления усиления сварного соединения 4, вспомогательного зажима 5, свариваемых деталей 6 и 7. Неподвижный зажим 1 служит для удержания свариваемой детали 6 во время исполнения цикла сварки.
Направляющие 2 служат для придачи направления перемещения подвижного зажима 3.
Подвижный зажим 3 служит для удержания свариваемой детали 7. Устройство для удаления усиления сварного соединения 4 предназначено для удаления выдавленного при осадке из зоны сварки металла усиления сварного соединения.
Вспомогательный зажим 5 предназначен для удержания свариваемых деталей 6 и 7 во время выполнения операции удаления усиления сварного соединения, при остывании сварного соединения, а также при подтягивании деталей 6 и 7 при выполнении вспомогательных операций перед сваркой. Вспомогательный зажим 5 жестко связан с неподвижным зажимом 1.
Машина работает следующим образом.
В непоподвижном зажиме 1 зажимают свариваемую деталь 6.
В подвижном зажиме 3 зажимают свариваемую деталь 7. Если между деталями 6 и 7 имеется зазор, выполняют операцию подтягивания, состоящую в следующем: подвижный зажим с деталью 7 перемещают по направлению к неподвижному зажиму. При достижении требуемого для выполнения сварки зазора или при касании деталей 6 и 7 осуществляют зажатие вспомогательного зажима 5, далее подвижный зажим 3 разжимают и возвращают в исходное положение. В исходном положении подвижный зажим 3 снова зажимают и разжимают вспомогательный зажим 5. Машина готова к выполнению сварки. После окончания собственно сварки (оплавления и осадки) выполняют зажатие вспомогательного зажима 5, снимают давление с подвижного зажима 3 и производят срезку усиления шва путем перемещения подвижного зажима 3 с устройством для удаления усиления по направлению к неподвижному зажиму 1. Затем подвижный зажим 3 разжимают и перемещают в исходное положение. При этом сваренные детали 6 и 7 продолжают удерживать в неподвижном 1 и вспомогательном 5 зажимах до остывания сварного соединения. После остывания сварного соединения до требуемой температуры неподвижный 1 и вспомогательный 5 зажимы разжимают. Цикл сварки завершен.
Из приведенного анализа работы машины видно, что предлагаемое техническое решение отличается от прототипа новизной и существенными отличиями и позволяет расширить технологические возможности сварочного оборудования. Особенно полезным может оказаться использование предлагаемого решения при сварке рельсов с натягом, которая начинает применяться на железных дорогах РФ.
Для проверки целесообразности использования предлагаемого технического решения была переоборудована рельсосварочная машина К-355, которая была дополнительно снабжена вспомогательным зажимом, жестко связанным с неподвижным зажимом; при этом подвижный зажим располагался между неподвижным и вспомогательным зажимами.
Сваривали два звена рельсов Р65 длиной по 25 м каждое. Для имитации сварки с натягом одно из звеньев было жестко закреплено, а второе заневолено при помощи пружины. Зазор между торцами рельсов в ненапряженном состоянии составлял 50 мм.
Рельсы зажали в неподвижном и подвижном зажимах, перемещая подвижный зажим по направлению к неподвижному зажиму, установили зазор между рельсами 1 мм, зажали вспомогательный зажим, разжали подвижный зажим и переместили его в исходное положение для начала сварки, снова зажали подвижный зажим, разжали вспомогательный зажим, выполнили цикл сварки, зажали вспомогательный зажим, разжали подвижный зажим и выполнили операцию удаления усиления, удерживали сваренные рельсы в неподвижном и вспомогательном зажимах до остывания сварного соединения, после чего они были разжаты и машина убрана со сваренных рельсов.
Описанная выше процедура подтвердила возможность использования машины по предлагаемому изобретению для сварки длинномерных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2329126C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ СТАЛЬНЫХ РЕЛЬСОВ | 2005 |
|
RU2296655C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281841C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2004 |
|
RU2277461C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2006 |
|
RU2323072C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2011 |
|
RU2503525C2 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1484532A1 |
| УСТАНОВКА СВАРОЧНАЯ ОПЛАВЛЕНИЕМ | 2007 |
|
RU2323074C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ | 2008 |
|
RU2371535C1 |
Изобретение относится к контактной стыковой сварке оплавлением, а именно к оборудованию для соединения длинномерных изделий. Машина содержит неподвижный зажим, вспомогательный зажим, направляющие, подвижный зажим, установленный с возможностью перемещения относительно неподвижного зажима по направляющим вдоль продольной оси свариваемых деталей, устройство для удаления усиления сварного шва. Вспомогательный зажим жестко связан с неподвижным зажимом и выполнен с возможностью удержания свариваемых деталей при выполнении операции удаления усиления сварного шва во время остывания последнего и при подтягивании деталей во время выполнения вспомогательных операций перед сваркой. Подвижный зажим расположен между неподвижным и вспомогательным зажимами. Это позволит расширить функциональные возможности машины при соединении длинномерных изделий. 1 ил.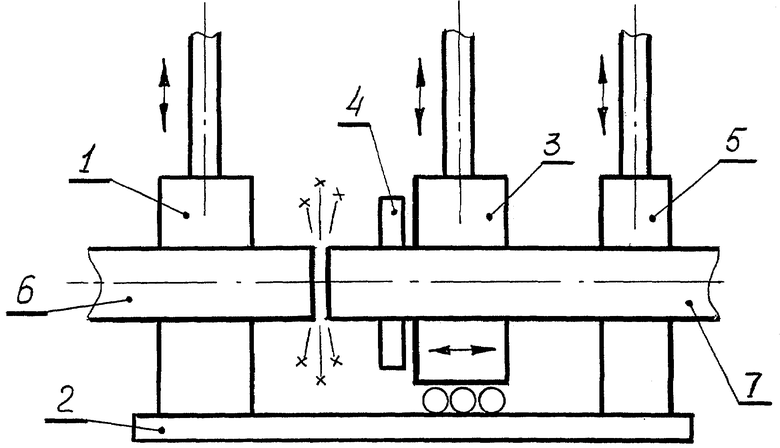
Машина для контактной стыковой сварки оплавлением длинномерных изделий, содержащая неподвижный зажим, направляющие, подвижный зажим, установленный с возможностью перемещения относительно неподвижного зажима по направляющим вдоль продольной оси свариваемых деталей, устройство для удаления усиления сварного шва, отличающаяся тем, что она дополнительно содержит вспомогательный зажим, жестко связанный с неподвижным зажимом и выполненный с возможностью удержания свариваемых деталей при выполнении операции удаления усиления сварного шва во время остывания последнего и при подтягивании деталей во время выполнения вспомогательных операций перед сваркой, причем подвижный зажим расположен между неподвижным и вспомогательным зажимами.
| Устройство для контактной стыковой сварки рельсов | 1970 |
|
SU344695A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ РЕЛЬСОВ | 1991 |
|
RU2051016C1 |
| Машина для контактной стыковой сварки | 1962 |
|
SU471973A1 |
| Машина для контактной стыковой сварки | 1991 |
|
SU1816598A1 |
| Аппарат для осветления шламовых вод | 1977 |
|
SU643169A1 |
| Способ получения лент из нержавеющих коррозионностойких сталей аустенитного класса для глубокой вытяжки | 1987 |
|
SU1479531A1 |

