Настоящее изобретение имеет отношение к созданию огнеупорных пробки или блока (кирпича) для нагнетания газа в расплавленный металл, а также к способу изготовления огнеупорных пробки или блока для нагнетания газа в расплавленный металл.
Газы часто нагнетают для различных целей в расплавленный металл в таких резервуарах, как литейные или разливочные ковши, кристаллизаторы или разливочные желоба. Например, газ может быть введен в донную часть резервуара для очистки относительно холодной донной области от продуктов кристаллизации, например, для их перемещения из области, находящейся в непосредственной близости от дна, к выпуску резервуара. При производстве стали, например, использование медленного нагнетания тонкой завесы из газовых пузырьков в разливочном желобе помогает удалять включения, так как включения прилипают к мелким газовым пузырькам и поднимаются вверх через расплав на поверхность, где они обычно улавливаются при помощи покрывающего разливочный желоб порошка или флюса. Газ может быть также введен для промывки или гомогенизации расплава, термически или композиционно, или для содействия диспергированию легирующих добавок в объеме расплава.
Обычно используют инертный газ, однако также могут быть использованы и химически активные газы, например восстанавливающие или окисляющие газы, когда необходимо модифицировать композиции или компоненты расплава. Например, обычно нагнетают такие газы, как азот, хлор, фреон, гексафторид серы, аргон и т.п., в расплавленный металл, например в расплавленный алюминий или сплавы алюминия, для того чтобы удалить нежелательные компоненты, такие как газообразный водород, неметаллические включения и щелочные металлы. Химически активные газы, введенные в расплавленный металл, вступают в химическую реакцию с нежелательными компонентами и преобразуют их в такую форму, как осадок, дросс или нерастворимое газообразное соединение, которые легко могут быть отделены от остальной части расплава. Указанные выше (или другие) газы могут быть также использованы, например, с такими материалами, как сталь, медь, чугун, магний или их сплавы.
Для того чтобы эффективно проводить операцию нагнетания газа, желательно, чтобы газ вводился в расплавленный металл преимущественно снизу резервуара в виде очень большого числа чрезвычайно мелких пузырьков. Отметим, что при уменьшении размера газовых пузырьков число пузырьков в единице объема возрастает. Увеличение числа пузырьков и их площади поверхности в единице объема увеличивает вероятность эффективного использования введенного газа для осуществления желательной операции.
Известные ранее предложения относительно нагнетания газа предусматривают установку твердой (сплошной) пористой огнеупорной пробки или блока в огнеупорную футеровку резервуара, обычно на дне резервуара, но также и на его стенках. При использовании такие пробки или блоки обеспечивают введение потока газа в виде пузырьков.
Например, известная технология введения газа в расплавленный металл заключается в том, что участок стенки содержащего расплавленный металл резервуара (преимущественно дно резервуара) облицовывают пористой керамикой. Газ вводят в пористое тело (в пористую массу керамики) в местоположении, удаленном от контактирующей с металлом поверхности тела. При прохождении через тело газ движется по множеству извилистых путей, за счет чего большое число пузырьков будет поступать в расплавленный металл.
Обычно используют металлическую оболочку, которая действует как коллектор для ввода газа в тело и поддерживает пористый керамический материал. Обычно такую оболочку изготавливают из мягкой стали (при использовании с инертным или слабо химически активным газом, таким как аргон или азот) или из инконеля (при использовании с высоко химически активным хлором или фреоном). Сборка пористого тела с оболочкой охватывается и поддерживается со всех сторон, кроме верхней поверхности, при помощи огнеупорного материала, такого как монолитный огнеупор или блоки из малоцементного оксида алюминия. В случае использования монолитного огнеупора он может быть отлит на месте использования вокруг пористого тела или образован из предварительно отлитых компонентов, закрепляемых на месте в ходе установки футеровки металлического резервуара. Материал футеровки будет соединяться встык с конструкцией пористого тела.
Проблема с описанной выше конструкцией заключается в том, что трудно поддерживать эффективное газовое уплотнение между оболочкой и телом, а также между оболочкой и опорным огнеупором или блоками. Эта трудность возникает, в частности, из-за того, что коэффициенты теплового расширения металлической оболочки и огнеупорных материалов существенно отличаются друг от друга. Кроме того, металлическая оболочка подвергается атаке газообразного хлора, если он используется. Если образуется трещина (здесь термин "трещина" относится к любому дефекту в устройстве для диспергирования газа, который приводит к нежелательной утечке газа), то газ будет просачиваться через трещину и после этого может мигрировать через следующий блок и огнеупорную опору в окружающую атмосферу. Отметим, что возможна миграция газа через толщу 50 см или больше огнеупорного материала. Это явление представляется нежелательным, так как за счет утечки газа существенно уменьшается поток газа через заданную поверхность барботирования и снижается эффективность барботажного блока. В некоторых случаях вообще прекращается газовый поток в виде мелких газовых пузырьков, который замещается неконтролируемым газовым потоком в виде крупных неэффективных газовых пузырьков. Если используют аргон, то это может приводить к относительно большим эксплуатационным расходам. Эта проблема является особенно острой в случае хлора, принимая во внимание вредное воздействие хлора при его выпуске в атмосферу.
Вне зависимости от использованного типа очистки газа важно предотвратить образование трещин, чтобы избежать утечки газа. Желательно разработать такую технологию для нагнетания газа в расплавленный металл, которая позволяет обеспечить диспергирование большого числа весьма малых пузырьков в расплавленном металле и, одновременно, позволит избежать образования трещин в устройстве для диспергирования газа, которые приводят к утечке газа.
Также желательно, чтобы любое такое устройство могло быть легко изготовлено, при разумных затратах, и имело меньшие размеры, чем известные в настоящее время устройства аналогичного назначения. Более того, было бы желательно, чтобы любое такое устройство для нагнетания газа могло быть использовано с существующим оборудованием, таким как разливочный желоб, литейный или разливочный ковш, плавильный резервуар, без модификации или при незначительной модификации существующего оборудования.
Более того, чтобы ввести такое устройство в существующую огнеупорную футеровку резервуара с расплавленным металлом, желательно, чтобы любое такое устройство для нагнетания газа было совместимо с окружающими огнеупорными материалами, чтобы предотвратить вредные химические реакции из-за несогласованности теплового расширения.
Кроме того, было бы желательно создать такое устройство, которое может подстраиваться к очень широкому диапазону условий барботирования (размеру газовых пузырьков, объему, давлению и т.п.) при помощи весьма незначительных регулировок в ходе процесса производства, чтобы отвечать специфическим требованиям заказчика.
В связи с изложенным настоящее изобретение имеет отношение к созданию твердой пористой огнеупорной пробки (или блока) для нагнетания газа в расплавленный металл через поверхность контакта с расплавленным металлом, которая содержит:
i) пористое огнеупорное тело, окруженное главным образом непористым телом (материалом), за исключением поверхности контакта с расплавленным металлом; и
ii) средство пропускания газа, предназначенное для доставки газа от источника газа в пористое тело.
В рамках описания настоящего изобретения пробкой или блоком для нагнетания газа может быть пробка, кирпич, блок, подпор, брус и т.п. Как уже было упомянуто здесь ранее, пробка или блок в соответствии с настоящим изобретением могут быть использованы для нагнетания любого газа (как химически активного, так и инертного) в любой расплавленный металл или его сплав. Пробка или блок имеют по меньшей мере одну поверхность контакта с расплавленным металлом, через которую нагнетают газ. Пробка или блок содержат пористое огнеупорное тело (материал), охваченное непористым телом (например, заключенное в оболочку из непористого тела или вмурованное в непористое тело), за исключением, само собой разумеется, области поверхности контакта с расплавленным металлом. Пробка или блок могут быть включены в футеровку резервуара для расплавленного металла или могут составлять ее часть.
Пористое тело может быть изготовлено из любого пористого огнеупорного материала. На самом деле, природа использованного материала не имеет существенного значения, если указанный материал обладает требуемой пористостью. Обычно считают пористым материал, имеющий кажущуюся пористость свыше 20%. В качестве примеров типичных подходящих пористых материалов можно привести оксид алюминия, шпинель оксида алюминия, оксид магния или шпинель оксида магния, а также комбинации любых этих материалов.
Пробка или блок также содержат средство пропускания газа от источника газа в пористое тело. Средство пропускания газа обычно содержит трубопровод, проходящий через боковую стенку непористого тела. Этот трубопровод может быть сделан из металла или, например, из огнеупорного материала. Указанный трубопровод может быть закреплен на месте при помощи обычного огнеупорного материала уплотнения (раствора или цемента) или он может быть запрессован в непористое тело. Может быть использовано обычное подходящее средство пропускания газа. Однако в связи с тем, что степень плотности посадки имеет большое значение, преимущественно используют специальные устройства, например, такие как раскрытые в публикации WO-A 1-01/83138. Также полезно, чтобы средство пропускания газа имело камеру давления, через которую газ контактирует с поверхностью пористого тела, по меньшей мере главным образом эквивалентно поверхности контакта с расплавленным металлом, за счет чего газ весьма однородно распределяется по объему пористого тела и, следовательно, будет входить в виде пузырьков в расплавленный металл главным образом по всей поверхности контакта с расплавленным металлом. Этот тип пробки или блока для нагнетания газа в расплавленный металл известен, например, из патентов США 5054749, 5423521 или 5219514. Однако ни один из них не отвечает указанным выше требованиям.
Пробка или блок в соответствии с настоящим изобретением характеризуются тем, что непористое тело изготовлено из огнеупорного материала, и тем, что пористое и непористое тела отпрессованы совместно, причем эти пробка или блок полностью отвечают указанным выше требованиям. И в этом случае природа непористого материала не является существенной, если этот материал является огнеупорным и имеет требуемую пористость. Обычно считают, что материал, который имеет кажущуюся пористость менее 20%, является непористым.
Непористое тело и пористое тело преимущественно изготовлены из огнеупорных материалов с близкими друг к другу коэффициентами теплового расширения. Это позволяет предотвращать образование трещин при воздействии термических циклов.
За счет использования настоящего изобретения можно тщательно и единообразно контролировать гранулометрию и проницаемость внутреннего пористого тела, что позволяет получать равномерную структуру мелких пор, в результате чего мелкие равномерно распределенные газовые пузырьки будут выходить из поверхности контакта пористого тела с расплавленным металлом. Указанная проницаемость легко может быть отрегулирована за счет изменения гранулометрического состава, при этом пробка или блок в соответствии с настоящим изобретением могут быть изготовлены в соответствии с индивидуальными специфическими требованиями заказчика.
Такой процесс производства имеет дополнительное преимущество, связанное с тем, что в составах материала могут быть использованы огнеупоры с высоким содержанием окиси магния, такие как шпинель окиси магния. Такие составы являются более совместимыми с композицией футеровки разливочного желоба сталеплавильного цеха, которая обычно изготовлена из материала на базе окиси магния. Поэтому их химические и тепловые характеристики являются весьма близкими. Пористое тело и непористое тело преимущественно имеют высокое содержание окиси магния, составляющее более 50%, преимущественно более 80%, а еще лучше более 90% от веса композиции.
Таким образом, аналогичные материалы, но с различной гранулометрией, могут быть использованы для пористого тела и непористого тела. Следовательно, пробка или блок в соответствии с настоящим изобретением могут быть изготовлены из материалов с высоким содержанием окиси магния, имеющих различную гранулометрию.
За счет совместного прессования двух огнеупорных материалов природная низкая проницаемость непористого тела предотвращает утечку газа без использования других средств ограничения утечки газа. Другим преимуществом совместного прессования является то, что пробка или блок для нагнетания газа, обеспечивающие требуемую степень барботирования газа, будут иметь меньшие габаритные размеры. Это облегчает погрузочно-разгрузочные операции при транспортировке и установке в резервуаре указанных пробки или блока, в частности при их установке в футеровку.
Концепция совместного прессования не ограничивается случаем прямоугольных, квадратных, круглых или овальных конфигураций, но позволяет получать любое поперечное сечение огнеупора при помощи совместного прессования. Например, можно провести совместное прессование компонента в виде кольца, которое может охватывать выходные каналы разливочного желоба, в результате чего образуется окружающий поток поднимающихся пузырьков, через который будет проходить расплавленный металл ранее его поступления в изложницы непрерывной разливки.
В соответствии с другим аспектом в изобретении предлагается способ изготовления пробки или блока для нагнетания газа в расплавленный металл. Способ в соответствии с настоящим изобретением включает в себя следующие операции:
1) введение в форму соответствующих количеств огнеупорных материалов, образующих пористое и непористое тела, при соблюдении желательных предельных значений для указанных тел;
2) одновременное совместное прессование обоих огнеупорных материалов;
3) использование средства пропускания газа;
4) термообработка совместно отпрессованных материалов.
В форму преимущественно вводят разделитель, например, изготовленный из тонкого (но жесткого) пластика или металлической фольги, ранее введения огнеупорного материала. Разделитель может быть выполнен в виде цилиндра (с круглым или овальным основанием), или в виде параллелепипеда, но без верхней и нижней поверхностей. Затем вводят огнеупорный материал, который будет образовывать пористое тело, в центральный участок, ограниченный разделителем, и вводят огнеупорный материал, который будет образовывать непористое тело, между разделителем и стенкой формы. После этого осторожно вынимают разделитель и вводят в форму дополнительное количество материала, образующего непористое тело, для образования поверхности, противоположной поверхности контакта с расплавленным металлом.
Операция использования средства пропускания газа может быть проведена до или после операции совместного прессования, или как до, так и после нее. В соответствии с предпочтительным вариантом осуществления настоящего изобретения камеру давления образуют за счет введения полосы расходного материала в форму на стыке между основанием материала, образующего пористое тело, и смежной поверхностью материала, образующего непористое тело.
Альтернативно или дополнительно через непористое тело может быть просверлено отверстие или установлен трубопровод до или после совместного прессования материалов для соединения пористого тела (через камеру давления или без нее) с внешним источником газа. Совместное прессование может быть осуществлено при помощи любого известного способа прессования, например, в гидравлическом прессе.
Операция термообработки должна быть проведена при температуре, достаточной для создания керамической связи между пористым и непористым телами, так чтобы усилить целостность пробки или блока и их газонепроницаемость. Расходный материал (если его используют), который вводят для создания камеры давления, в ходе операции термообработки будет преимущественно удален. Этот расходный материал может выгорать (картон, бумага) или расплавляться (парафин, сплав) при использованной температуре термообработки.
Обычно операция термообработки состоит в обжиге совместно отпрессованных материалов при температуре в диапазоне от 800 до 1800°С в течение времени от 2 до 12 часов.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
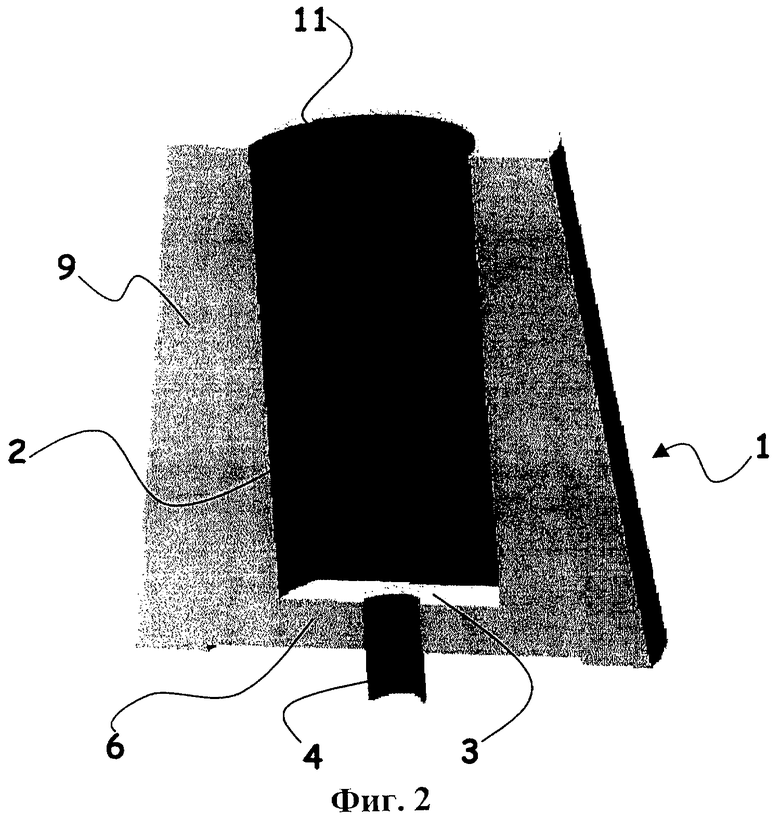
На фиг.1 и 2 показано поперечное сечение пробки или блока (1) в соответствии с различными вариантами настоящего изобретения, предназначенных для нагнетания газа в расплавленный металл через поверхность контакта с расплавленным металлом (11). Пробка или блок (1) содержат пористое огнеупорное тело (2), главным образом охваченное непористым телом (9), за исключением поверхности контакта с расплавленным металлом (11). На фиг.1 и 2 также показано средство пропускания газа, которое содержит металлический или огнеупорный трубопровод (4), проходящий через стенку (6) пробки или блока и соединенный с камерой давления (3). Трубопровод (4) обычно закреплен на месте при помощи обычного уплотняющего цемента или раствора (5).
В ходе операции прессования преимущественно создают постепенно сужающееся в направлении поверхности контакта с расплавленным металлом сечение (7) (сужающийся профиль), как это показано на фиг.1. Этот эффект сужения создают в ходе операции прессования за счет деформации пористого тела в непористую среду на вертикальных сторонах пресс-формы. Такая коническая конфигурация дополнительно предохраняет пористое тело (2) за счет образования ключа, защищающего от основного эффекта растрескивания.
В соответствии с примером настоящего изобретения могут быть использованы следующие материалы (% по весу):
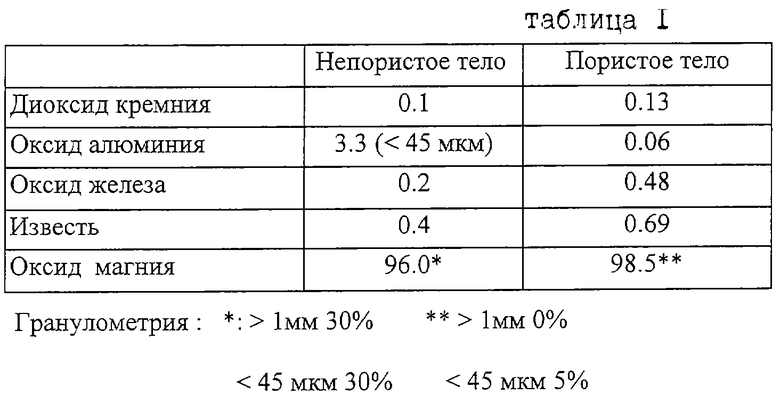
После введения в форму материалы механически прессуют таким образом, чтобы обеспечить наилучшее возможное уплотнение и объединение совместно прессуемых материалов. Операцию термообработки проводят путем медленного нагревания до 1600°С совместно отпрессованных материалов, чтобы избежать образования трещин, и оставляют пробку или блок при этой температуре на 4 часа, после чего производит медленное охлаждение.
Были измерены следующие характеристики:
Обнаружили, что при применении пробки или блока в соответствии с настоящим изобретением можно надежно и непрерывно нагнетать мелкие пузырьки.
Изобретение относится к области металлургии, в частности к средствам для нагнетания газа в расплавленный металл. Пробка или блок для нагнетания газа в расплавленный металл через поверхность контакта с расплавленным металлом содержат: пористое огнеупорное тело, заключенное в оболочку из непористого тела, за исключением поверхности контакта с расплавленным металлом, и средство пропускания газа, предназначенное для транспортировки газа от источника газа до пористого тела. Пробка или блок характеризуются тем, что непористое тело изготовлено из огнеупорного материала, причем непористое и пористое тела отпрессованы совместно. Предложенные пробка или блок могут быть использованы для эффективного и надежного нагнетания мелких пузырьков газа в ванну расплавленного металла. 2 н. и 8 з.п. ф-лы, 2 ил., 2 табл.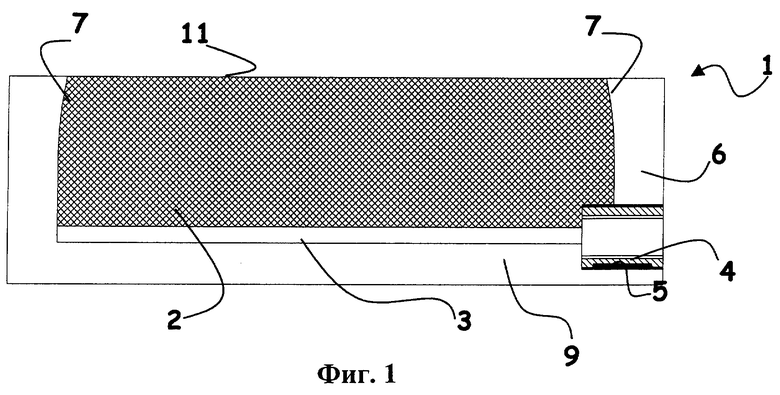
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ КАНАЛЬНОЙ ПРОБКИ ДЛЯ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ КАНАЛЬНОЙ ПРОБКИ И СПОСОБ ИЗГОТОВЛЕНИЯ КАНАЛООБРАЗУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ ВЫПОЛНЕНИЯ КАНАЛОВ В ПРОБКЕ | 1998 |
|
RU2132395C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ ГАЗОМ РАСПЛАВОВ В МЕТАЛЛУРГИЧЕСКОЙ ЕМКОСТИ | 1990 |
|
RU2091495C1 |
| RU 2003700 C1, 30.11.1993 | |||
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2152441C1 |
| US 5054749 A, 08.10.1991 | |||
| US 4791978 A, 20.12.1988 | |||
| US 4836508 A, 06.06.1989. | |||

