Изобретение относится к области металлургии, а именно к технологии изготовления составных канальных пробок, предназначенных для продувки инертными газами жидкого металла, преимущественно стали, в сталеразливочных и промежуточных ковшах, а также в установках типа АКОС - агрегат комплексной обработки стали и др.
Известен способ изготовления составной канальной пробки для продувки металла газом, включающий изготовление прессованием из огнеупорного материала наружной и внутренней частей, расширяющихся книзу, размещение на внутренней части по меньшей мере одного слоя каналообразующих элементов, формирующих каналы для прохода газа, соединение частей между собой (патент ЕР N 0304551, C 21 C 7/072, 1988).
К недостаткам известного способа относятся относительно низкие эксплуатационные возможности, а именно малый срок службы пробки, обусловленный наличием температурных напряжений, нестабильная подача инертного газа за счет закупоривания каналов продувки металлом, технологическая сложность в изготовлении и как следствие повышенная цена изделия.
Задачей, на решение которой направлено изобретение, является разработка технологии изготовления канальной пробки для продувки металла, обладающей низкой себестоимостью и высокой технологичностью. Кроме того, полученная таким способом канальная пробка обладает высокими эксплуатационными свойствами, такими как повышенный срок службы, стабильность потока инертного газа на выходе из пробки, надежность и безопасность в работе.
Для решения поставленной задачи с получением указанного выше технического результата в известном способе изготовления составной канальной пробки для продувки металла газом, включающем изготовление прессованием из огнеупорного материала наружной и внутренней частей, расширяющихся книзу, размещение на внутренней части по меньшей мере одного слоя каналообразующих элементов, формирующих каналы для прохода газа, соединение частей между собой, внутреннюю и наружную части предварительно прессуют до плотности, составляющей 10-95% от требуемой для данного материала, каналообразующие элементы выполняют из волокон или полосок выплавляемого материала, внутреннюю часть с каналообразующими элементами вставляют в наружную и совместно прессуют их путем вдавливания внутренней части в наружную, соединенные части подвергают обжигу при температуре, превышающей 1600oC, до спекания огнеупорного материала контактирующих поверхностей наружной и внутренней частей и выплавления каналообразующих элементов с образованием на поверхности каналов коксовой пленки.
Кроме того, внутреннюю часть пробки прессуют до плотности, превышающей плотность наружной части.
Кроме того, внутреннюю часть пробки выполняют по меньшей мере в виде двух деталей, предварительно прессуют их до плотности, составляющей 10-95% от плотности, требуемой для прессования данного материала, внешнюю поверхность каждой детали покрывают по меньшей мере одним слоем каналообразующих элементов, вставляют одну деталь в другую, выполненную полой.
Кроме того, полую деталь внутренней части пробки прессуют до плотности, превышающей плотность наружной части и меньше плотности другой детали внутренней части.
Кроме того, каналообразующие элементы, размещенные на внутренней части, покрывают клеящим или поверхностно-активным материалом.
Кроме того, каналообразующие элементы, выполненные из волокон, имеют диаметр 0,10-1,8 мм.
Кроме того, каналообразующие элементы, выполненные из полосок, имеют толщину 0,1-0,7 мм и ширину 0,1-33 мм.
Кроме того, после обжига поверхность наружной части пробки покрывают огнеупорным клеящим веществом, помещают пробку в металлический кожух, и выдерживают в течение времени, требуемого для склеивания их между собой.
Кроме того, наружную часть пробки выполняют в форме усеченного конуса, а внутреннюю часть - в форме усеченного конуса или пирамиды.
Кроме того, в качестве огнеупорного склеивающего вещества используют фосфат алюминия.
Известен огнеупорный материал по для изготовления частей канальной пробки, содержащий зернистый наполнитель, гидравлическую и химическую связку (патент DE N 4312988, C 21 C 5/48, 1994).
Для пористых пробок из глиноземного бетона, полученных методом литья, основной причиной выхода из строя является образование трещин, параллельных рабочей поверхности пробки, и потеря герметичности. Это обусловлено наличием температурного перенапряжения в структуре материала. Для предотвращения возникновения трещин огнеупор формируют на основе Al2O3, MgO, ZrO2 с добавкой углерода. Однако применение углерода, уменьшая растрескивание пробки, приводит к проникновению жидкого металла внутрь пробки, снижая прочностные свойства и срок службы канальной пробки.
Задачей, на решение которой направлено изобретение, является применение огнеупорного материала для изготовления канальной пробки для донной продувки металла, обладающего высокими эксплуатационными свойствами, такими как повышенный срок службы, стабильность в формировании потока инертного газа на выходе из канальной пробки, надежность и безопасность в работе, а также технологичность в изготовлении и низкая себестоимость.
Для достижения поставленной задачи известный огнеупорный материал для изготовления канальной пробки, содержащий зернистый наполнитель и связку, отличающийся тем, что он дополнительно содержит временную минерально-органическую или неорганическую связку, зернистый наполнитель имеет фракции 0,1-4 мм, а в качестве связки используют молотый материал на основе алюминатов кальция, при этом компоненты взяты в следующем соотношении, мас.%:
Зернистый наполнитель - 66-96
Молотая связка - 2-28
Временная связка - 2-6
Известен способ изготовления каналообразующих элементов для выполнения каналов в канальной пробке, заключающийся в формировании структуры полос или волокон (патент EP N 0304551, C 21 C 7/072, 1988).
К недостаткам известного способа изготовления каналообразующих элементов относятся низкая технологичность, обусловленная сложностью выполнения зон пересечения волокон или полос, а также неодинаковость поперечного сечения получаемых при этом каналов.
Задачей, на решение которой направлено изобретение, является разработка способа изготовления каналообразующих элементов для формирования направленной пористости пробки для донной продувки металла, обладающего высокими эксплуатационными свойствами, такими как повышенный срок службы, стабильность в формировании потока инертного газа на выходе из пробки, надежность и безопасность в работе, а также технологичность в изготовлении и низкая себестоимость.
Для достижения поставленной задачи в известном способе изготовления каналообразующих элементов для выполнения каналов в пробке для продувки металла газом из листа органического материала вырезают продолговатые участки, ориентированные от одной стороны к противоположной для получения полос, соединенных между собой с одной стороны, затем лист соединяют по боковой стороне с образованием усеченного конуса.
Кроме того, вырезаемые участки могут иметь форму, расширяющуюся к месту крепления полос.
Кроме того, лист органического материала может иметь форму равносторонней трапеции.
Кроме того, вырезаемые участки могут иметь спиралеобразную форму.
Указанные признаки являются существенными и взаимосвязанными между собой причинно-следственной связью и позволяют решить техническую задачу для группы изобретений, объединенных единым изобретательским замыслом.
На фиг.1 изображен продольный разрез канальной пробки с одной внутренней частью, выполненной в виде многогранной пирамиды.
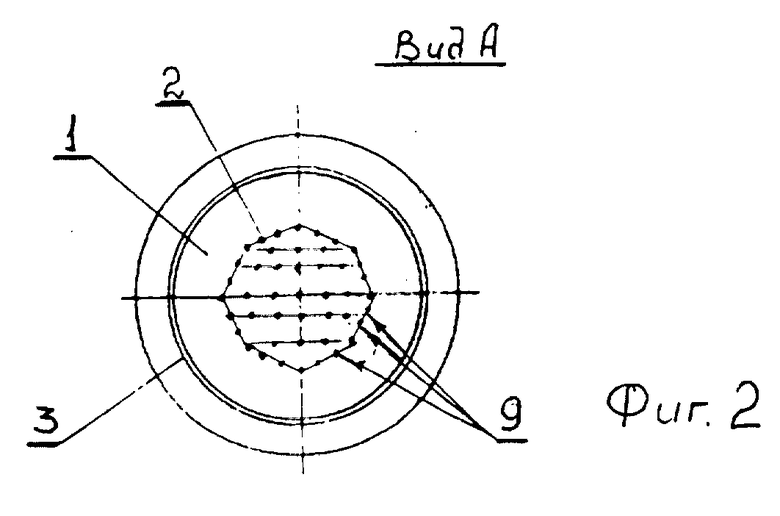
На фиг.2 - вид А по фиг. 1.
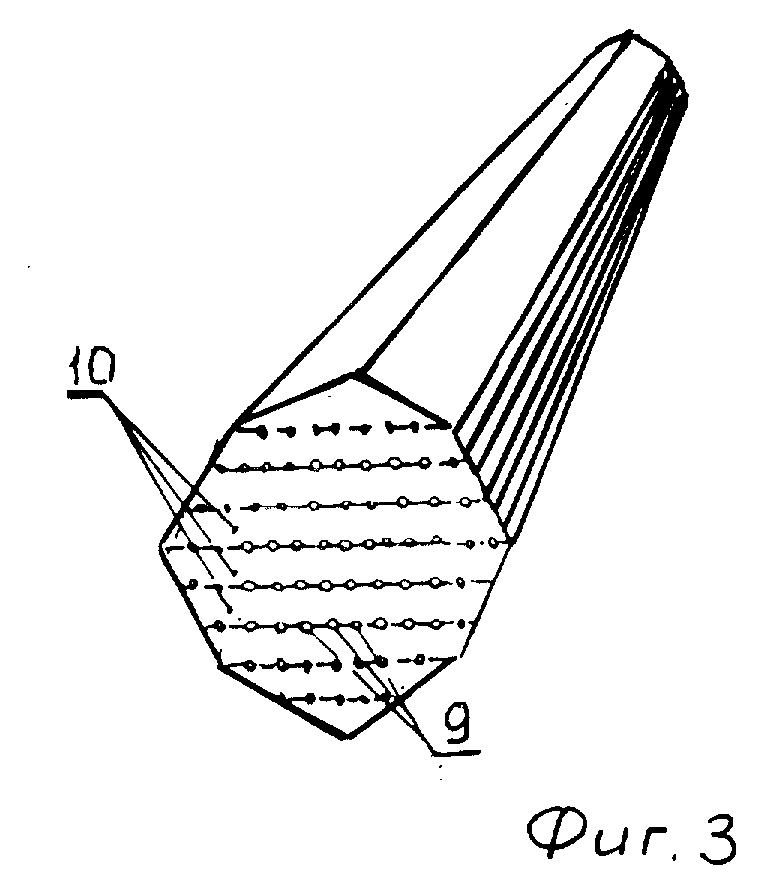
На фиг.3 - вариант выполнения внутренней части в виде многогранной пирамиды.
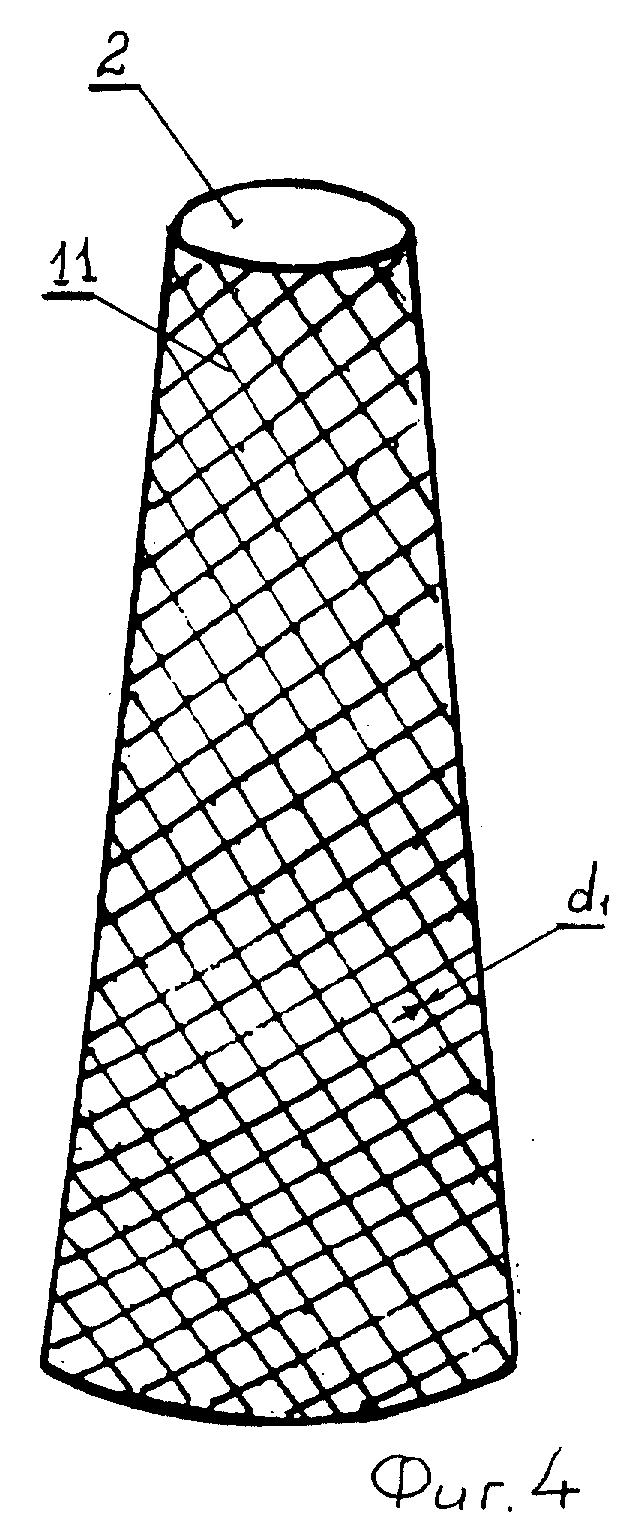
На фиг. 4 - вид внутреннего конуса канальной пробки с каналообразующими элементами в виде сетки.
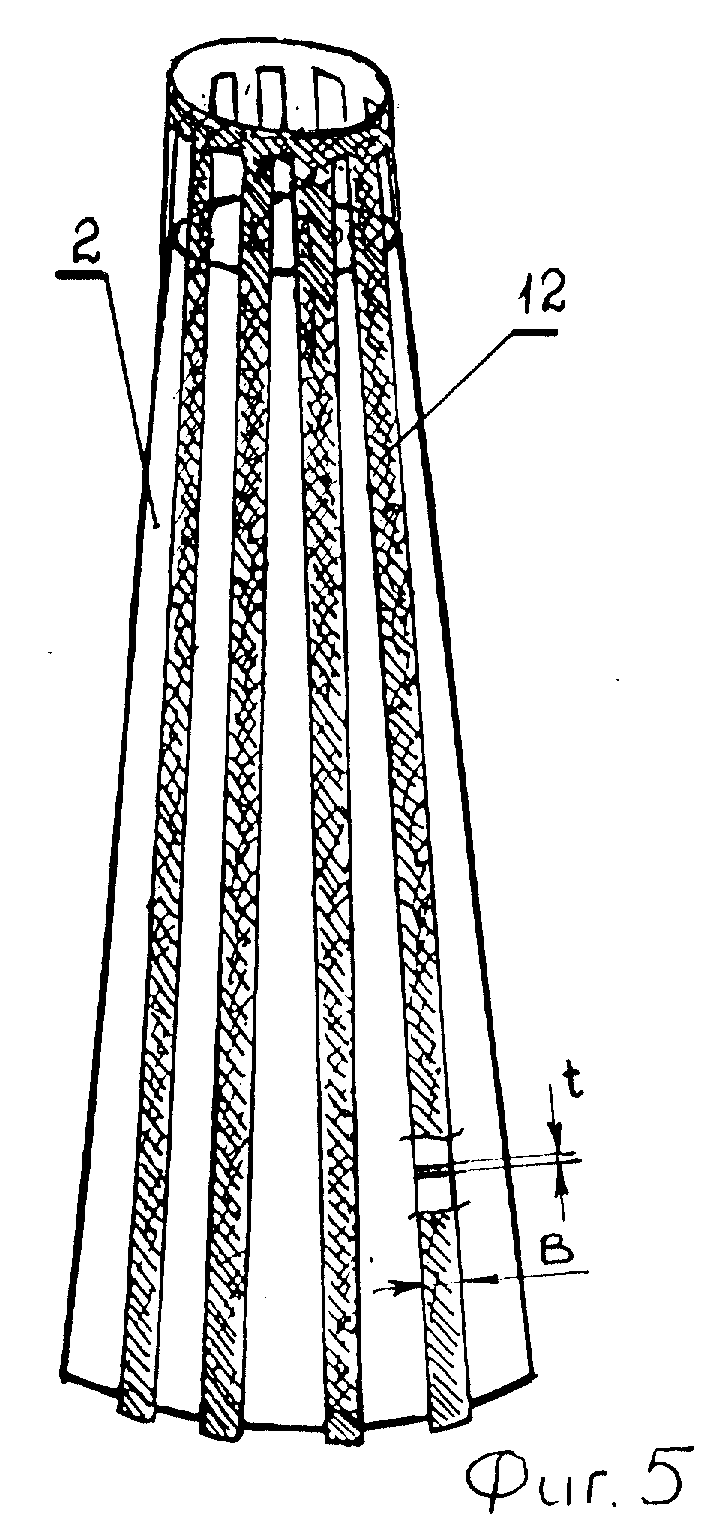
На фиг.5 изображен вариант выполнения каналообразующих элементов в виде полосок, расположенных вдоль канальной пробки.
На фиг.6 - вариант выполнения каналообразующих элементов в виде полосок, расположенных по спирали.
На фиг. 7 изображен продольный разрез канальной пробки с внутренней частью, выполненной в виде двух деталей.
На фиг.8 - вид В по фиг.7.
Изобретение поясняется конкретным примером выполнения канальной пробки (фиг. 1-8), который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения данной совокупностью признаков технического результата.
Устройство для донной продувки металла, например стали, представляет собой расположенную в гнездовом блоке (фиг.1, 2, 7) пористую пробку.
Канальная пробка выполнена составной из предварительно спрессованных наружной 1 и внутренней 2 частей. Части канальной пробки заключены в металлическую оболочку 3 конической формы, имеющую со стороны большего основания канальной пробки фланец 4.
Фланец 4 выполнен с отверстием 5 для подачи инертного газа. Между фланцем 4 и частями канальной пробки выполнена полость 6.
Полость 6 между фланцем 4 и частями канальной пробки представляет собой углубление, выполненное на нижнем основании частей канальной пробки и/или углубление на внутренней стенке фланца 4.
Внутренняя часть 2 канальной пробки может быть выполнена в виде усеченного конуса (фиг. 4, 5, 6, 7 и 8) или в виде усеченной многогранной пирамиды (фиг.1, 2, 3), внутренняя поверхность наружной части 1 канальной пробки имеет форму, адекватную форме внутренней части 2. Внутренняя часть 2 канальной пробки может быть выполнена по меньшей мере в виде двух коаксиально расположенных деталей 7 и 8 (фиг.7 и 8).
Пористость пробки образована каналами 9, расположенными по плоскости контакта наружной 1 и внутренней 2 частей или деталей 7, 8.
При выполнении внутренней части 2 канальной пробки в виде усеченной многогранной пирамиды (фиг.1, 2 и 3) последняя изготавливается из спрессованных слоев 10 (фиг. 3), между которыми расположены каналы 9, ориентированные по направлению движения инертного газа.
В соответствии со способом изготовления канальной пробки для продувки металла прессование внутренней 2 и наружной 1 частей по форме усеченных конусов происходит в два этапа.
На первом этапе конуса прессуются до плотности, составляющей 10-95% от теоретической плотности, необходимой для прессования подобных изделий.
Для корундовых изделий плотность составит 0,70-3,15 г/см3 вместо 3,5 г/см3 для серийных изделий, для периклазовых изделий 0,64-2,88 г/см3 вместо 3,2 г/см3 для серийных изделий. При плотности менее 10% от необходимой для прессования сырец-изделие имеет низкие прочностные свойства и при выемке его из пресс-формы происходит разрушение. Каналообразование при такой плотности неорганизованное. При плотности более 95% от необходимой для прессования изделие имеет высокие прочностные свойства и при дальнейшем соединении и прессовании с каналообразующими элементами, в частности в виде плетеных сеток, не происходит их вдавливание в тело конуса и возможны их локальные разрывы частицами огнеупоров.
Также при последующем совместном обжиге конусов с плотностью более 95% от необходимой для прессования не происходит их соединение. Имеет место наличие явно выраженной поверхности раздела и каналообразование не происходит из-за внутренних разрывов отдельных каналообразующих элементов зернами огнеупора. При плотности конусов 40-70% от необходимой для прессования получаются четкие поверхности всех конусов, при дальнейшем совместном прессовании которых происходит их обоюдное доуплотнение вдавливанием одной в другую, равномерное обжатие плетеной сетки, четкое формирование каналов 13 и поверхность сопряжения конусов после их совместного обжига при T > 1600oС отсутствует.
В качестве огнеупорного материала для изготовления наружной и внутренней частей пробки предлагается состав на основе зернистого наполнителя (электрокорунд, обожженный глинозем, шпинель, периклаз и др.) фракции от 0,1-4,0 мм в количестве 70-98%, молотой связки на основе алюминатов кальция (6Al2O3 CaO, 3Al2O3 CaO) в количестве 2-30% и временной минералоорганической (глицерин) или органической связки (раствор цемента) в количестве 2-6%. Применение в материале тонкодисперсионной связки из алюминатов кальция позволяет получить микропористую структуру с размером пор не более 50 мкм. Временная связка, выгорающая в процессе обжига, обеспечивает пластичность материала, требуемую для сохранения формы изделия при его прессовании, а также прочное соединение огнеупорных компонентов и органической сетки.
Отпрессованный на первом этапе предварительно на 10-95% от необходимой плотности внутренний усеченный конус вынимают из пресс-формы и транспортируют к прессу для формирования наружного усеченного конуса.
Далее на внешней поверхности внутреннего конуса размещают каналообразующие элементы. В случае выполнения каналообразующих элементов в виде сетки 11 (фиг.4), последнюю надевают на внутренний конус. Для снижения внутренних напряжений, улучшения адгезии и последующего выгорания материала каналообразующие элементы покрывают клеящим или поверхностно-активным материалом (стеарин, силикат натрия, органические связки и др.).
Конструкция каналообразующих элементов, состоящая из сетки, позволяет получить увеличенное количество ячеек в широкой части внутреннего конуса для индикации повышенного расхода инертного газа при окончании процесса продувки. В зависимости от числа усеченных конусов число слоев каналообразующих элементов может быть увеличено. Так, в случае выполнения канальной пробки с одним внутренним конусом для увеличения газопроницаемости на его поверхность одевают несколько слоев сеток.
В случае применения способа изготовления каналообразующих элементов для выполнения каналов в пробке из листа органического материала, имеющего форму равносторонней трапеции, вырезают продолговатые участки (фиг.5, 6), ориентированные от нижнего основания трапеции к верхнему, с образованием полос 12, соединенных между собой со стороны меньшего основания, затем соединяют лист по боковой стороне трапеции с образованием усеченного конуса (фиг.5, 6).
В случае изменения проходного сечения по длине канала вырезаемые участки выполняют по форме, расширяющейся от большего основания трапеции к меньшему. Аналогичным образом выполняются каналообразующие элементы из нарезанных полосок, соединенных в верхней части с образованием цилиндрической фигуры.
Полученные таким образом каналообразующие элементы в виде полосок 12, соединенных между собой в верхней части с образованием усеченного конуса или цилиндра одеваются на внутреннюю часть 2. Причем полоски 12 могут укладываться в продольном направлении или по спирали. Во втором случае улучшается качество продувки металла в связи с завихрением струи инертного газа на выходе из пробки и снижается глубина проникновения металла в канал между плавками.
С целью повышения целостности каналов по всей длине и сечению, а также улучшения качества их поверхности каналообразующие элементы, выполненные в виде сеток 11 или полосок 12, одевают на внутреннюю часть 2 или ее детали 7, 8 с возможностью размещения их краев за их пределами (фиг.5 и 6) по высоте. Концы каналообразующих элементов, расположенные вне пробки, выгорают в процессе обжига.
На втором этапе, отпрессованная на необходимую плотность наружная часть 1, выполненная в виде конуса, остается в пресс-форме, конструкция которой позволяет производить быстрое снятие верхнего конического или многогранного пуансона, обеспечивающего формирование внутренней поверхности наружной части 1 по форме конуса или пирамиды. После замены верхнего конического пуансона на цилиндрический, внутрь отпрессованной наружной части 1, а именно вставляют с предварительно одетой сеткой 11 внутреннюю часть 2, выполненный в виде усеченного конуса или пирамиды. Далее происходит совместное их прессование до плотности, требуемой для получения канальной пробки из данных материалов. Уплотнение происходит за счет постепенного увеличения усилия сжатия, при котором внутренняя часть 2 с одетой сеткой 11 скользит по внутренней поверхности наружной части 1 до получения требуемой высоты канальной пробки и совместного уплотнения частей канальной пробки.
Далее обе части канальной пробки в собранном виде подвергают высокотемпературному обжигу при температуре "T", например T=1600oC, при которой происходит выгорание ранее запрессованных каналообразующих элементов в виде плетеной сетки 11 или тонких полосок 12 и образование на их месте каналов. Преимуществом данного метода являются образование на внутренней поверхности каналов 9 тонкой коксовой пленки, которая не смачивается металлом при его проникновении и препятствует разъеданию материала огнеупора внутри каналов 9. В процессе обжига происходит прочное соединение огнеупорных конусов за счет спекания контактной поверхности зерен, полученной при их уплотнении в момент прессования. Плотность поверхности контакта двух конусов равнозначна по всему сечению соединения, благодаря чему происходит равномерный износ сечения канальной пробки в процессе эксплуатации.
Коническая поверхность обожженной составной пробки с помощью огнеупорного клея соединяется с металлической оболочкой 3.
Оболочка 3 выполнена из нержавеющей стали методом сварки или вытягивания бесшовным способом, причем сварку выполняют в среде инертного газа с помощью специальных электродов и наплавочной проволоки.
Нержавеющая сталь выбирается в целях повышения коррозийной стойкости против действия оксидов железа. Толщина оболочки выбирается в пределах 0,3-1,2 мм. При толщине менее 0,3 мм фактически нельзя произвести последующее сваривание с фланцем и обеспечить надежную газоплотность оболочки 3. При толщине более 1,2 мм имеется возможность захода металла в соединительный шов при коррозии оболочки в процессе эксплуатации. К фланцу 4 металлической оболочки 3 приваривается хвостовик для подсоединения к системе подачи инертного газа. Шов должен быть вакуум-плотным.
При выполнении каналов 9 методом выплавления используют каналообразующие элементы, выполненные в виде дырчатой материи или плетеной сетки из органических и минеральных волокон, или в виде тонких полосок из органических материалов.
Так, в случае применения в качестве каналообразующих элементов сетки, плетеной из нитей органических (полихлорвинил и др.) или минеральных (графит и др.) волокон с толщиной или диаметром от 0,10 мм-1,8 мм, например, в виде "чулка". При толщине нити менее 0,10 мм сокращается объем подачи инертных газов для продувки. При толщине нити более 1,8 мм происходит проникновение металла в канал 9 в начальный момент плавки и между разливками металла.
Такая система каналов обеспечивает подачу требуемого количества инертного газа и исключает возможность затекания расплавленного металла в каналы 9. В зависимости от числа деталей внутренней части 2 число сеток 11 определяется количество слоев каналообразующих элементов. В целях увеличения объема поступающего инертного газа число сеток 11, одеваемых на один конус, может быть более двух.
Кроме этого, в качестве каналообразующих элементов могут использоваться полоски 12 из органических материалов (полиэтилен, хлорвинила, пластмассы, целлофан и др.) толщиной "t", выбираемой из диапазона 0,05 мм-1,5 мм, необходимые для продувки определенного объема газа. При толщине более 1,5 мм не исключено затекание в щель жидкого металла. Ширина "B" полосок 12 выбирается из соотношения: (0,10-0,9)C, где C - длина окружности нижнего основания внутренней части 2 канальной пробки. При ширине менее 0,1C - длины окружности существенно усложняется технология изготовления каналов 9. При ширине более 0,9C - длины окружности нижнего основания внутренней части 2 канальной пробки получается двухщелевая канальная пробка и сложно добиться равномерной подачи инертного газа по площади сечения канальной пробки в случае закупоривания какой-то ее части.
Полоски 12 вырезаются из трапецеидальной формы листа органического материала или из пластиковой бутылки цилиндрической формы (типа полиэтиленовой тары для "пепси", "фанты" и "минеральной воды").
Трапециидальная форма листа необходима для изготовления усеченного конуса, при этом для удобства изготовления выходящие за края пробки участки приклеиваются. При использовании "бутылочной тары" получается "цилиндр с висячими лентами", который одевается на внутреннюю часть пробки при ее изготовлении.
Поперечные размеры каналов 9, характеризуемые радиусом поверхности жидкого металла, удерживающегося силами поверхностного натяжения, таковы, что при их увеличении сверх верхнего предела величин "h" и "b" силы поверхностного натяжения и давления газового потока не обеспечивают удержание металла.
С целью повышения эффективности проникновения инертного газа в жидкий металл за счет обеспечения закручивания струй инертного газа, верхние участки каналов 12 или каналы 12 (фиг.6) по всей длине расположены по спирали.
Однако при увеличении площади поперечного сечения каналов 9 нарушается эффект завихрения от действия спиральной траектории канала, т.к. возрастает вертикальная составляющая газовой струи.
Каналы 9 канальной пробки выполняют путем выплавления органического или минерального материала.
Изобретение соответствует условию охраноспособности "промышленная применимость", поскольку оно осуществимо при использовании существующих средств производства с применением известных технологий.
Применение настоящего изобретения позволяет упростить технологию изготовления канальной пробки за счет обеспечения поэтапного изготовления предварительно спрессованных ее частей, а также путем обеспечения в процессе прессования замены верхнего конического пуансона на цилиндрический для формирования наружного конуса. Поэтапное изготовление позволяет выполнять конструкцию составной канальной пробки из двух и более частей. Кроме этого, технология обеспечивает получение канальной пробки с высокими техническими возможностями за счет повышения качества продувки путем увеличения количества поступающего газа за счет применения двух и более сеток между огнеупорными конусами, а также за счет повышения прочности каналов, обусловленной образованием внутренней тонкой коксовой пленки в процессе обжига, обеспечивающей также повышенную коррозионную стойкость огнеупорного материала. Кроме этого, полученная данным методом канальная пробка обладает надежностью и безопасностью при эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА, СПОСОБ ИЗГОТОВЛЕНИЯ ФУРМЫ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2000 |
|
RU2167206C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНЫХ ФУРМ | 1994 |
|
RU2091353C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУВОЧНОГО МОНОБЛОКА И ОГНЕУПОРНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ МОНОБЛОКА | 2003 |
|
RU2255118C1 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА | 1997 |
|
RU2129165C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ПОРИСТОГО БЛОКА ДЛЯ ПРОДУВКИ ЖИДКОГО МЕТАЛЛА ИНЕРТНЫМ ГАЗОМ | 2008 |
|
RU2370337C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2369464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНОГО ЭЛЕМЕНТА ТВЕРДОЭЛЕКТРОЛИТНОГО ДАТЧИКА КОНЦЕНТРАЦИИ КИСЛОРОДА | 2000 |
|
RU2167415C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2368460C2 |
| УСТРОЙСТВО ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗОМ | 2003 |
|
RU2234540C1 |
| ФУРМА ДЛЯ ДОННОЙ ПРОДУВКИ МЕТАЛЛА ГАЗАМИ В КОВШЕ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2243267C1 |

Изобретение относится к области металлургии, а именно к технологии изготовления составных канальных пробок, предназначенных для продувки инертными газами жидкого металла, преимущественно стали, в сталеразливочных и промежуточных ковшах. Внутреннюю и наружную части пробки предварительно прессуют до плотности, составляющей 10 - 95% от требуемой. Внутреннюю часть охватывают по меньшей мере одним слоем каналообразующих элементов, выполненных из волокон или полосок выплавляемого материала. Вставляют внутреннюю часть в наружную и совместно прессуют. Далее части в сборе подвергают обжигу при t>1600o до спекания контактирующих поверхностей наружной и внутренней частей и выплавления каналообразующих элементов. Огнеупорный материал для изготовления канальной пробки содержит зернистый наполнитель 66 - 96 мас.%, связку на основе алюминатов кальция в количестве 2 - 28 мас.% и временную минерально-органическую или неорганическую связку в количестве 2 - 6 мас.%. Наполнитель имеет фракции от 0,1 до 4 мм. Каналообразующие элементы изготавливают путем вырезания из листа органического материала продолговатых участков ориентированных от одной стороны листа к другой. При этом образуются полосы, соединенные с одной стороны. Лист соединяют по боковой стороне с образованием усеченного конуса. Обеспечивается повышение технологичности и снижение себестоимости. 3 с. и 12 з.п. ф-лы, 8 ил.
Зернистый наполнитель - 66 - 96
Молотая связка - 2 - 28
Временная связка - 2 - 6
12. Способ изготовления каналообразующих элементов для выполнения каналов в пробке для продувки металла газом, отличающийся тем, что из листа органического материала вырезают продолговатые участки, ориентированные от одной стороны к противоположной для получения полос, соединенных между собой с одной стороны, затем лист соединяют по боковой стороне с образованием усеченного конуса.
| СЛЕДЯЩАЯ СИСТЕМА | 0 |
|
SU304551A1 |
| DE 4312988 A, 27.10.94 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМА С ФОРМ МАКАНЫХ ИЗДЕЛИЙ | 0 |
|
SU221250A1 |
| DE 3823897 A1, 18.01.90 | |||
| US 5249778 A, 05.10.93 | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| ОДНОРАЗОВОЕ УСТРОЙСТВО ПРОКАЛЫВАНИЯ | 1993 |
|
RU2114559C1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ РАСПЛАВЛЕННОГОМЕТАЛЛА | 0 |
|
SU296617A1 |
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ МЕТАЛЛА | 0 |
|
SU349729A1 |
