Изобретение относится к области технологии машиностроения и может быть использовано для выглаживания поверхностей деталей - тел вращения при обработке на токарных станках с использованием способа выглаживания с жестким закреплением инструмента.
Известен инструмент, используемый при способе выглаживания, при котором обеспечивается жесткая кинематическая связь между инструментом и деталью (Смелянский В.М. Исследование процесса алмазного выглаживания с жестким закреплением инструмента. - Дис... канд. техн. наук. - Москва, 1969. - 229 с.). При выглаживании этим инструментом высотные параметры шероховатости обработанной поверхности зависят от кинематики его движения, что накладывает определенные ограничения на производительность процесса выглаживания.
В качестве прототипа инструмента для выглаживания, обеспечивающего жесткую кинематическую связь между инструментом и деталью, выбран выглаживатель со сферической формой рабочей части индентора (Торбило В.М. Алмазное выглаживание. - М.: Машиностроение, 1972. - 104 с., рис. 40, стр. 61).
Конструкция выглаживателя состоит из индентора со сферической формой рабочей части, закрепленного с помощью винта в державке.
Недостатком этой конструкции является наличие ограничения по подаче при выглаживании, т.к. ее увеличение приводит к увеличению высотных параметров шероховатости обработанной поверхности.
Для уменьшения высотных параметров шероховатости поверхности и возможности работы с более высокими подачами по сравнению с прототипом выглаживатель для обработки поверхностей деталей - тел вращения дополнительно включает в себя регулируемый регулировочным винтом индентор, закрепленный с помощью винта во втулке, установленной в державке, которая фиксируется в ней фиксирующим винтом. В результате того, что инденторы расположены в осевом направлении (подразумевается ось центров токарного станка) на расстоянии ΔX относительно друг друга, кратном заданной подаче на оборот, происходит уменьшение высотных параметров шероховатости поверхности, т.к. второй индентор проходит по выступу профиля шероховатости поверхности, образованной первым индентором. Регулировочный винт позволяет задать требуемое уменьшение высотных параметров шероховатости поверхности.
На чертеже показана конструкция заявляемого выглаживателя для обработки поверхностей деталей - тел вращения.
Конструкция выглаживателя для обработки поверхностей деталей - тел вращения включает в себя следующие элементы: два индентора 1, 2, два винта 3, 4, державку 5, регулировочный винт 6, втулку 7, фиксирующий винт 8.
При помощи винта 3 индентор 1 закрепляется в державке 5, а индентор 2 закрепляется при помощи винта 4 во втулке 7, установленной в державке 5. Посредством регулировочного винта 6 осуществляется регулировка вылета инденторов относительно друг друга. Фиксирующим винтом 8 обеспечивается фиксация втулки 7 для устранения ее поворота относительно собственной оси.
Выглаживатель для обработки поверхностей деталей - тел вращения (далее выглаживатель) функционирует следующим образом.
Выглаживатель устанавливается по оси центров токарного станка таким образом, чтобы инденторы 1, 2 находились на одинаковом расстоянии относительно оси центров токарного станка, индентор 2 выше, а индентор 1 ниже оси центров токарного станка. При его движении на рабочей подаче индентор 2, настроенный при помощи регулировочного винта 6 на необходимый вылет относительно индентора 1, уменьшает величину высотных параметров шероховатости поверхности, проходя по вершинам профиля шероховатости поверхности, образованной индентором 1.
Заявляемая конструкция выглаживателя позволяет уменьшить величину высотных параметров шероховатости поверхности на 20-40%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫГЛАЖИВАТЕЛЬ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВИДЕ ТЕЛ ВРАЩЕНИЯ НА ТОКАРНЫХ СТАНКАХ | 2005 |
|
RU2307019C1 |
| ИНСТРУМЕНТ ДЛЯ ВЫГЛАЖИВАНИЯ ПРЕРЫВИСТЫХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2433900C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2008 |
|
RU2348504C1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
| СПОСОБ ФОРМИРОВАНИЯ НАНОРЕЛЬЕФА НА ПОВЕРХНОСТЯХ ДЕТАЛЕЙ ДВУХПЕРЕХОДНЫМ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458778C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2023 |
|
RU2806646C1 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350435C1 |
| Устройство для алмазного выглаживания деталей | 1986 |
|
SU1409444A1 |
Изобретение относится к области технологии машиностроения, обработке на токарных станках. Выглаживатель для обработки поверхностей деталей - тел вращения, состоящий из индентора, закрепленного при помощи винта в державке. Для уменьшения высотных параметров шероховатости поверхности он дополнительно содержит индентор, закрепленный во втулке, которая фиксируется фиксирующим винтом, при помощи винта и регулируемый посредством регулировочного винта. 1 ил.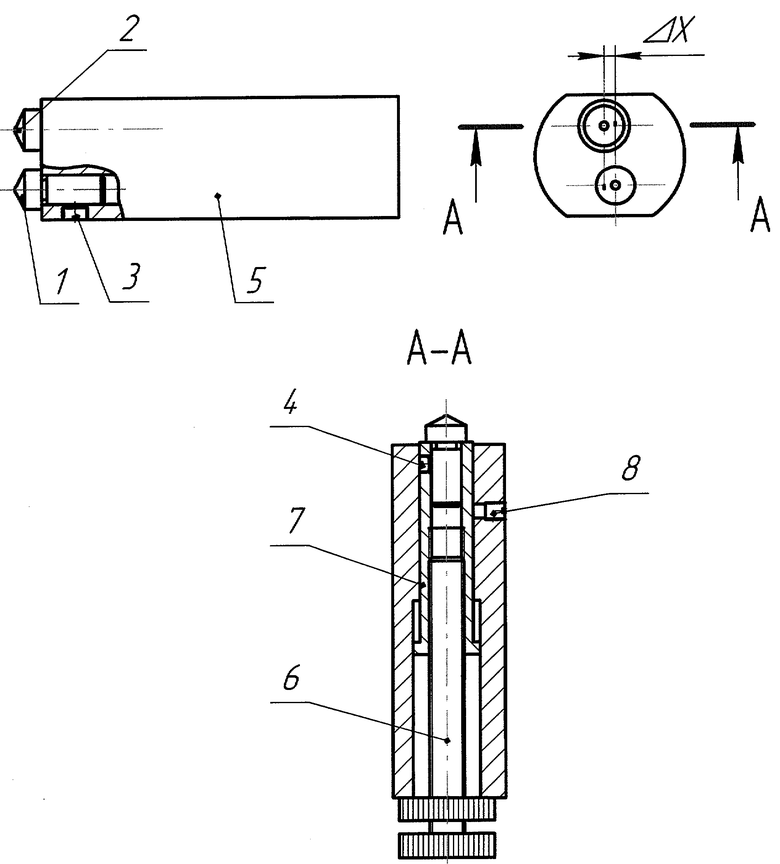
Выглаживатель для обработки поверхностей деталей - тел вращения, состоящий из индентора, закрепленного при помощи винта в державке, отличающийся тем, что он дополнительно содержит индентор, закрепленный при помощи винта во втулке, которая фиксируется фиксирующим винтом, и регулируемый посредством регулировочного винта.
| Торбило В.М | |||
| Алмазное выглаживание | |||
| М.: Машиностроение, 1972, с.61, рис.40 | |||
| Оправка для алмазного выглаживания деталей | 1973 |
|
SU500048A1 |
| Способ многоинструментальной чистовой обработки деталей типа вала | 1989 |
|
SU1756124A1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1993 |
|
RU2087292C1 |
| Прибор для записи работы и простоя станков | 1929 |
|
SU26470A1 |
| US 5658191 A, 19.08.1997. | |||

