Изобретение относится к области обработки металлов резанием и пластическим деформированием поверхностного слоя плоского торца заготовок из мягкой стали или цветных металлов.
Известен способ обработки плоских торцовых поверхностей заготовок деталей комбинированной обработки резанием и выглаживанием. Для его осуществления предложены разные конструкции устройств, содержащих резец и выглаживатель, для применения на универсальных токарных, фрезерных и др. станках /1/.
Недостатком известных устройств является невысокая производительность обработки при условии обеспечения высоких требований к плоскостности и шероховатости поверхности плоского торца детали.
Задачей изобретения является повышение производительности обработки на токарном станке плоских торцов заготовок деталей из мягких сталей с обеспечением высоких требований к плоскостности и шероховатости торцовой поверхности деталей.
Поставленная задача решена с помощью предлагаемого устройства для обработки выполненных по диаметру плоских торцовых поверхностей заготовок из мягких сталей, содержащего планшайбу, выполненную с возможностью закрепления на ее торце со смещением относительно ее оси заготовок, и держатель с резцами и выглаживателем, причем резцы и выглаживатель установлены в вертикальной плоскости держателя на расстоянии друг от друга, превышающем диаметр торцовых поверхностей заготовок, при этом расстояние от оси планшайбы до выглаживателя больше, чем до резцов, а разница расстояний от оси планшайбы до каждого резца находится в пределах величины подачи резцов.
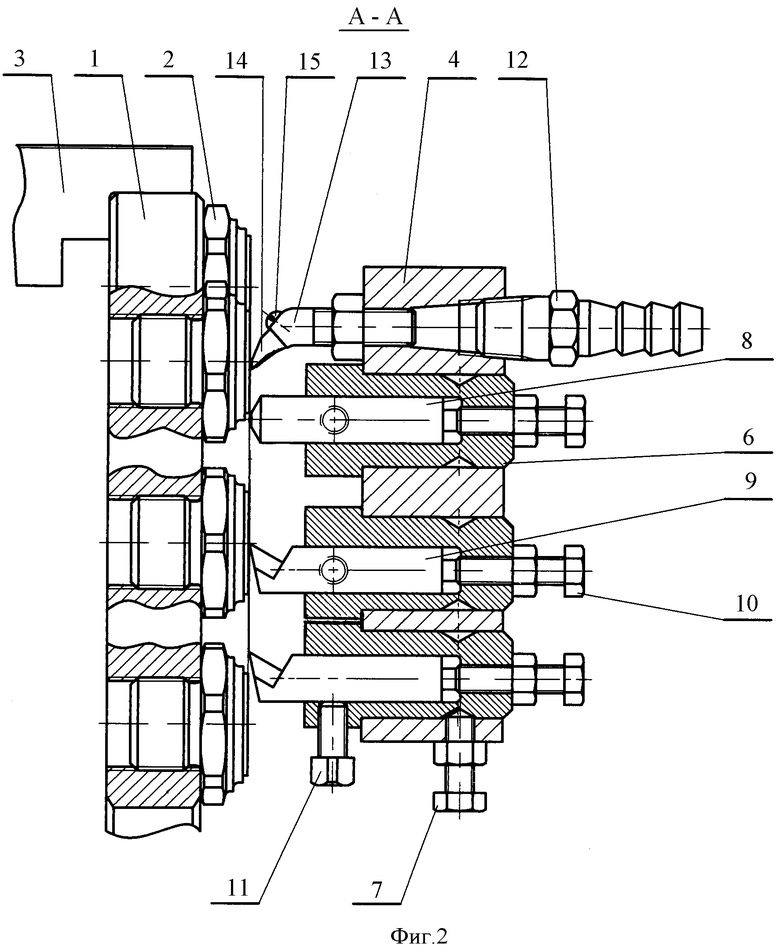
Конструкция предлагаемого устройства применительно к использованию на токарном станке показана: на фиг.1 - вид на торец планшайбы, закрепленной на шпинделе передней бабки токарного станка; на фиг.2 - разрез по А - А на фиг.1.
Устройство содержит планшайбу 1 с закрепленными на ее торцовой поверхности со смещением относительно оси заготовками 2, в количестве восьми или более. Планшайба крепится по наружной поверхности в кулачках патрона 3. Держатель 4 крепится в суппорте 5 токарного станка. В вертикальной части держателя в трех отверстиях установлены три эксцентричные втулки 6, закрепленные винтами 7 с контргайками. В верхней втулке установлен выглаживатель 8. В средней и нижней втулках резцы 9. Осевое положение резцов и выглаживателя регулируется ввернутыми во втулку винтами 10 с контргайкой.
Конические концы винтов 7 позволяют осуществить прижатие буртика втулки к держателю и исключить осевой и радиальный люфт втулок в держателе. От проворачивания резцов и выглаживателя во втулках предусмотрены винты 11. Их может быть два на одну втулку.
Над выглаживателем в держателе закреплено устройство для подвода в зону обработки СОТС. Оно имеет штуцер 12, резьбовую трубку 13, в которую вставлен фитиль 14, фиксируемый винтом 75. Фитиль целесообразно применять при использовании в качестве СОТС керосина.
Применение винтов М6х1 для осевой регулировки инструментов позволяет за поворот винта 10 на 10° осуществлять их осевое перемещение на 0,03 мм. Эксцентриситет втулок, примерно 1,5 мм, позволяет осуществлять бесступенчатое перемещение инструментов на ±1,5 мм в радиальном направлении.
Первоначальная подготовка устройства к работе состоит в следующем. Планшайбу без заготовок крепят в проточенных кулачках 3 патрона токарного станка, устраняют биение ее торца. Затем по торцовой плоскости планшайбы выставляют в осевом направлении резцы и выглаживатель. При этом под резцы подкладывают стальные прокладки или щупы одинаковой толщины 0,1 мм и затягивают винты 11. После этого проверяют расстояние между резцами и выглаживателем. Оно должно быть больше диаметра обрабатываемого торца заготовки не менее чем на 1...3 мм. При необходимости регулировки этого расстояния отпускают винты 7 и поворачивают одну или несколько втулок 6. Расстояние от оси планшайбы до резцов устанавливают, подводя одну из закрепленных на планшайбе заготовок сначала к одному, а потом к другому резцу. При этом разница в расстояниях должна быть в пределах принятой величины подачи инструментов. Согласно рекомендациям I1I оптимальная величина подачи на один резец при обработке мягких материалов 0,08...0,12 мм/об. Разницу в расстояниях от оси планшайбы до резцов устанавливают поворотом втулок 6. При эксцентриситете втулок, равном 1,5 мм, поворот втулки на 5° дает радиальное перемещение на 0,08 мм.
Выглаживатель 8 устанавливают от оси планшайбы дальше наиболее удаленного резца на величину 2...3 мм, так как он имеет такую же величину радиуса выглаживающего наконечника, поворачивая втулку на 180° относительно втулок резцов. Фитиль 14 подводят к торцу заготовки и фиксируют винтом 75. На штуцер 12 надевают шланг подачи СОТС и проверяют поступление СОТС на торец заготовки.
После проведенных регулировок положения резцов, выглаживателя и фитиля производят окончательную затяжку винтов 7, 10, 11 и контрогаек. Затем производят пробную обработку нескольких заготовок деталей, проверку плоскостности и шероховатости плоскости их торца.
Расположение выглаживателя и резцов на держателе друг над другом в вертикальной плоскости позволяет сократить при обработке заготовок почти в два раза рабочий и холостой ход инструментов.
Жесткость конструкции устройства, позволяющая обеспечить высокие требования к плоскостности торца деталей и шероховатости его поверхности, обеспечена в устройстве за счет:
- вертикальной установки в держателе двух надежно закрепленных резцов и выглаживателя над ними с небольшой разницей расстояний от оси планшайбы;
- сокращения до минимума вылета резцов и выглаживателя из держателя;
- плотной посадки в держателе и надежного крепления к нему винтами эксцентрических втулок и инструментов в них;
- близкого расположения инструментов к резцедержателю суппорта;
- крепления планшайбы с заготовками по наружному диаметру.
Высокая производительность обработки плоских торцовых поверхностей заготовок деталей из мягких сталей обеспечена за счет:
- применения двух, установленных в вертикальной плоскости держателя, резцов и выглаживателя над ними;
- установки на торце планшайбы восьми и более заготовок;
- повышения жесткости конструкции устройства;
- обеспечения удобства регулировки осевого и радиального положения инструментов в держателе.
Источники информации
1. Одинцов Л.Г. Упрочнение и отделка деталей поверхностным пластическим деформированием. - М.: Машиностроение, 1987. - 328 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА КОМБИНИРОВАННАЯ ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ДЕТАЛЕЙ ИЗ МЯГКИХ МАТЕРИАЛОВ | 2007 |
|
RU2338631C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПЛОСКИХ ТОРЦОВ ЗАГОТОВОК ИЗ МЯГКИХ СТАЛЕЙ | 2007 |
|
RU2350458C1 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| ВЫГЛАЖИВАТЕЛЬ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ - ТЕЛ ВРАЩЕНИЯ | 2004 |
|
RU2278017C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| ВЫГЛАЖИВАТЕЛЬ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВИДЕ ТЕЛ ВРАЩЕНИЯ НА ТОКАРНЫХ СТАНКАХ | 2005 |
|
RU2307019C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| ПОДШИПНИКОВЫЙ УЗЕЛ РОТАЦИОННОГО ИНСТРУМЕНТА | 2008 |
|
RU2381874C1 |
| Устройство для токарной обработки торцовых нежестких поверхностей пустотелых деталей | 1989 |
|
SU1710191A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2010 |
|
RU2458777C2 |
Изобретение относится к области обработки металлов резанием и поверхностно-пластическим деформированием плоских торцовых поверхностей из мягких сталей. Устройство содержит планшайбу, выполненную с возможностью закрепления на ее торце со смещением относительно ее оси заготовок, и держатель с резцами и выглаживателем. Резцы и выглаживатель установлены в вертикальной плоскости держателя на расстоянии друг от друга, превышающем диаметр торцовых поверхностей заготовок. Расстояние от оси планшайбы до выглаживателя больше, чем до резцов. Разница расстояний от оси планшайбы до каждого резца находится в пределах величины подачи резцов. В результате повышается производительность обработки. 2 ил.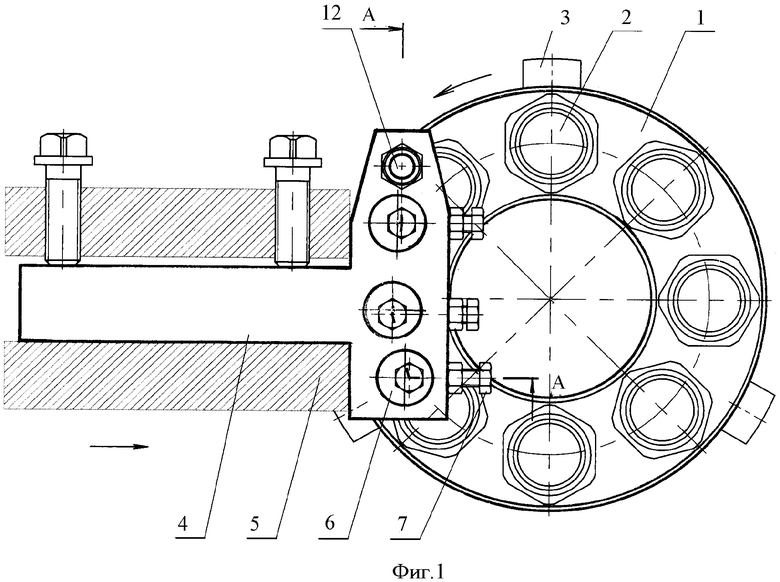
Устройство для обработки выполненных по диаметру плоских торцевых поверхностей заготовок из мягких сталей, содержащее планшайбу, выполненную с возможностью закрепления на ее торце со смещением относительно ее оси заготовок, и держатель с резцами и выглаживателем, отличающееся тем, что резцы и выглаживатель установлены в вертикальной плоскости держателя на расстоянии друг от друга, превышающем диаметр торцевых поверхностей заготовок, при этом расстояние от оси планшайбы до выглаживателя больше, чем до резцов, а разница расстояний от оси планшайбы до каждого резца находится в пределах величины подачи резцов.
| ОДИНЦОВ Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| - М.: Машиностроение, 1987, с.165-171 | |||
| Способ упрочняюще-чистовой обра-бОТКи и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU841936A1 |
| Способ совмещенной обработки резанием и поверхностным пластическим деформированием комбинированным инструментом | 1986 |
|
SU1333554A1 |
| Инструмент для совмещенной обработки деталей резанием и поверхностно-пластическим деформированием | 1988 |
|
SU1551525A1 |
| Инструмент для совмещенной черновой и чистовой обработки | 1989 |
|
SU1698040A1 |
| JP 56003101 A, 13.01.1981. | |||

