Изобретение относится к обработке металла давлением и может быть использовано в горизонтальных и универсальных клетях прокатного стана для передачи вращения от источника мощности к горизонтальным валкам прокатной клети.
Известно устройство для удержания шпинделей при перевалке, содержащее стойку, опорные траверсы с роликами, установленные в корпусе, свободно подвешенные в направляющей стойки, верхние траверсы с поршневым приводом перемещения, смонтированными в общем корпусе с нижними траверсами (SU, авторское свидетельство №307825. М. кл. В 21 В 35/14. Устройство для удержания шпинделей при перевалке, 1972).
К недостаткам описанного устройства несмотря на поставленную задачу - упрощение конструкции, повышение надежности и производительности за счет сокращения количества приводов и исключения подстройки по высоте для совмещения оси головки шпинделя с осью хвостовика прокатного валка - относятся большие затраты труда и времени на ручную настройку положения корпуса по отношению к оси прокатного валка. Используемый поршневой привод либо выбирает зазоры между головкой шпинделя и траверсами, либо образует их при выполнении технологического процесса прокатке заготовок. Большие затраты времени на переналадку и неточности в совмещаемых приводов вызваны сложностью и громоздкостью конструкции, содержащей подвижный корпус в стойках, подвижную траверсу в корпусе, поршневой механизм и др.
Известно также устройство для разъединения привода, вала и их соединения, включающее телескопический шпиндель с втулочной муфтой, соединенной со шпинделем универсальным шарниром раму с приводом ее возвратно-поступательного перемещения относительно вала шпинделя на раме ложемента, регулируемые по высоте, причем каждый ложемент снабжен приводом для подвода и отвода их к муфте с боков (US, патент №4103528. М. кл. В 21 В 35/14. Устройство для разъединения привода валов и их соединения, 1978).
К недостаткам описанного устройства, несмотря поставленную схожую задачу, относятся чрезмерная сложность конструкции и низкая техническая надежность. Этому способствуют наличие механизмов продольного перемещения стойки, горизонтального и вертикального перемещения ложементов, установленных на стойке. В процессе перевалки клети механизм вертикального перемещения ложементов перемещает их в разные стороны, подстраиваясь на данное конкретное расстояние между валками. Механизм подхватывает головки шпинделя и отводит их в сторону шестеренной клети. После уборки клети подается новая с иным межвалковым расстоянием в блоке с переточенными после реставрации валками, оси симметрии которых зафиксированы, в механизме вертикального перемещения осями головок шпинделей. Для соединения головок с шлицевыми втулками головок и выступающих концов валков необходима либо вертикальная настройка с помощью механизма вертикального перемещения, либо установка механизма поворота головок в вертикальной плоскости, либо увеличение размеров заходных фасок. Любое из предложенных технических решений противоречит поставленной задаче. Описанная установка механизмов усложняет конструкцию, снижает надежность и производительность. Увеличение заходных фасок приводит к увеличению габаритов шпинделя и снижению надежности из-за образования царапин и задиров на валках и головках.
Сущность заявленного изобретения.
Задача, на решение которой направленно заявленное изобретение, - снижение затрат времени и труда при перевалке сменной прокатной клети.
Технический результат - повышение срока службы и эксплуатационной надежности привода валков горизонтальной прокатной клети. Указанный технический результат достигается тем, что в известном устройстве для разъединения потока мощности в приводе валков горизонтальной прокатной клети, включающем установленные на раме снабженный источником мощности редуктор с выходными горизонтальными валами, шпиндели, связанные ведущими шлицевыми соединениями с выходными валами редуктора и ведущими шлицевыми соединениями с валками сменной прокатной клети, механизмы перемещения ведомых шлицевых соединений, снабженные силовыми цилиндрами, и стойку с ложементами, согласно изобретению, каждый механизм перемещения ведомого шлицевого соединения выполнен в виде пневмоцилиндра, установленного с охватом и соосно валу шпинделя, основанием размещенным на ведущем шлицевом соединении, а его полый шток соединен с ведомым шлицевым соединением, поочередно размещаемого на валке сменной прокатной клети и с зазором на рабочих поверхностях ложемента и при перевалке на ложементе, рабочие поверхности последнего на стойке установлены с продольным и поперечными уклонами.
Изобретение поясняется чертежами.
На фиг.1 изображено устройство для разъединения потока мощности в приводе валков горизонтальной сменной прокатной клети, вид его со стороны подачи заготовок при выполнении технологического процесса.
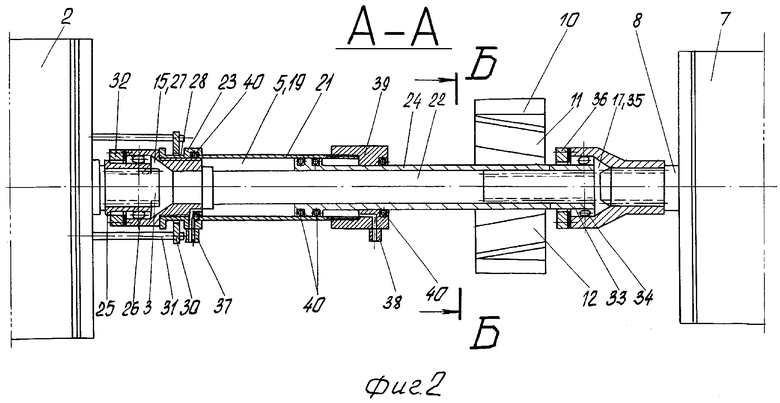
На фиг.2 - сечение А-А на фиг.1, горизонтальное сечение верхнего шпинделя с ведущим и ведомым шлицевым соединениями и привода ведомого шлицевого соединения.
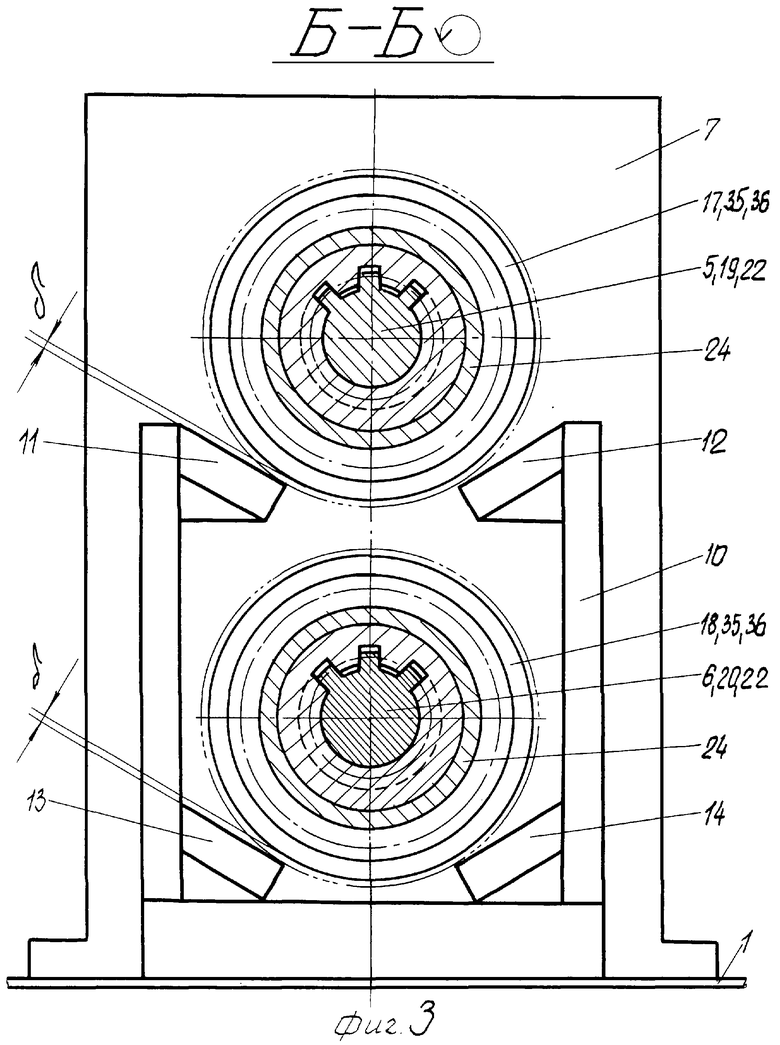
На фиг.3 - сечение Б-Б на фиг.2, поперечно-вертикальный разрез ложемента, верхнего и нижнего валов шпинделей при передаче мощности на шлицевые хвостовики валков сменной горизонтальной прокатной клети.
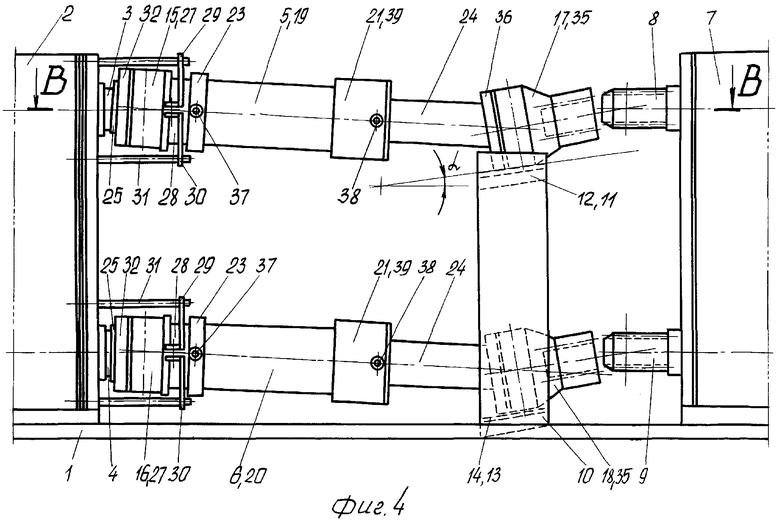
На фиг.4 представлено устройство для разъединения потока мощности прокатной клети при перевалке.
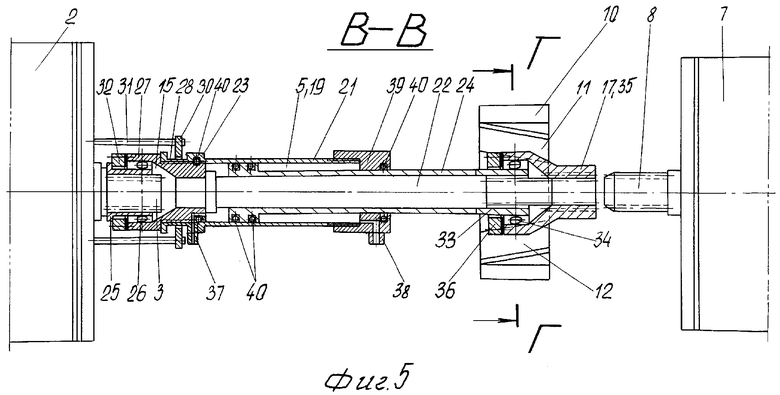
На фиг.5 - сечение В-В на фиг.4, положения ведомого шлицевого соединения на ложементе и полого штока с поршнем на верхнем валу шпинделя.
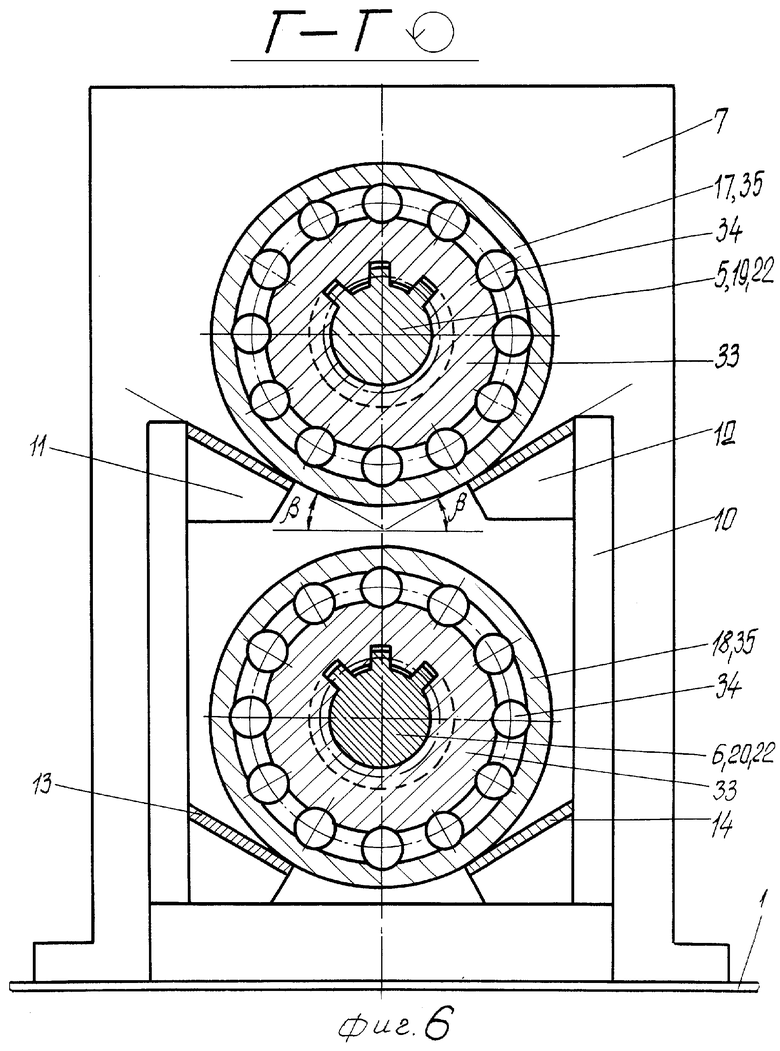
На фиг.6 - сечение Г-Г на фиг.5, поперечно-вертикальный разрез ложемента, верхнего и нижнего валков шпинделей в момент перевалки сменной горизонтальной прокатной клети.
Устройство для разъединения потока мощности в приводе валков горизонтальной сменной прокатной клети содержит установленные на раме 1 снабженный источником мощности редуктор 2 шестеренной клети с выходными концами горизонтальных валов 3 и 4, шпиндели 5 и 6, сменную прокатную клеть 7 с приемными концами горизонтального установных валков 8 и 9, стойку 10 с ложементами 11, 12, 13 и 14. Шпиндели 5 и 6 связаны ведущими шлицевыми соединениями 15 и 16 с выходными концами горизонтальных валов 3 и 4 редуктора 2 и ведомыми шлицевыми соединениями 17 и 18 с приемными концами горизонтально установленных валков 8 и 9 сменной прокатной клети. Шпиндели 5 и 6 снабжены механизмами 19 и 20 перемещения ведомых шлицевых соединений 17 и 18. Каждый механизм 19 (20) перемещения имеет силовой цилиндр. Каждый механизм 19 (20) ведомого шлицевого соединения 17 (18) выполнен в виде пневмоцилиндра 21. Он установлен с охватом и соосно валу 22 шпинделя 5 и 6. Основание 23 пневмоцилиндра 21 размещено на ведущем шлицевом соединении 15 (16). Полый шток 24 соединен с ведомым шлицевым соединением 17 (18). Ведомые шлицевые соединения 17 и 18 могут быть поочередно размещены как на приемных шлицевых концах валков 8 и 9 прокатной клети 7 и с зазором "б" на рабочих поверхностях ложементов 11, 12 и 13, 14 соответственно, так и на рабочих поверхностях ложементов 11-14 стойки 10. Последние для центрирования ведомых шлицевых соединений установлены на стойке 10 с продольными уклонами под углом α, и поперечными уклонами под углом β к горизонту. Каждое ведущее шлицевое соединение 15 (16) имеет внутреннюю обойму 25, бочкообразные ролики 26 и внешнюю обойму 27 (см. фиг.2 и 5). Внутренняя обойма 25 посредством прямобочных шлицевых соединений размещена с возможностью демонтажа на выходном конце горизонтального вала 3 (4) редуктора 2 шестеренной клети прокатного стана. Внешняя обойма 27 жестко связана с валом 22 шпинделя 5 (6). Осевые перемещения шпинделей 5 и 6 на выходных концах горизонтальных валков 3 (4) вместе с ведущими шлицевыми соединениями 15 и 16 ограничены кольцевой проточкой 28 на основании 23 пневмоцилиндра 21 и полукольцами 29 и 30, установленными с охватом на кольцевой проточке 28 и удерживаемые шпильками 31 редуктора 2. Положения бочкообразных роликов 26 в обоймах 25 и 27 зафиксированы кольцами 32.
Каждое ведомое шлицевое соединение 17 (18) имеет внутреннюю обойму 33, бочкообразные ролики 34 и внешнюю обойму 35 (см. фиг.2 и 5). Внешняя обойма 35 с возможностью частого съема при прокатке размещена на шлицевом конце горизонтального валка 8 (9) сменной прокатной клети 7. Внутренняя обойма 33 сопряжена с торцом полого штока 24 пневмоцилиндра 21 и размещена подвижно на шлицевой части вала 22 шпинделя 5 (6). Осевые смещения бочкообразных роликов 34 в полости внешней обоймы 35 ограничены кольцом 36.
Штоковая и бесштоковая полости пневмоцилиндра 21 соединяются при перевалке сменной прокатной клети 7 с источником сжатого посредством штуцеров 37 и 38. Каждый из штуцеров 37 (38) размещен в резьбовых отверстиях головки 39 пневмоцилиндра 21 и его основании 23. Штуцера 37 и 38 пневматически сообщены с штоковой и бесштоковой и полостями благодаря радиальным и осевым сверлениям. Рабочие поверхности гильзы пневмоцилиндра 21 и поршня с штоком 24 уплотнены манжетами и кольцами 40.
Устройство для разъединения потока мощности в приводе валков горизонтальной сменной прокатной клети работает следующим образом.
После переустановки на раме 1 прокатной клети 7 гибкими рукавами соединяют штуцера 37 на основаниях 23 пневмоцелиндров 21 шпинделей 5 и 6.
При подаче воздуха под давлением в бесштоковую полость пневмоцилиндра 21 (см. фиг.5) под воздействием осевого усилия его полый шток 24 начинает перемещаться на поверхности вала 22 шпинделя 5. Полый шток 24 на шлицевой части вала 22 перемещает внутреннюю обойму 33 ведомого шлицевого соединения 17.
Внешняя обойма 35 шлицевого соединения скользит по наклонным горизонтальным рабочим поверхностям верхней пары ложементов 11 и 12 на стойке 10.
При перемещении внешней обоймы 35 в направлении к приемному концу горизонтального вала 8 прокатной клети 7 шлицевая втулка ведомого шлицевого соединения 17 наползает на заточенную часть (фаску) вала 8. При сопряжении с прямобочными шлицами геометрические оси горизонтального вала 8 и внешней обоймы 35 выравниваются и совмещаются. Этому условию способствует бочкообразные ролики 34 в полости внешний и внутренней обойм 33 и 35. При утыкании торца внешней обоймы 35 в буртик шлицевого хвостовика горизонтального вала 8 пневмопривод выключают поворотом вентиля на гибком рукаве (фиг.2). Аналогичным образом поступают с механизмом 20 на валу 22 шпинделя 6. После выполнения указанных работ гибкие рукава удаляют с штуцеров 37.
При включенном источнике мощности выходные концы горизонтальных валов 3 и 4 редуктора 2 шестеренной клети получают равномерное вращение, передавая требуемый крутящий момент на шпиндели 5 и 6. При вращении шлицевого хвостовика 3 через шлицы получает привод внутренняя обойма 25, а далее через бочкообразные ролики 26 - внешняя обойма 27 ведущего шлицевого соединения 15. Вал 22 вместе с обоймой 27, основанием 23 и полым штоком 24 пневмоцелиндра 21 приводят во вращение внутреннюю обойму 33 ведомого шарнирного соединения 17. Бочкообразные ролики 34 крутящий момент передают на внешнюю обойму 35, а та - через прямобочные шлицы - на приемный хвостовик верхнего горизонтального вала 8 прокатной клети 7. Синхронное вращение валков 8 и 9 клети 7 обеспечивают высокое качество прокатки с заданными технологическими допусками в сортаментах.
При завершении прокатки сменную клеть 7 удаляют с рамы 1. Для этого источник сжатого воздуха соединяют гибкими рукавами со штуцерами 37 пневмоцилиндра 21 механизмов 19 и 20. Втягиванием полых штоков 24 в полости цилиндров 21 ведомые шарнирные соединения 17 и 18 стаскивают с шлицевых концевиков горизонтальных валков 8 и 9. Ложементы 11-14 исключают падение последних. Полукольца 29 и 30 на шпильках удерживают основания 23 пневмоцилиндров 21 в рабочем положении.
Описанные механизмы 19 и 20 совместно с ложементами 11-14 обеспечивают снижение затрат труда и времени на перевалку сменных горизонтальных прокатных клетей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2281821C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 2005 |
|
RU2277985C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2067903C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ГОРИЗОНТАЛЬНЫХ КЛЕТЕЙ | 1992 |
|
RU2068312C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| Шпиндель привода прокатного стана | 1978 |
|
SU706147A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| МУФТА | 2007 |
|
RU2357127C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
Изобретение относится к обработке металла давлением и может быть использовано в горизонтальных и универсальных клетях прокатного стана для передачи вращения от источника мощности к горизонтальным валкам прокатной клети. Устройство включает установленные на раме снабженный источником мощности редуктор с выходными горизонтальными валами, шпиндели и стойку с ложементами. Шпиндели связаны ведущими шлицевыми соединениями с выходными валами редуктора и ведомыми шлицевыми соединениями с валками сменной прокатной клети. Шпиндели снабжены механизмами перемещения ведомых шлицевых соединений. Механизм перемещений имеет силовые цилиндры. Каждый механизм перемещения ведомого соединения выполнен в виде пневмоцилиндра. Пневмоцилиндр установлен охватом и соосно валу шпинделя. Его основание размещено на ведущем шлицевом соединении. Полый шток пневмоцилиндра соединен с ведомым шлицевым соединением. Последний поочередно может быть размещен на валке сменной прокатной клети и с зазором на рабочих поверхностях ложемента при прокатке стальных заготовок и на рабочих поверхностях ложемента при перевалке сменной прокатной клети. Изобретение обеспечивает упрощение конструкции и снижение затрат времени и труда при перевалке сменной прокатной клети. 6 ил.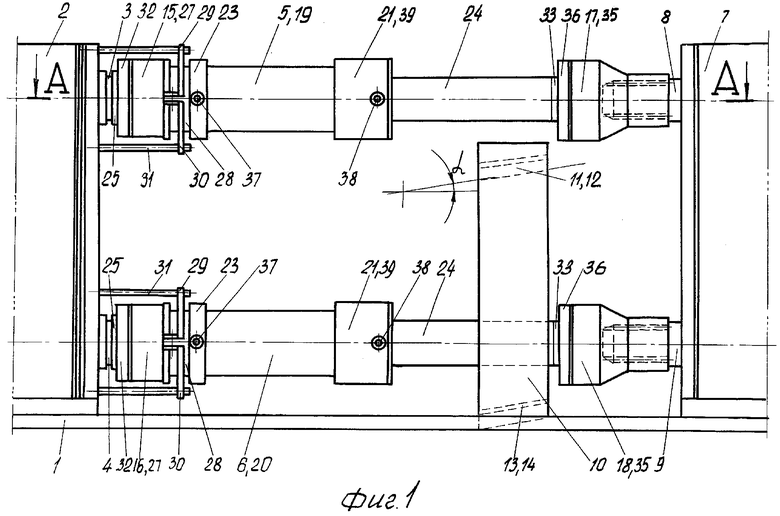
Устройство для разъединения потока мощности в приводе валков горизонтальной сменной прокатной клети, включающее установленные на раме снабженный источником мощности редуктор с выходными горизонтальными валами, шпиндели, связанные с ведущими шлицевыми соединениями с выходными валами редуктора и ведомыми шлицевыми соединениями с валками сменной прокатной клети, механизмы перемещения ведомых шлицевых соединений, снабженные силовыми цилиндрами, и стойку с ложементами, отличающееся тем, что каждый механизм перемещения ведомого шлицевого соединения выполнен в виде пневмоцилиндра, установленного с охватом и соосно с валом шпинделя, размещенного основанием на ведущем шлицевом соединении, а его полый шток соединен с ведомым шлицевым соединением, поочередно размещаемым на валке сменной прокатной клети и с зазором на рабочих поверхностях ложементов и при перевалке - на ложементе, рабочие поверхности последнего на стойке установлены с продольными и поперечным уклонами.
| US 4103528 A, 01.08.1978 | |||
| JP 20000615156 A, 05.07.1999 | |||
| JP 2001232408 A, 28.08.2001 | |||
| УСТРОЙСТВО ДЛЯ ПОДДЕРЖАНИЯ ШПИНДЕЛЯ | 1996 |
|
RU2109585C1 |
| RU 93046301 A, 20.02.1997 | |||
| УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ГОРИЗОНТАЛЬНЫХ КЛЕТЕЙ | 1992 |
|
RU2068312C1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ШПИНДЕЛЕЙ ПРИ ПЕРЕВАЛКЕ | 0 |
|
SU307825A1 |

