Изобретение относится к обработке металла давлением и может быть использовано в вертикальных и универсальных клетях прокатного стана для передачи вращения от двигателя к вертикальным валкам прокатной клети полосового стана.
Известна вертикальная клеть с механизмом съема шпинделей с прокатного вала, содержащая станину, на которой установлены привод, состоящий из электродвигателя, соединенного шлицевым валом с комбинированным редуктором, сменную раму с прокатными валками, устанавливаемую в промежуточную раму, соединенную с механизмом вертикального перемещения (см. книгу А.Т.Демченко и П.Ф.Даценко. Ремонт механического оборудования мелкосортных и проволочных станов. - М.: Металлургия, 1978. - С.81-83).
К недостаткам вертикальной клети относятся сложность конструкции, обусловленной наличием полого вала шестеренной клети, большие габаритные размеры в плане из-за наличия механизма подъема и опускания нижнего шарнира в виде надстройки над шестеренной клетью, подъем при перевалке всего шпинделя, большие энергозатраты для привода верхней головки.
Наиболее близким аналогом к заявленному объекту является привод вертикальных валков прокатной клети, включающий электродвигатель, редуктор с полым выходным валом, шпиндели из двух половин, связанных между собой шлицевым соединением, с шарнирами, нижние из которых соединены с вертикальными валками, а верхние размещены в верхней части полого выходного вала редуктора, и механизм подъема и опускания нижнего шарнира при монтаже и демонтаже его с вертикальным валком, выполненным в виде штанги с проушинами, связанной с торцом шлицевой части нижней головки шпинделя, и гидроподъемник с захватами проушин, в котором, с целью сокращения времени на перевалку вертикальных валков путем исключения ручного труда за счет полной механизации подъема и опускания нижнего шарнира шпинделя при монтаже и демонтаже его с вертикальным валком и повышения производительности стана, привод снабжен рамой, установленной в размещенных на редукторе направляющих с возможностью принудительного перемещения по ним от горизонтального гидроцилиндра, а гидроподъемник штанг выполнен в виде вертикальных двухполостных гидроцилиндров, установленных на раме по одному над каждым шпинделем соосно, при этом захваты прикреплены к штокам вертикальных гидроцилиндров; с целью увеличения срока службы шпинделей верхний торец каждого полого выходного вала редуктора перекрыт закрепленной на раме крышкой с проходным радиальным каналом для штанги (SU, авторское свидетельство №1340849. А1. М. кл.4 В 21 В 35/14. Привод вертикальных валков прокатной клети / А.В.Литвинов, Ю.М.Дурник, С.Н.Лавроненко (СССР). - Заявка №4058989/22-02; Заявлено 21.04.1986; Опубл. 30.09.1987, Бюл. №36 // Открытия. Изобретения 1987. - №36).
Описанный привод вертикальных валков прокатной клети нами принят в качестве наиближайшего аналога.
К недостаткам описанного привода относится низкая эксплуатационная надежность.
Сущность заявленного изобретения
Задача, на решение которой направлено заявленное изобретение, - повышение эксплуатационной надежности.
Технический результат - снижение затрат труда на перевалку и упрощение конструкции.
Указанный технический результат достигается тем, что в известном приводе вертикальных валков прокатной клети, включающем установленные на раме электродвигатель, редуктор с выходными валами, шпиндели, связанные верхними шлицевыми соединениями с выходными валами редуктора и нижними шлицевыми соединениями с валками прокатной клети, и механизм подъема и опускания нижних шлицевых соединений, снабженные силовыми цилиндрами, согласно изобретению каждый механизм подъема и опускания нижних шлицевых соединений выполнен в виде пневмоцилиндра, установленного с охватом и соосно валу шпинделя, основанием, размещенным на верхнем шлицевом соединении, а его полый шток соединен с нижним шлицевым соединением с возможностью фиксируемых положений на валу шпинделя посредством кольцевых канавок на валу и стопора, размещенного в пазу нижнего шлицевого соединения.
Изобретение поясняется чертежами.
На фиг.1 представлена вертикальная прокатная клеть, вид со стороны подачи полосового материала.
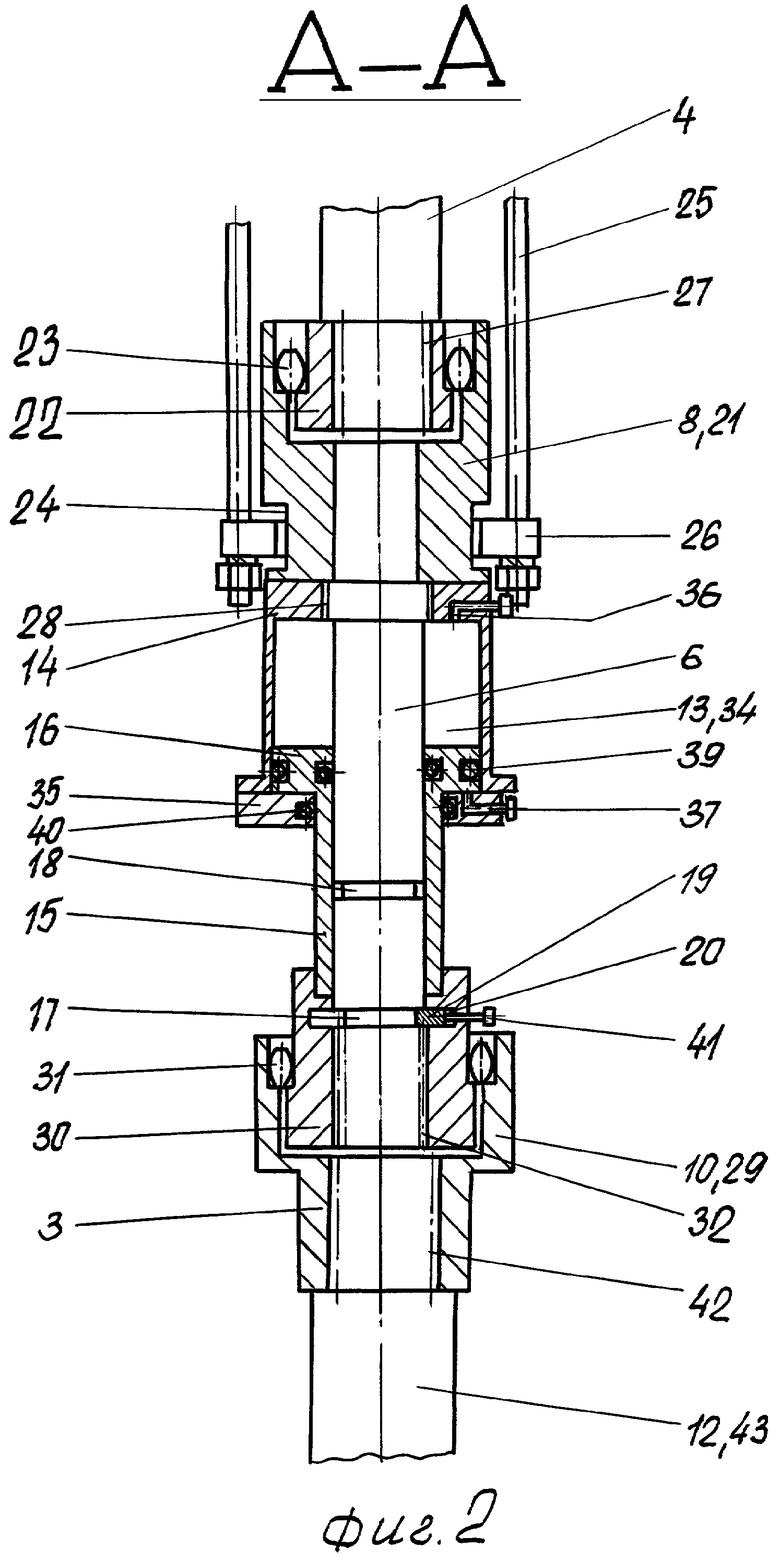
На фиг.2 - сечение А-А на фиг.1, вертикальный диаметральный разрез выходного вала шестеренной клети, шпинделя с верхней и нижней головками привода прокатного валка сменной прокатной клети в рабочем положении.
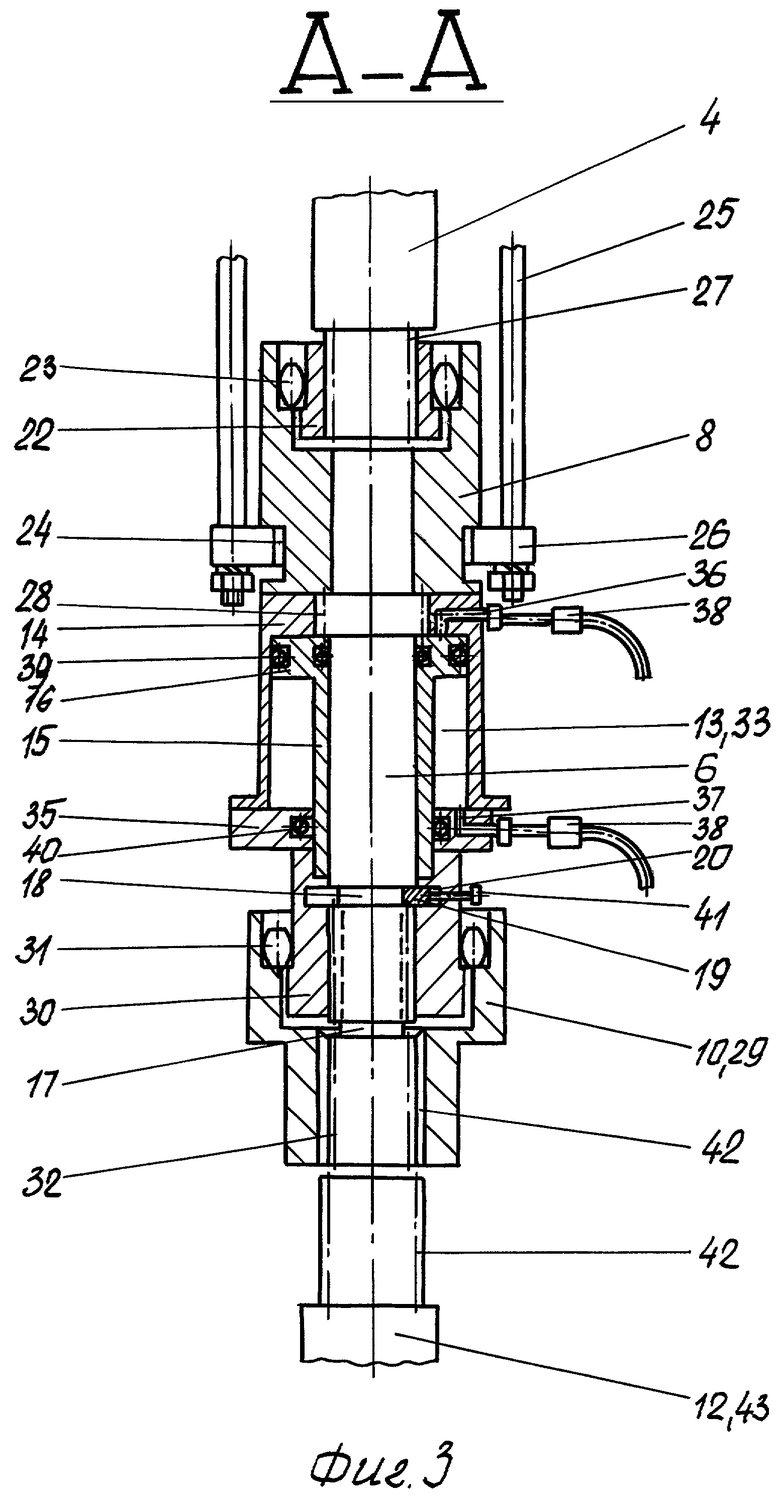
На фиг.3 - то же, при перевалке сменной прокатной клети.
Сведения, подтверждающие возможность реализации заявленного изобретения, заключаются в следующем.
Привод вертикальных валков прокатной клети (см. фиг.1-3) включает установленные на раме 1 электродвигатель 2, редуктор 3 с выходными валами 4 и 5 и шпиндели 6 и 7. Шпиндели 6 и 7 связаны верхними шлицевыми соединениями 8 и 9 с выходными валами 4 и 5 редуктора 3 и нижними шлицевыми соединениями 10 и 11 с валками прокатной клети. Нижние шлицевые соединения 8 и 9 шпинделей 6 и 7 снабжены механизмами подъема и опускания. Каждый упомянутый механизм снабжен силовым цилиндром.
Каждый механизм подъема и опускания нижних шлицевых соединений 10 и 11 выполнен в виде пневмоцилиндра 13. Пневмоцилиндр 13 установлен с охватом и соосно валу шпинделя 6 (7). Основание 14 пневмоцилиндра 13 размещено на верхнем шлицевом соединении 8 (9). Полый шток 15 поршня 16 пневмоцилиндра 13 соединен с нижним шлицевым соединением 10 (11). Полый шток 15 установлен на валу шпинделя 6 (7) с возможностью фиксируемых положений посредством кольцевых канавок 17 и 18 на валу и отъемного стопора 19. Стопор 19 размещен в пазу 20 нижнего шлицевого соединения 10 (11).
Каждое верхнее шлицевое соединение 8 (9) шпинделя 6 (7) выполнено в виде внешней 21 и внутренней 22 обойм с размещенными в них, например, бочкообразными роликами 23. Каждая внешняя обойма 21 верхнего шлицевого соединения 8 шпинделя 6 снабжена внешней кольцевой канавкой 24. Каждое верхнее шлицевое соединение 8 (9) по отношению к выходному валу 4 (5) редуктора 3 установлено с возможностью вертикального смещения посредством подвешенных на раме 1 шпильками 25 полуколец 26. Полукольца 26 установлены с охватом в кольцевой канавке 24 внешней обоймы 21 шлицевого соединения 8 (9). Внутренняя обойма 22 размещена на нижнем конце выходного вала 4 редуктора 3 посредством прямобочных шлицев 27. Основание 14 пневмоцилиндра 13 сопряжено резьбовым участком 28 на валу шпинделя 6. Каждое нижнее шлицевое соединение 10 (11) шпинделя 6 (7) выполнено в виде внешней 29 и внутренней 30 обойм с размещенными в них, например, бочкообразными роликами 31. Внутренняя обойма 30 нижнего шлицевого соединения 10 (11) сопряжена с полым штоком 15 пневмоцилиндра 13. Внутренний диаметр отверстия внутренней обоймы 30 нижнего шлицевого соединения 10 выполнен больше диаметра шлицевой части 32 вала шпинделя 6. Штоковая полость 33 и бесштоковая полость 34 пневмоцилиндра 13 снабжены возможностью кратковременного соединения с источником сжатого воздуха. Для этого в основании 14 и головке 35 пневмоцилиндра 13 выполнены каналы 36 и 37. Каналы 36 и 37 имеют штуцеры 38 для соединения гибкими рукавами с ресивером компрессора. Герметичность полостей 33 и 34 обеспечивают сальниковые уплотнения 39 и 40 на поршне 16 и в головке 35 пневмоцилиндра 13. Рабочее положение штопора 19 в пазу 20 зафиксировано стопором 41. Внешняя обойма 29 нижнего шлицевого соединения 10 периодически сопряжена прямобочными шлицами 42 на выступающей части 43 валков прокатной клети 12.
Привод вертикальных валков прокатной клети работает следующим образом.
При включенном электродвигателе 2 крутящий момент с его вала передается через промежуточный редуктор на редуктор 3 с выходными валами 4 и 5. За счет больших передаточных отношений кратно им увеличиваются моменты сил на валах 4 и 5.
Прямобочными шлицами 27 крутящие моменты с концов валов 4 и 5 передаются на внутреннюю обойму 22, а далее через бочкообразные ролики 23 - на внешнюю обойму 21 верхнего шлицевого соединения 8 (9). Ролики 23 обладают высокой прочностью и износостойкостью. Роликами 23 тангенциальные усилия передаются на внешнюю обойму 21. Внешняя обойма 21 жестко соединена с вертикально установленным валом шпинделя 6.
При прокатке полосового материала парой валков в сменной прокатной клети 12 внешняя обойма 29 нижнего шлицевого соединения 10 размещена на прямобочных шлицах 42 выступающих частей 43 валков прокатной клети 12. Развиваемый валом шпинделя 6 крутящий момент через шлицевую часть 32 передается на внутреннюю обойму 30 нижнего шлицевого соединения 10. При заклинивании бочкообразных роликов 31 тангенциальные усилия равномерно по всему периметру передаются на внешнюю обойму 29, а от нее на прямобочные шлицы 42 выступающих частей валков сменной прокатной клети 12. В рабочем положении верхние шлицевые соединения 8 и 9 не опираются на разрезные полукольца 26 (см. фиг.21). Описанная конструкция привода обеспечивает равномерное вращение валков сменной прокатной клети.
При изменении толщины полосового проката сменную клеть заменяют на другую. При перевалке клети 12 выключают привод электродвигателя 2. Освобождают стопор 41, а из паза 20 извлекают стопор 19.
Штуцер 38 на головке 35 пневмоцилиндра 13 соединяют гибким рукавом с ресивером. При поступлении воздуха в штоковую полость 33 пневмоцилиндра 13 шток 15 перемещает нижнее шлицевое соединение 10 вверх. Для исключения самопроизвольных перемещений поршня 16 в полости пневмоцилиндра 13 его шток 15 фиксируют в канавке 18 вала шпинделя 6. Для этого фиксирующий стопор 19 устанавливают в пазу 20 так, как показано на фиг.3. Сменную прокатную клеть 12 перекатывают по направляющим рамы 1. На ее место размещают другой блок.
Сборку нижнего шлицевого шарнирного соединения 10 производят в обратном порядке.
Межосевое расстояние между выходными концами валов 4 и 5 всегда отлично от межосевого расстояния между выступающими концами 43 валков сменной прокатной клети 12. Эту разницу компенсируют бочкообразные ролики 23 и 31 верхних шлицевых соединений 8 и 9 и нижних шлицевых соединений 10 и 11. Бочкообразными роликами 23 и 31 передаются большие усилия при высокой степени равномерности крутящего момента по углу поворота. Этим достигается высокое качество прокатки полосовой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 2005 |
|
RU2277985C1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕДИНЕНИЯ ПОТОКА МОЩНОСТИ В ПРИВОДЕ ВАЛКОВ ГОРИЗОНТАЛЬНОЙ СМЕННОЙ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2278752C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2067903C1 |
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2123399C1 |
| Привод вертикальных валков прокатной клети | 1988 |
|
SU1523205A1 |
| Привод вертикальных валков прокатной клети | 1980 |
|
SU889168A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ГОРИЗОНТАЛЬНЫХ КЛЕТЕЙ | 1992 |
|
RU2068312C1 |
| Линия клети прокатного стана | 1988 |
|
SU1583198A1 |
| УНИВЕРСАЛЬНЫЙ ШПИНДЕЛЬ ПРИВОДА ВЕРТИКАЛЬНЫХ ВАЛКОВ | 2002 |
|
RU2222391C2 |
Изобретение относится к обработке металла давлением в вертикальных и универсальных клетях прокатного стана для передачи вращения от двигателя к вертикальным валкам прокатной клети полосового стана, в частности к приводу вертикальных валков прокатной клети. Привод вертикальных валков прокатной клети содержит установленные на раме электродвигатель, редуктор с выходными валами, шпиндели, механизмы подъема и опускания. Шпиндели связаны верхними шлицевыми соединениями с выходными валами редуктора и нижними шлицевыми соединениями с валками прокатной клети. Снабженные силовыми цилиндрами указанные механизмы производят подъем и опускание нижних шлицевых соединений. Каждый механизм подъема и опускания нижних шлицевых соединений выполнен в виде пневмоцилиндра. Пневмоцилиндр установлен с охватом и соосно валу шпинделя. Основание пневмоцилиндра размещено на верхнем шлицевом соединении. Полый шток пневмоцилиндра соединен с нижним шлицевым соединением с возможностью фиксируемых положений на валу шпинделя. Изобретение обеспечивает снижение затрат труда и времени на перевалку. 6 з.п. ф-лы, 3 ил.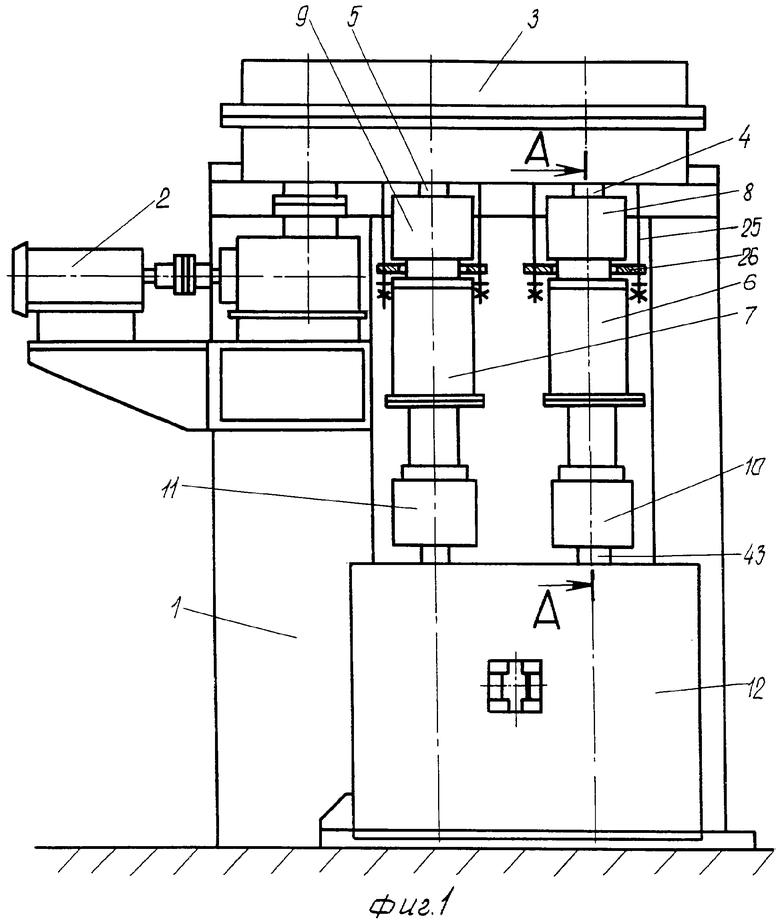
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| Шпиндельный стул привода рабочей клети прокатного стана | 1982 |
|
SU1066684A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2067903C1 |
| Способ измерения мощности фазомодулированного сигнала | 1982 |
|
SU1092421A1 |
| JP 2005000932 A, 06.01.2005. | |||

