Изобретение относится к обработке металла давлением и может быть использовано в вертикальных и универсальных клетях прокатного стана для передачи вращения от двигателя к вертикальным валкам прокатной клети полосового стана.
Известна вертикальная клеть с механизмом съема шпинделей с прокатного валка, содержащая станину, на которой установлены привод, состоящий из электродвигателя, соединенного шлицевым валом с комбинированным редуктором, смежную раму с прокатными валками, устанавливаемую в промежуточную раму, соединенную с механизмом вертикального перемещения (см. книгу Демченко А.Т., Даценко П.Ф. Ремонт механического оборудования мелкосортных проволочных станов. - М.: Металлургия, 1978. - С.81-83).
К недостаткам вертикальной клети относится сложность конструкции, обусловленной наличием полого вала шестеренной клети, большие габаритные размеры в плане из-за наличия механизма подъема и опускания нижнего шарнира в виде настройки над шестеренной клетью, подъем при перевалке всего шпинделя, большие энергозатраты для привода верхней головки.
Наиболее близким аналогом к заявленному объекту относится привод вертикальных валков прокатной клети, включающий электродвигатель, редуктор с полым выходным валом, шпиндели из двух половин, связанных между собой шлицевым соединением, с шарнирами, нижние из которых соединены с вертикальными валками, а верхние размещены в верхней части полого выходного вала редуктора, и механизм подъема и опускания нижнего шарнира при монтаже и демонтаже его с вертикальным валком, выполненный в виде штанги с проушинами, связанной с торцом шлицевой части нижней головки шпинделя, и гидроподъемник с захватами проушин, в котором, с целью сокращения времени на перевалку вертикальных валков путем исключения ручного труда за счет полной механизации подъема и опускания нижнего шарнира шпинделя при монтаже и демонтаже его с вертикальным валком и повышения производительности стана, привод снабжен рамой, установленной в размещенных на редукторе направляющих с возможностью принудительного перемещения по ним от горизонтального гидроцилиндра, а гидроподъемник штанг выполнен в виде вертикальных двухполостных гидроцилиндров, установленных на раме по одному над каждым шпинделем соосно, при этом захваты пружин прикреплены к штокам вертикальных гидроцилиндров; с целью увеличения срока службы шпинделей, верхний торец каждого полого выходного вала редуктора перекрыт закрепленной на раме крышкой с проходным радиальным каналом для штанги (SU, авторское свидетельство № 1340849 А1, М. кл.4 В 21 В 35/14. Привод вертикальных валков прокатной клети /А.В.Литвинов, Ю.М.Дудник, С.Н.Лавроненко (СССР). - Заявка № 4058989/22-02; опубл. 30.09.1987, бюл.№ 36 //Открытия. Изобретения. - 1987. - № 36).
Описанный привод вертикальных валков прокатной клети нами принят в качестве наиближайшего аналога.
К недостаткам описанного привода относятся низкая эксплутационная надежность.
Сущность заявленного изобретения.
Задача, на решение которой направлено заявленное изобретение, - снижение затрат труда и времени на перевалку сменной прокатной клети.
Технический результат - повышение качества полосового материала при производстве прокатной номенклатуры.
Указанный технический результат достигается тем, что в известной клети, содержащей установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренной клетью шпинделя с верхними и нижними головками, связанными валами со шлицевыми соединениями, и снабженные поршневыми силовыми цилиндрами механизмы перемещения нижних головок, согласно изобретению каждый механизм перемещения нижних головок выполнен в виде пневмоцилиндра, установленного с охватом и соосно валу шпинделя, основанием размещенным на верхней головке, а его полый шток соединен с нижней головкой с возможностью фиксируемых положений посредством кольцевых канавок полого штока и стопора, размещенного либо на основании, либо на головке пневмоцилиндра.
Изобретение поясняется чертежами.
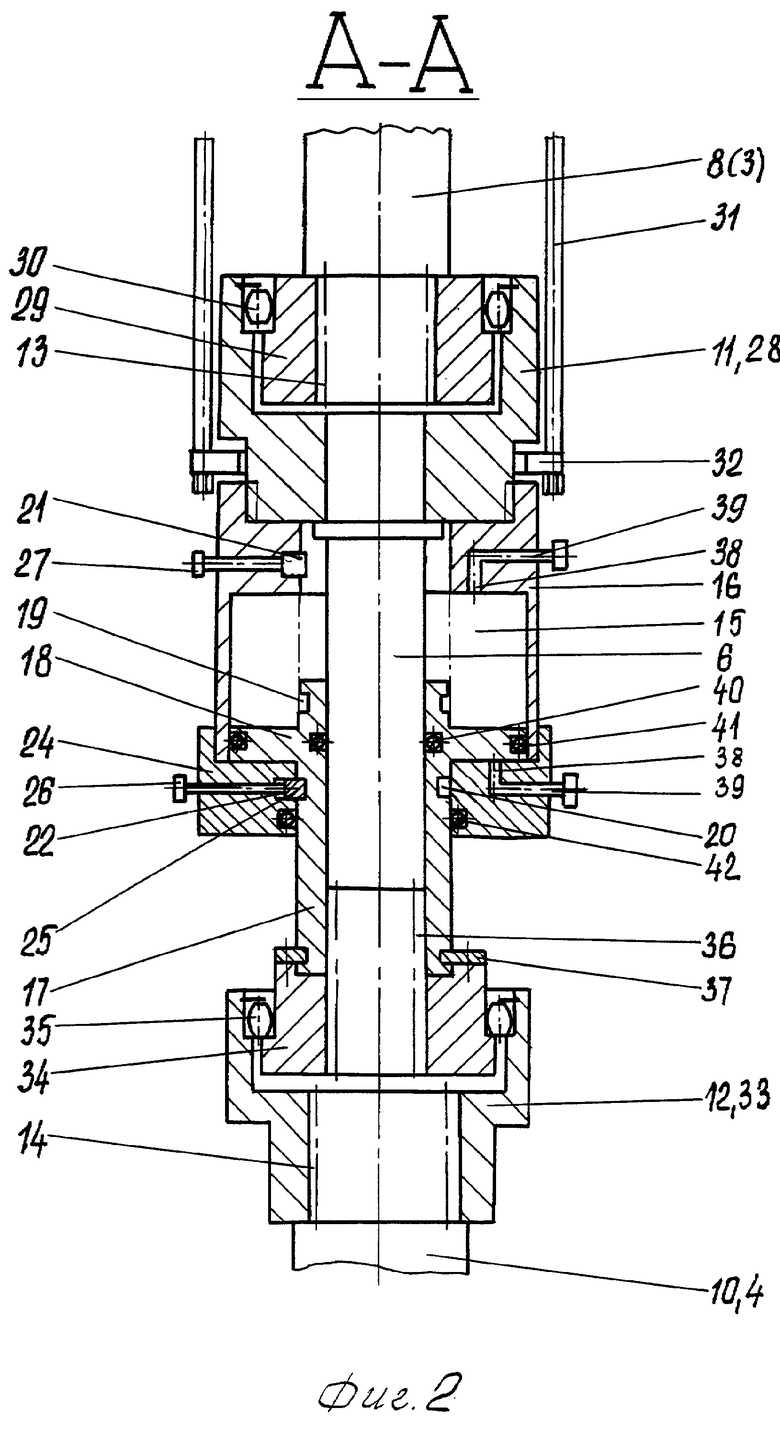
На фиг.1 изображена вертикальная прокатная клеть, вид со стороны подачи заготовки в сменный прокатный блок.
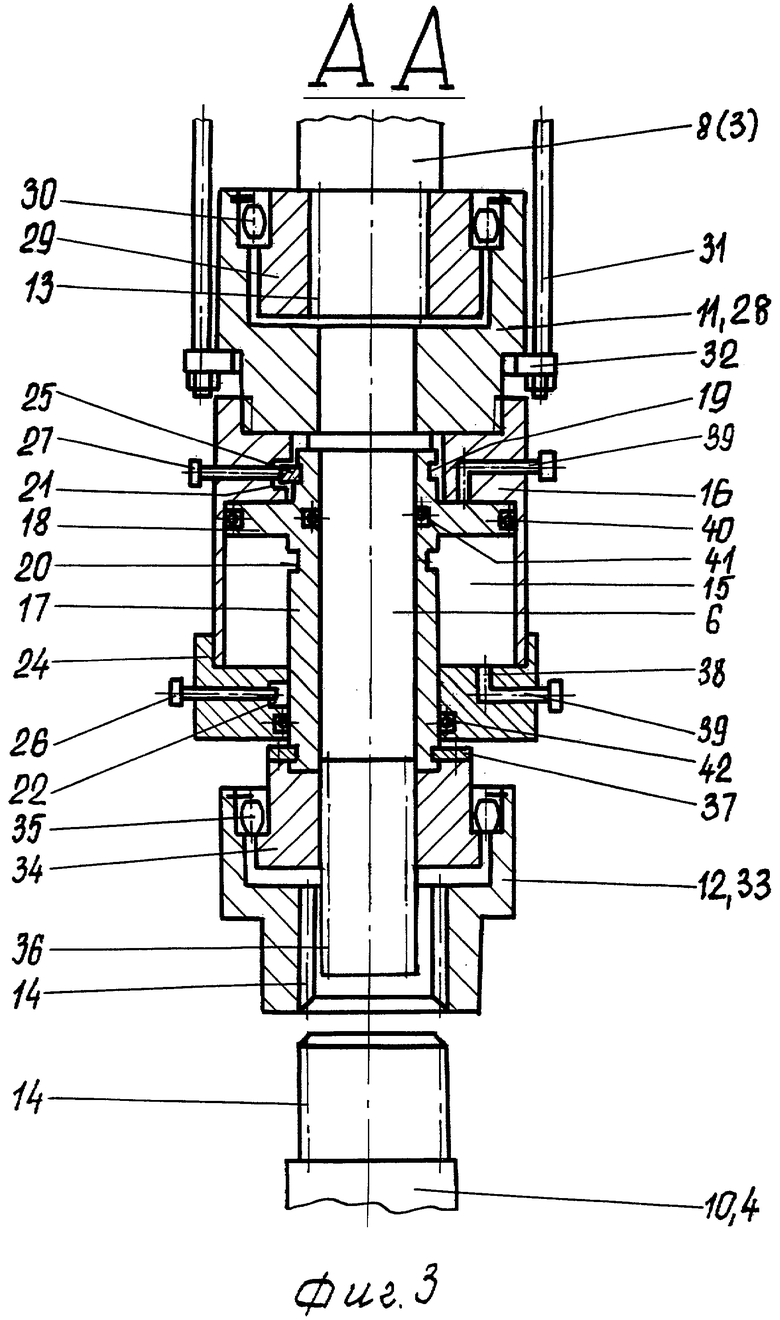
На фиг.2 - сечение А-А на фиг.1, вертикальный диаметральный разрез правого шпинделя с механизмом перемещения нижней головки при вращении валков прокатного блока.
На фиг.3 - сечение А-А на фиг.1, положения нижней головки и штока пневмоцилиндра при перевалке сменного прокатного блока.
Сведения, подтверждающие возможность реализации заявленного изобретения, заключаются в следующем.
Вертикальная прокатная клеть (см. фиг.1) содержит установленные на станине 1 раму 2 с приводной шестеренной клетью 3 и сменный прокатный блок 4. Сменный прокатный блок 4 соединен с шестеренной клетью 3 шпинделями 5 и 6. Шпиндели 6 (5) с выходными валами 7 и 8 шестеренной клети 3 и приемными валами 9 и 10 сменного прокатного блока 4 соединены верхними головками 11 и нижними головками 12. Верхние головки 11 сопряжены с выходными валами 7 и 8 шестеренной клети 3 шлицевыми соединениями 13. Нижние головки 12 с возможностью периодического сопряжения шлицевыми соединениями 14 связаны с приемными валами 9 и 10 сменного прокатного блока 4. Шпиндели 5 и 6 снабжены механизмами вертикального перемещения нижних головок 12. Каждый из упомянутых механизмов имеет поршневой силовой цилиндр 15. Каждый механизм перемещения нижних головок 12 выполнен в виде пневмоцилиндра 15, установленного с охватом и соосно валу шпинделя 6. Пневмоцилиндр 15 с резьбовым участком на основании 16 размещен на верхней головке 11. Полый шток 17 поршня 18 пневмоцилиндра 15 соединен с нижней головкой 12. Нижняя головка 12 со штокам 17 поршня 18 снабжены возможностью фиксируемых положений посредством кольцевых канавок 19 и 20 на полом штоке 17 и пазов 21 и 22, соответственно, на основании 16 пневмоцилиндра 15 и его головке 24 и стопора 25. Стопор 25 при выполнении технологического процесса прокатки устанавливают в пазу 2 головки 24 пневмоцилиндра 15 (см. фиг.2). При перевалке сменного прокатного блока 4 стопор 25 размещают в пазу 21 основания 16 пневмоцилиндра 15 (см. фиг.3). Положение стопора 25 фиксируют болтами 26 и 27. Каждая верхняя головка 11 шпинделя 6 (5) выполнена в виде внешней 28 и внутренней 29 обойм с размещенными в них, например, бочкообразными роликами 30. Каждая верхняя головка 11 шпинделя 5 (6) по отношению к выходному валу 7 (8) приводной шестеренной клети 3 установлена с возможностью вертикального смещения посредствам подвешенных на раме 2 шпильками 31 пар полуколец 32. Полукольца 32 установлены с охватом между внешней обоймой 28 верхней головки 11 и основанием 16 пневмоцилиндра 15. Внутренняя обойма 29 с выходным валом 8 (7) сопряжена шлицами 13. Этим достигается передача больших крутящих моментов сил.
Каждая нижняя головка 12 шпинделя 6 (5) выполнена в виде внешней 33 и внутренней 34 обойм с размещенными в них, например, бочкообразными роликами 35. Внутренняя обойма 34 нижней головки 12 сопряжена с валом шпинделя 6 (5) шлицевым участком 36. Внутренняя обойма 34 нижней головки 12 соединена с полым штоком 17 пневмоцилиндра 15 посредствам разрезных полуколец 37. Перемещение поршня 18 в полости пневмоцилиндра 15 обеспечивают каналы 38 и радиальные отверстия 39, выполненные в основании 16 и головке 24. Полости пневмоцкпиндра 15 снабжены возможностью кратковременного соединения с источником сжатого воздуха. Герметичность полостей пневмоцилиндра обеспечивают манжеты 40, 41 и 42.
Вертикальная прокатная клеть работает следующим образом.
Крутящий момент от электродвигателя через понижающий частоту вращения редуктор передается на выходные валы 7 и 8 шестеренной клети 3. Вращение валов 7 и 8 обеспечивает привод шпинделей 5 и 6, а вместе с ними - нижних головок 12 и приемных валов 9 и 10 сменного прокатного блока 4. При захвате валками блока заготовки, последняя подвергается деформациям сжатия, образуя при этом стальную полосу заданной толщины. После прокатки заданного тоннажа полос, клеть прокатного блока 4 заменяют, чтобы избежать затраты времени на переналадку и регулировки. Останавливают привод шпинделей 5 и 6. Извлекают при освобожденном болте 26 стопор 25 из паза 22. Через радиальное отверстие 39 и канал 38 в головке 24 пневмоцилиндра 15 подают сжатый воздух. Поршень 18 с полым штоком 17 и нижней головкой 12 поднимаются вдоль вала шпинделя 6 (см. фиг.2 и 3). Далее стопор 25 размещают в паз 21 и фиксируют болтом 27. Аналогичным образом поступают и с левым шпинделем 5. Далее сменный прокатный блок 4 по направляющим станины 1 выкатывают из рамы 2. По тем же направляющим вкатывают другой блок с иным межвалковым расстоянием.
Межцентровое расстояние между выходными валами 7 и 8 шестеренной клети 3 остается постоянным, тогда как межцентровое расстояние между геометрическими осями приемных валков 9 и 10 в каждом блоке 4 иное. Это несоответствие компенсируют бочкообразные ролики 30 и 35 верхних головок 8 и 9 и нижних головок 10 и 11, сохраняя параллельность осей симметрии шпинделей 6 и 7.
Простота конструкции механизмов для вертикальных перемещений нижних головок 12 обеспечивает снижение затрат труда и времени на перевалку сменной прокатной клети. Равномерное вращение шпинделей 6 и 7 и передача больших моментов сил обеспечивают высокое качество прокатки с минимальными отклонениями полос по толщине.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ВЕРТИКАЛЬНЫХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2281821C1 |
| УСТРОЙСТВО ДЛЯ РАЗЪЕДИНЕНИЯ ПОТОКА МОЩНОСТИ В ПРИВОДЕ ВАЛКОВ ГОРИЗОНТАЛЬНОЙ СМЕННОЙ ПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2278752C1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2067903C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕВАЛКИ ГОРИЗОНТАЛЬНЫХ КЛЕТЕЙ | 1992 |
|
RU2068312C1 |
| ШПИНДЕЛЬНОЕ СОЕДИНЕНИЕ ПРИВОДА ПРОКАТНОЙ КЛЕТИ | 1990 |
|
RU2033287C1 |
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Шпиндель привода прокатного стана | 1978 |
|
SU706147A1 |
| Главная линия прокатного стана | 1989 |
|
SU1729641A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА С ВАЛОМ ШЕСТЕРЕННОЙ КЛЕТИ | 2000 |
|
RU2188088C2 |
Изобретение относится к обработке металла давлением и может быть использовано в вертикальных и универсальных клетях прокатного стана для передачи вращения от двигателя посредством шестеренной клети к вертикальным валкам прокатной клети полосового стана. Вертикальная прокатная клеть содержит установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок. Прокатный блок соединен с шестеренной клетью шпинделя верхними и нижними головками. Головки связаны с валками шестеренной клети и прокатного блока шлицевыми соединениями. Каждый шпиндель снабжен поршневыми силовыми цилиндрами в механизмах перемещения нижних головок. Каждый механизм перемещения нижних головок выполнен в виде пневмоцилиндра, установленного с охватом и соосно валу шпинделя. Пневмоцилиндр основанием размещен на верхней головке. Полый шток соединен с нижней головкой с возможностью фиксируемых положений посредством кольцевых канавок полого штока и стопора. Стопор размещен либо на основании, либо на головке пневмоцилиндра. Изобретение обеспечивает снижение затрат труда и времени на перевалку прокатного блока. 5 з.п. ф-лы, 3 ил.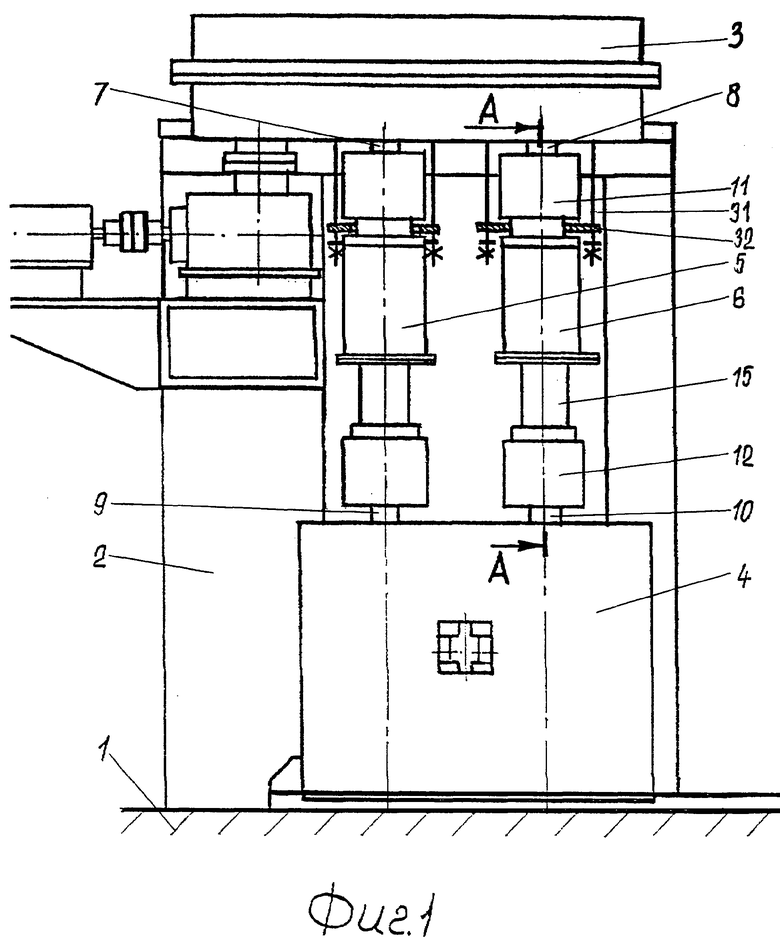
| Привод вертикальных валков прокатной клети | 1986 |
|
SU1340849A1 |
| Шпиндельный стул привода рабочей клети прокатного стана | 1982 |
|
SU1066684A1 |
| ВЕРТИКАЛЬНАЯ ПРОКАТНАЯ КЛЕТЬ | 1991 |
|
RU2067903C1 |
| Способ измерения мощности фазомодулированного сигнала | 1982 |
|
SU1092421A1 |
| JP 2005000932 A 06.01.2005. | |||

