Изобретение относится к станкостроению и может быть использовано в машиностроении в устройствах для резки или штамповки непрерывно движущегося полосового и профилированного проката или труб.
Известен станок для резки непрерывно движущихся труб. Трубам задается постоянная скорость перемещения от транспортирующего устройства. Тележку летучих ножниц разгоняют в направлении движения обрабатываемой трубы устройством разгона - торможения, двигают ее синхронно с движущейся обрабатываемой трубой. После осуществления процесса резки тележку тормозят и разгоняют в обратном направлении аналогичным устройством разгона - торможения в виде пневмоцилиндра [1].
Недостатком вышеуказанного способа отрезки движущихся труб является то, что разгон тележки летучих ножниц происходит с помощью пневмоцилиндра, что приводит к снижению точности обработки. Для разгона тележки требуется значительное количество энергии, большая часть которой, в случае несогласованности параметров системы, теряется в процессе торможения тележки пневмоцилиндром. Следует отметить, что для различного шага обработки параметры системы, обеспечивающие минимальное количество потребляемой энергии, будут различными и не могут быть обеспечены данной конструкцией.
Задача изобретения - уменьшить количество потребляемой энергии, уменьшить мощность и массу приводных двигателей тележки летучих ножниц, увеличить максимально достижимую скорость движения обрабатываемого материала, увеличить точность работы станка.
Для достижения поставленной задачи предложен способ управления движением тележки летучих ножниц, транспортирующей устройство для мерной обработки движущегося проката или труб, при котором при обеспечении постоянной скорости перемещения движущегося материала от транспортирующего устройства разгоняют тележку летучих ножниц в направлении движения обрабатываемого материала устройством разгона - торможения, после разгона тележку летучих ножниц перемещают синхронно с обрабатываемым материалом при одновременной его обработке, а после обработки тележку летучих ножниц тормозят и разгоняют в обратном направлении аналогичным устройством разгона - торможения, установленным оппозитно первому, отличающийся тем, что в качестве устройства разгона - торможения используют пассивные устройства, представляющие собой аккумуляторы энергии, накапливающие энергию во время торможения тележки в процессе преобразования кинетической энергии тележки во внутреннюю энергию аккумулятора и отдающие накопленную энергию при разгоне тележки в обратном направлении, причем, если устройства разгона - торможения установлены с возможностью изменения расстояния между ними, указанное расстояние выбирают из условия равенства интервала времени, затрачиваемого тележкой на движение в прямом и обратном направлении, интервалу времени, за который непрерывно движущийся материал перемещают транспортирующим устройством на расстояние, равное мерной длине заданного шага обработки, при условии, что скорость и длина участка равномерного движения тележки одинаковы в прямом и обратном направлении движения, если устройства разгона - торможения установлены с возможностью ступенчатого изменения расстояния между ними или указанное расстояние не может быть установлено с достаточной точностью, расстояние между устройствами разгона - торможения выбирают ближайшим к оптимальному из доступных, при этом в случаях, если устройства разгона - торможения установлены с возможностью ступенчатого изменения расстояния между ними, указанное расстояние не может быть установлено с достаточной точностью или расстояние между устройствами разгона - торможения не изменяется, тележку летучих ножниц перемещают в обратном направлении с ускорением из условия обеспечения скорости перемещения тележки летучих ножниц и положения непрерывно движущегося обрабатываемого материала в момент соприкосновения тележки летучих ножниц с устройством разгона - торможения, при которых после торможения и последующего разгона в направлении движения обрабатываемого материала скорость тележки летучих ножниц будет равна скорости движения обрабатываемого материала, положение тележки летучих ножниц относительно обрабатываемого материала - соответствовать мерной длине заданного шага обработки.
В предполагаемом изобретении предлагается использовать пассивные устройства разгона - торможения в виде пневмоцилиндров или в виде пружин произвольной формы и из произвольного материала. Привод тележки осуществляется электродвигателем, установленным на тележке либо установленным неподвижно на станине через тягу или через вращающиеся катки, соприкасающиеся с тележкой, аналогично с конструкцией прототипа [1]. Для случая двигателя, установленного на тележке, возможны различные виды электродвигателей, включая линейный электродвигатель.
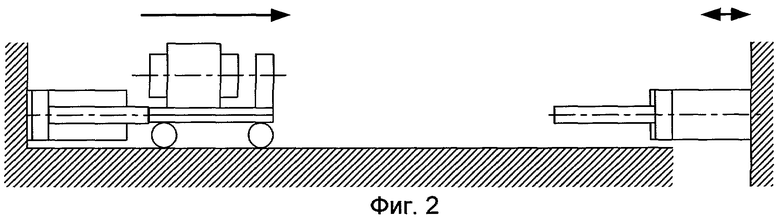
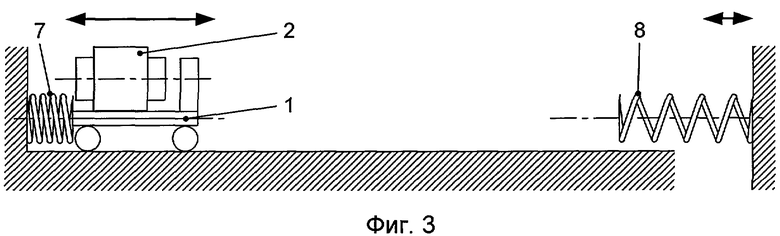
На фиг.1 и фиг.2 изображена схема станка, использующего предлагаемый к патентованию способ управления движением тележки летучих ножниц для случая выполнения устройств разгона - торможения в виде пневмоцилиндров, наполненных газом. На фиг.3 изображена схема станка, использующего предлагаемый к патентованию способ управления движением тележки летучих ножниц для случая устройств разгона - торможения, выполненных в виде цилиндрических пружин.
Изображенный на фиг.1 и фиг.2 станок предназначен для отрезания труб мерной длины «на лету» и содержит тележку 1 с отрезным устройством 2, которая перемещается по направляющим. В начальном и конечном положениях тележки 1 установлены пневматические толкатели 3 и 4 со штоками 5 и 6 (на фиг.1) либо цилиндрические пружины 7 и 8 (на фиг.3).
Способ управления движением тележки летучих ножниц осуществляется следующим образом. Тележка 1 с отрезным устройством находится в исходном положении (фиг.1). Труба (не показана), проходящая внутри полого шпинделя отрезного устройства и через раскрытый зажим, движется слева направо. Подается команда на разгон тележки 1 влево с помощью приводного двигателя, при этом место установки и тип приводного двигателя может быть различным (например, линейный электродвигатель, установленный на тележке или двигатель постоянного тока, установленный на станине и приводящий в движение тележку через зубчатую рейку). Момент времени, в который происходит касание тележки с левым устройством разгона - торможения, и скорость тележки будут такими, что после того, как тележка 1 сначала остановится, сжимая штоком 5 находящийся внутри цилиндра 3 газ, а затем сразу же разгонится в обратном направлении, скорость тележки будет равна скорости непрерывно движущегося обрабатываемого материала (трубы), а ее положение относительно трубы будет соответствовать мерной длине, заданной на обработку. Выйдя из соприкосновения с левым устройством разгона - торможения, тележка 1 движется равномерно до соприкосновения с правым устройством разгона - торможения, синхронно с движущейся трубой. В это время производится процесс обработки материала, в данном случае зажим трубы, отрезка, отвод режущих дисков и разжим трубы. Процесс равномерного движения поддерживается приводным двигателем. Подходя к конечному положению, тележка 1 упирается в выдвинутый влево шток 6 пневмотолкателя 4 и утапливает его, сжимая находящийся в цилиндре газ. При этом тележка 1 тормозится, а затем разгоняется в обратном направлении под воздействием сжатого воздуха.
Тележка 1, получившая разгон в обратном направлении, равномерно движется с помощью приводного двигателя со скоростью, равной скорости равномерного движения в прямом направлении, то есть скорости движения обрабатываемого материала. В этом случае кинетическая энергия движения тележки в прямом и обратном направлении одинакова и не требуется дополнительной энергии для разгона или торможения, что позволяет резко уменьшить потребляемую мощность приводного двигателя и количество потребляемой им энергии.
Процесс движения тележки носит циклический характер, причем разгонять тележку необходимо только в начальный момент запуска станка, а в дальнейшем необходимо лишь поддерживать требуемую скорость равномерного движения тележки.
Для того, чтобы отрезаемые трубы имели длину, заданную в качестве задания на обработку, имеется возможность изменения расстояния между оппозитно установленными устройствами разгона - торможения и оно выбирается таким, чтобы за время полного цикла движения тележки в прямом и обратном направлении непрерывно движущийся материал (труба) продвинулся бы на заданную длину.
В случае, если расстояние между устройствами разгона - торможения изменяется ступенчато, не может быть изменено или не может быть установлено с требуемой точностью, то выравнивание скорости и положения тележки относительно обрабатываемого материала осуществляется на каждом цикле движения следующим образом.
Тележку двигают в обратном направлении с некоторым ускорением. Момент времени, в который происходит касание тележки с левым устройством разгона -торможения, и скорость тележки имеют такие значения, что после того, как тележка 1 сначала остановится, сжимая находящийся внутри цилиндра 3 газ, а затем сразу же разгонится, скорость тележки будет равна скорости непрерывно движущегося обрабатываемого материала (трубы), а ее положение относительно трубы будет соответствовать мерной длине, заданной на обработку.
В случае, если точность позиционирования тележки указанным способом оказывается недостаточной, то дополнительно корректируют скорость и положение тележки при ее движении в прямом направлении. После этого осуществляют процесс обработки материала.
Таким образом, станок, использующий предлагаемый способ управления движением тележки летучих ножниц, требует двигатель меньшей мощности и массы, потребляет меньшее количество энергии и может работать на более высоких скоростях с большей точностью.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Описание изобретения SU №1036478 А, кл. МПК B 23 D 45/20, 1983г.
Изобретение относится к области станкостроения. В способе управления движением тележки летучих ножниц, транспортирующей устройство для мерной обработки непрерывно движущегося проката или труб, при обеспечении постоянной скорости перемещения движущегося материала от транспортирующего устройства разгоняют тележку летучих ножниц в направлении движения обрабатываемого материала устройством разгона - торможения. После разгона тележку летучих ножниц перемещают синхронно с обрабатываемым материалом при одновременной его обработке, а после обработки тележку летучих ножниц тормозят и разгоняют в обратном направлении аналогичным устройством разгона - торможения, установленным оппозитно первому. В качестве устройств разгона - торможения используют пассивные устройства, представляющие собой аккумуляторы энергии, накапливающие энергию во время торможения тележки и отдающие накопленную энергию при разгоне тележки в обратном направлении. Если устройства разгона - торможения установлены с возможностью изменения расстояния между ними, указанное расстояние выбирают из условия равенства интервала времени, затрачиваемого тележкой на движение в прямом и обратном направлении, интервалу времени, за который непрерывно движущийся материал перемещают транспортирующим устройством на расстояние, равное мерной длине заданного шага обработки, при условии, что скорость и длина участка равномерного движения тележки одинаковы в прямом и обратном направлении движения. Если устройства разгона - торможения установлены с возможностью ступенчатого изменения расстояния между ними или указанное расстояние не может быть установлено с достаточной точностью, расстояние между устройствами разгона - торможения выбирают ближайшим к оптимальному из доступных. При этом в случаях, если устройства разгона - торможения установлены с возможностью ступенчатого изменения расстояния между ними, указанное расстояние не может быть установлено с достаточной точностью или расстояние между устройствами разгона - торможения не изменяется, тележку летучих ножниц перемещают в обратном направлении с ускорением из условия обеспечения скорости перемещения тележки летучих ножниц и положения непрерывно движущегося обрабатываемого материала в момент соприкосновения тележки летучих ножниц с устройством разгона - торможения, при которых после торможения и последующего разгона в направлении движения обрабатываемого материала скорость тележки летучих ножниц будет равна скорости движения обрабатываемого материала, положение тележки летучих ножниц относительно обрабатываемого материала будет соответствовать мерной длине заданного шага обработки. Достигается уменьшение количества потребляемой энергии, уменьшение мощности и массы приводных деталей тележки летучих ножниц, увеличение максимально достигаемой скорости движения обрабатываемого материала и увеличение точности работы станка. 3 ил.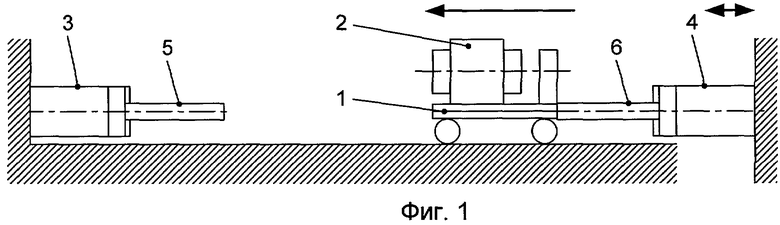
Способ управления движением тележки летучих ножниц, транспортирующей устройство для мерной обработки непрерывно движущегося проката или труб, при котором при обеспечении постоянной скорости перемещения движущегося материала от транспортирующего устройства разгоняют тележку летучих ножниц в направлении движения обрабатываемого материала устройством разгона-торможения, после разгона тележку летучих ножниц перемещают синхронно с обрабатываемым материалом при одновременной его обработке, а после обработки тележку летучих ножниц тормозят и разгоняют в обратном направлении аналогичным устройством разгона-торможения, установленным оппозитно первому, отличающийся тем, что в качестве устройств разгона-торможения используют пассивные устройства, представляющие собой аккумуляторы энергии, накапливающие энергию во время торможения тележки в процессе преобразования кинетической энергии тележки во внутреннюю энергию аккумулятора и отдающие накопленную энергию при разгоне тележки в обратном направлении, причем, если устройства разгона-торможения установлены с возможностью изменения расстояния между ними, указанное расстояние выбирают из условия равенства интервала времени, затрачиваемого тележкой на движение в прямом и обратном направлении, интервалу времени, за который непрерывно движущийся материал перемещают транспортирующим устройством на расстояние, равное мерной длине заданного шага обработки, при условии, что скорость и длина участка равномерного движения тележки одинаковы в прямом и обратном направлении движения, если устройства разгона-торможения установлены с возможностью ступенчатого изменения расстояния между ними или указанное расстояние не может быть установлено с достаточной точностью, расстояние между устройствами разгона-торможения выбирают ближайшим к оптимальному из доступных, при этом в случаях, если устройства разгона-торможения установлены с возможностью ступенчатого изменения расстояния между ними, указанное расстояние не может быть установлено с достаточной точностью, или расстояние между устройствами разгона-торможения не изменяется, тележку летучих ножниц перемещают в обратном направлении с ускорением из условия обеспечения скорости перемещения тележки летучих ножниц и положения непрерывно движущегося обрабатываемого материала в момент соприкосновения тележки летучих ножниц с устройством разгона-торможения, при которых после торможения и последующего разгона в направлении движения обрабатываемого материала скорость тележки летучих ножниц будет равна скорости движения обрабатываемого материала, положение тележки летучих ножниц относительно обрабатываемого материала - соответствовать мерной длине заданного шага обработки.
| Станок для резки непрерывно движущихся труб | 1982 |
|
SU1036478A1 |
| Привод каретки | 1975 |
|
SU566029A1 |
| Привод каретки летучей пилы | 1978 |
|
SU745611A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| US 3771393 A, 13.11.1973. | |||

