ОБЛАСТЬ ТЕХНИКИ.
Группа изобретений относится к промышленному производству, к машинам для механической обработки движущихся материалов, а более конкретно к приводам и конструкции ножниц и рубительных машин, где требуется создание кратковременного динамического давления, преимущественно используемых на скоростных конвейерных линиях для обработки движущихся материалов.
Изобретения могут быть использованы в деревообрабатывающей, металлообрабатывающей и других отраслях промышленности, в частности на скоростных конвейерных линиях при рубке листов древесного шпона при производстве фанеры, обработке движущихся листовых материалов, проката, труб и других материалов.
УРОВЕНЬ ТЕХНИКИ.
В промышленном производстве при обработке листовых материалов широко используются ножницы, рубительные машины и иные механизмы для форматной резки или рубки материалов. Наиболее широко распространены механические ножницы и устройства гильотинного типа. Машины данного типа просты по конструкции и надежны в эксплуатации, однако они малопроизводительны и не позволяют обеспечить точную форматную рубку движущихся материалов.
Для повышения быстродействия рабочих органов и повышения точности обработки прутковых материалов широко используют гидравлические приводы рабочих органов. Данные машины способны обрабатывать материалы при скорости их движения на конвейере до 2-2,5 м/с, но при превышении скорости движения материала резко снижается точность и повторяемость размеров форматной резки движущихся по конвейеру материалов. При этом скорость срабатывания рабочих органов ограничивает возможность увеличения скорости движения материала на конвейере, поскольку в момент контакта рабочего органа с материалом продолжающееся движение материала вызывает коробление материала и нарушает нормальную работу конвейера.
На практике для ускорения приведения в движение рабочих органов в скоростных конвейерных линиях с целью соответствующего ускорения скорости конвейера предлагаются различные технические решения, однако все они не позволили до настоящего времени в полной мере решить данную техническую проблему.
Известен способ и устройство для резки деталей из материала в виде ленты на конвейере путем осуществления удара, производимого механическим путем на конце инструмента (заявка Франции №2711563, опубл. 05.05.95, В 23 D 15/04).
Известно устройство для скоростной резки непрерывно движущейся трубы, содержащей ножи и ударный механизм, выполненный из пневматического цилиндра с поршнем, взаимодействующим через подпружиненный ударник с подвижным ножом, а для управления движения последнего пневмоцилиндр снабжен электромагнитным клапаном (а.с. СССР №276697, опубл. БИ №23, 14.07.70, В 23 D 21/00).
Для компенсации недостаточной скорости рабочего органа (ножа) используют различные приемы ускорения его движения и организации дополнительного движения рабочего органа в направлении движения материала на конвейере.
Известны ножницы для резки движущихся заготовок, содержащие станину, шарнирно соединенный с ней маятник с закрепленным на нем ножом и направляющими, зубчатой передачей и двигателем (а.с. СССР №1409417, опубл. БИ №26, 17.07.88, В 23 D 25/06).
Известны гидравлические маятниковые ножницы (а.с. СССР №1110563, опубл. БИ №32, 30.03.83, В 23 D 25/06), летучие гильотинные ножницы с механизмом синхронизации движения верхнего и нижнего ножа на основе приводного кривошипа (а.с. СССР №522005, опубл. БИ №27, 25.07.76, В 23 D 25/10), параллелограмные летучие ножницы с режущим механизмом в виде двух четырезвенников-параллелограммов и механизмами их привода (а.с. СССР №998016, опубл. БИ №7, 23.02.83, В 23 D 25/10).
Известна импульсная машина для резки движущегося горячего проката, содержащая установленную на пневмоамортизаторе, закрепленном на основании, раму с размещенным на ней электроузлом в виде камеры сгорания и расширительного цилиндра с рабочим штоком, приводящим в движение рабочий инструмент (а.с. СССР №737141, опубл. БИ №20, 30.05.80, В 23 D 25/08), аналогичная по принципу действия горизонтальная импульсная машина для обработки металлов давлением (а.с. СССР №1088891, опубл. БИ №16, 30.04.84, В 23 D 25/08).
Известны электроножницы с механическим инструментом и электрическим приводом в виде электрической машины, привода с ползуном, двумя неподвижными ножами и одним подвижным ножом (заявка РФ №9303113,1 опубл. 27.12.95, В 23 D 15/14).
Общим недостатком всех известных конструкций и способов привода в движение рабочих органов является чрезмерная сложность механизмов, недостаточная надежность, низкая точность форматной резки широких листовых материалов и неработоспособность при скоростях движения обрабатываемого материала свыше 2 м/с. Это ограничивает их промышленное использование в современных высокоскоростных технологических линиях.
Известно устройство для резки шпона на форматные куски и вырезки дефектных участков, содержащее вращающееся лезвие с двумя независимо управляемыми секциями (заявка РСТ №93/00206, опубл. 07.01.93, №2, В 27 L 5/08).
Известно устройство для рубки шпона, включающее нож, опорный барабан, транспортер, привод, подпружиненные ролики с перебрасывающимися контактами, блоками обмера длины форматного листа шпона, перебрасывающиеся контакты и привод ножниц (а.с. СССР №472790, опубл. БИ №21, 05.06.75, В 27 L 5/08).
Известно устройство для резки листового материала, включающее станину, вращающийся ножедержатель с ножом, состоящим из двух частей, опорный барабан и привод, в котором для повышения качества резки, обе части ножа расположены в одной плоскости на одном уровне, снабжены роликами и соединены между собой посредством дополнительного ножа с продольными пазами для роликов, причем ножедержатель снабжен взаимодействующим с электромагнитом рычагом, который посредством тяг соединен с торцами обеих частей ножа, при этом режущие кромки ножа выполнены зубчатыми (а.с. СССР №1155454, опубл. БИ №186, 15.05.85, В 27 L 5/08) (нож-пила и привод его в движение электромагнитным рычагом!).
Известны широко распространенные в деревообрабатывающей промышленности пневматические ножницы для рубки древесного шпона AVL1800/50 1R702401 финской фирмы RAUTE, содержащее расположенный параллельно горизонтально расположенному ножу мощный пневмоцилиндр, к штоку которого прикреплена система рычагов, соединенных с ножом. Недостатками данных ножниц является сложность системы механических рычагов, обеспечивающих движение ножа в вертикальном направлении, перпендикулярном горизонтальному направлению движения поршня пневмоцилиндра, наличие "мертвых точек" в рычагах, низкий коэффициент полезного действия за счет потерь энергии в промежуточных механических звеньях, повышенные требования точности обработки движущихся деталей, громоздкость конструкции в целом и невозможность скоростной импульсной работы по причине инерционности механических узлов.
Наиболее близким по технической сущности и достигаемому при использовании результату (прототипом) является разработанный ранее автором способ скоростного приведения в движение рабочего органа в машине динамического давления, по которому рабочий орган закрепляют на траверсе подвижной части индуктора, выполненного с возможностью импульсного перемещения посредством направляющих в рабочее положение и возврата в исходное положение под действием силы тяжести или возвратных амортизаторов, а приведение в движение траверсы подвижной части индуктора с закрепленным на ней рабочим органом осуществляют путем создания импульса или серии последовательных импульсов магнитного поля в неподвижной катушке индуктора посредством подачи в нее импульса или серии последовательных импульсов электрического тока продолжительностью от 0,000001 до 0,01 секунды [патент РФ №2132271, В 26 D 5/06, В 27 D 1/04, приоритет 24.12.1997, зарегистрирован 27.07.1999 г. (прототип)]. Согласно данного способа рубки движущегося листового материала, преимущественно древесного шпона, включающему перемещение листового материала, приведение в движение ножа и рубку материала, по данному способу-прототипу нож закрепляют на траверсе подвижной части индуктора, выполненной с возможностью перемещения посредством направляющих в рабочее положение и возврата в исходное положение под действием силы тяжести или возвратных амортизаторов, а приведение в движение траверсы с ножом осуществляют путем создания импульсов магнитного поля в неподвижной катушке индуктора посредством подачи в него импульса или серии последовательных импульсов электрического тока продолжительностью от 0,000001 до 0,01 секунды, при этом траверсу подвижной части индуктора изготовляют соединенной с дополнительной катушкой, выполненной с возможностью подачи в нее импульсов электрического тока, а импульсы электрического тока в неподвижную и подвижную катушки индуктора подают одновременно от одного источника импульсов электрического тока в виде одного или нескольких последовательных импульсов по сигналам датчика формата листового материала, а рубку листового материала осуществляют на обрезиненном опорном валу, приведение в движение ножа осуществляют под углом по отношению к направлению движения листового материала, величину угла наклона направления движения ножа изменяют в зависимости от скорости движения листового материала, приведение в движение ножа осуществляют в вертикальном направлении, преимущественно в направлении снизу вверх. В устройстве для рубки движущегося листового материала, содержащем подающий конвейер, станину, подвижный нож и средство для приведения ножа в движение, согласно прототипа, средство для приведения ножа в движение выполнено в виде индуктора, выполненного с возможностью создания в нем импульса или серии импульсов магнитного поля, а нож закреплен на траверсе подвижной части индуктора, выполненной с возможностью перемещения посредством направляющих в рабочее положение и возврата в исходное положение под действием силы тяжести или возвратных амортизаторов.
Данные способы и устройства позволяют обеспечить скоростную рубку материалов, но указанные способы-прототипы и устройства-прототипа требуют наличия мощного высокоточного генератора импульсного тока с высокими затратами энергии, а также требуют технически сложных средств формирования точно фиксированных по времени мощных электромагнитных импульсов, при этом наличие массивной инерционной траверсы и возврат ножа в исходное положение под действием силы тяжести или возвратных амортизаторов обуславливает недостаточное быстрый возврат ножа в исходное положение и снижает скорость обработки.
ЗАДАЧИ ИЗОБРЕТЕНИЙ И ТЕХНИЧЕСКИЙ РЕЗУЛЬТАТ.
Основная техническая проблема (не разрешенная до настоящего времени изобретательская задача), сдерживающая увеличение производительности конвейерных линий и точности обработки движущихся листовых материалов заключается в том, что известные механические, пневматические и гидравлические способы и устройства для приведения в движение рабочих органов машин динамического давления требуют использования передаточных механизмов и позволяют обеспечить быстродействие рабочих органов до 0,1 секунды, что позволяет обрабатывать на конвейере материалы при скорости их движения до 1,5 м/с. При попытках увеличения скорости движения материала на подобных устройствах резко снижается точность и качество обработки в связи с тем, что увеличение скорости движения рабочего органа требует увеличения рабочего усилия, что в свою очередь требует увеличения прочности передаточных механизмов и мест приложения усилий, а также повышения жесткости конструкции (сопротивления изгиба), что требует увеличения массы всей конструкции, и, следовательно, приводит к снижению быстродействия привода. Кроме этого используемые в настоящее время приводы с промежуточными передаточными механизмами обуславливают неравномерность рабочего усилия по длине (поверхности) рабочего органа, что также снижает точность обработки широкоформатных материалов.
Известные средства скоростной обработки и скоростного быстродействия требуют повышенных затрат энергии, сложны в изготовлении и управлении и при недостаточно квалифицированном использовании опасны в эксплуатации из-за мощных электрических и электромагнитных импульсов.
Общими задачами группы изобретений (требуемым техническим результатом, достигаемым при использовании изобретений) является снижение стоимости оборудования и повышение производительности конвейерных линий при одновременном упрощении конструкции, повышении точности форматной резки (рубки) и улучшении повторяемости резки (рубки) материалов по заданным размерам, а также повышение равномерности распределения усилия по длине (поверхности) рабочего органа и сокращение энергетических затрат при одновременном увеличении усилий рабочего импульсного динамического воздействия ножа на материал.
Дополнительными задачами группы изобретений являются сокращение энергопотребления обработки движущихся материалов за счет устранения промежуточных передаточных устройств и организация импульсной кратковременной подачи энергии и использования энергии сжатого воздуха обычного производственного давления, сокращение потерь материала за счет повышения точности обработки и равномерности распределения усилий по всей длине (поверхности) рабочего органа, повышение надежности и безопасности эксплуатации оборудования.
СУЩНОСТЬ ИЗОБРЕТЕНИЙ.
Поставленная цель и требуемый технический результат при использовании изобретений достигаются тем, что по способу приведения в возвратно-поступательное движение ножа в ножницах динамического действия СОГЛАСНО ИЗОБРЕТЕНИЮ приведение в движение ножа осуществляют посредством синхронно работающих двух или более пневмоцилиндров, штоки поршней которых прикрепляют к ножу с обеспечением возможности импульсного поступательного движения ножа в рабочее положение и импульсного принудительного возврата ножа в исходное положение в направлениях, совпадающих с направлениями возвратно-поступательного импульсного движения поршней пневмоцилиндров.
При этом обеспечивают импульсное движение ножа на расстояние до 0,04 м с максимальной скоростью движения не менее 4 м/с и с продолжительностью рабочего движения ножа не более 0,020 с.
Приведение в движение ножа осуществляют посредством синхронно работающих пневмоцилиндров с относительной неравномерностью синхронного движения поршней пневмоцилиндров не более 1%.
При этом обеспечивают возвратно-поступательное движение ножа по траектории, параллельной траекториям движения поршней пневмоцилиндров, штоки поршней пневмоцилиндров прикрепляют к ножу посредством демпфирующих шарниров, а приведение в движение ножа и поршней пневмоцилиндров осуществляют в вертикальном направлении с обеспечением импульсного движения горизонтально расположенного ножа, а приведение в движение ножа осуществляют посредством вертикально расположенных пневмоцилиндров с обеспечением возможности рабочего движения ножа в направлении сверху вниз и возвратного движения ножа в исходное положение в направлении снизу вверх.
Поставленная цель и требуемый технический результат при использовании изобретений достигаются также тем, что по способу динамической рубки материала, включающему приведение в импульсное возвратно-поступательное движение ножа и рубку материала, согласно изобретения приведение в движение ножа осуществляют посредством синхронно работающих пневмоцилиндров, штоки поршней которых прикрепляют к ножу с обеспечением возможности импульсного движения ножа в рабочее положение и импульсного принудительного возврата ножа в исходное положение в направлениях, параллельных направлениям возвратно-поступательного движения поршней пневмоцилиндров с обеспечением возвратно-поступательное движение ножа по описанному выше способу.
При этом приведение в движение ножа осуществляют в вертикальной плоскости перпендикулярно к поверхности обрабатываемого материал, рубку материала осуществляют посредством импульсного динамического воздействия на материал ножа, движущегося на расстояние до 0,04 м со скоростью не менее 4 м/с и продолжительностью цикла возвратно-поступательного движения ножа не более 0,01 секунд.
Использование изобретения позволяет осуществлять рубку движущегося с большой скоростью листового материала, например древесного шпона, для чего обеспечивают энергию динамического воздействия ножа при рубке материала не менее 160 Джоулей.
При этом величину угла наклона направления движения ножа в рабочее положение изменяют в зависимости от скорости движения листового материала, а рубку материала осуществляют на опорном валу с эластичным, например, резиновым покрытием.
Поставленная цель и требуемый технический результат при использовании изобретений достигаются также тем, что в устройстве для рубки движущегося листового материала, преимущественно древесного шпона, содержащем нож и средство для приведения ножа в возвратно-поступательное движение, согласно изобретения средство для приведения ножа в возвратно-поступательное движение выполнено в виде синхронно работающих пневмоцилиндров, штоки поршней которых прикреплены к ножу с обеспечением возможности импульсного поступательного движения ножа в рабочее положение и импульсного принудительного возврата ножа в исходное положение в направлениях, совпадающих с направлениями импульсного возвратно-поступательного движения поршней пневмоцилиндров.
При этом средство для приведения ножа в движение выполнено с обеспечением возможности движения ножа по траектории, параллельной траекториям движения поршней пневмоцилиндров.
При этом средство для приведения ножа в движение выполнено в виде вертикально расположенных пневмоцилиндров с обеспечением возможности импульсного движения ножа в рабочее положение в направлении сверху вниз и импульсного движения ножа в исходное положение в направлении снизу вверх.
При этом устройство содержит блок управления и средство синхронной импульсной подачи сжатого воздуха в пневмоцилиндры, выполненное, например, в виде пневмораспределителя с электропневматическим управлением, причем средство для приведения ножа в движение выполнено с обеспечением продолжительности цикла возвратно-поступательного движения ножа в рабочее положение и возврата в исходное положение от 0,1 до 0,05 секунды и энергии динамического воздействия ножа при рубке материала не менее 160 Джоулей, что обеспечивается использованием импульсов энергии сжатого воздуха.
При этом средство для приведения ножа в движение выполнено с обеспечением возможности возвратно-поступательного движения ножа в вертикальной плоскости перпендикулярно поверхности материала или выполнено с обеспечением возможности приведения в движение ножа в рабочее положение под углом к поверхности движущегося листового материала и возможностью изменения величины угла наклона направления движения ножа в зависимости от скорости движения листового материала.
Устройство по изобретению содержит вал для рубки на нем материала с эластичным покрытием, выполненным, например, из резины, снабжено опорным валом, расположенным снизу вала для рубки и содержит подающий и приемный конвейер, снабженные общим или раздельными приводами.
При этом пневмоцилиндры содержат средства ограничения движения штоков, выполненные, например, в виде ограничителей движения хода штоков с амортизаторами.
При этом устройство выполнено с возможностью реализации описанных выше способов.
Поставленная цель и требуемый технический результат при использовании изобретений достигаются также тем, что в устройстве для рубки движущегося листового материала, преимущественно древесного шпона, содержащем корпус, нож и средство для приведения ножа в возвратно-поступательное движение согласно изобретения корпус устройства выполнен в виде рамы, а средство для приведения ножа в возвратно-поступательное движение выполнено в виде подвешенных к раме на демпфирующих шарнирах вертикально расположенных пневмоцилиндров, к штокам поршней которых прикреплен горизонтально расположенный нож, при этом устройство дополнительно содержит блок управления, ресивер, средство синхронной импульсной подачи сжатого воздуха из ресивера в пневмоцилиндры в виде пневмораспределителя с электропневматическим управлением и последовательно расположенные под ножом вал с эластичным покрытием для рубки на нем материала и опорный вал.
Кроме этого пневмоцилиндры содержат средства ограничения движения штоков поршней, выполненные, например, в виде амортизирующих ограничителей движения хода штоков поршней.
При этом устройство выполнено с возможностью импульсных движений поршней пневмоцилиндров и прикрепленного к штокам поршней пневмоцилиндров ножа и с возможностью импульсного рабочего движения ножа на расстояние до 0,04 м, максимальной скоростью движения не менее 4 м/с и продолжительностью рабочего движения ножа не более 0,020 с.
Кроме этого пневмоцилиндры выполнены с возможностью синхронной работы с относительной неравномерностью синхронного движения поршней пневмоцилиндров не более 1%, а штоки поршней пневмоцилиндров прикреплены к ножу посредством демпфирующих шарниров.
Как следует из приведенного выше подробного обзора уровня техники, заявляемые способ приведения в движение ножа в динамических ножницах, способ рубки движущегося материала и устройство для их реализации являются новыми, они неизвестны из доступных источников информации, не вытекают явным образом из известного уровня техники, т.е. предложенные технические решения изобретательской задачи неочевидны для среднего специалиста и соответствуют требованиям критерия "изобретательский уровень".
По сравнению с прототипом изобретения группы содержат новую, не известную ранее совокупность существенных признаков, поэтому изобретения группы соответствуют требованиям критерия "новизны".
Некоторые отдельные существенные признаки группы изобретений известны, однако совокупности общих и частных отличительных существенных признаков изобретений среди известных в науке и технике решений, в объеме проведенного нами поиска, не обнаружено. Кроме этого отличительные признаки изобретений выполняют новые, не известные ранее функции, то есть обеспечивают возможность получения нового технического результата. В частности известны примеры использования пневматических приводов, однако известные конструкции недостаточно быстро работают и для создания больших рабочих нагрузок при рубке широкоформатных материалов требуют использования механических передаточных средств, к примеру для рубки форматного древесного шпона требуется нагрузка в 200 тонн.
Отличительной особенностью способов и устройства по изобретению является одновременное использование двух или более синхронно работающих в импульсном режиме пневмоцилиндров, штоки поршней которых непосредственно прикреплены к ножу, совпадение направления рабочих движений поршней пневмоцилиндров и ножа, отсутствие промежуточных передаточных средств, симметричность конструкции, максимально близкое расположение пневмоцилиндров по отношению к ресиверу, организация подачи сжатого воздуха в импульсном режиме (по скорости близкого к ударному, взрывному), организация принудительного возврата ножа в исходное положение за счет импульсного обратного хода поршней пневмоцилиндров и незначительное рабочее расстояние рабочего хода ножа (40 мм). Все это позволяет организовать высокоскоростное импульсное динамическое воздействие ножа на материал и обеспечивает техническую возможность решения поставленных задач.
Совокупность общих и частных существенных признаков изобретений обеспечивает возможность достижения цели изобретений (требуемого технического результата при использовании изобретений).
Действительно, как будет дополнительно показано ниже на примерах конкретной промышленной реализации изобретений, заявляемые изобретения позволяют не только обеспечить повышение производительности конвейерных линий за счет обеспечения возможности увеличения скорости движения обрабатываемого материала (до 4-4,5 м/с), увеличить быстродействие ножа (до 0,010 секунд) для обработки движущихся с большими скоростями материалов, снизить материалоемкость и упростить конструкцию привода рабочего органа, повысить точности форматной резки (рубки), улучшить повторяемость резки (рубки) материалов по заданным размерам, сократить энергопотребление обработки движущихся материалов, увеличить усилия при контакте рабочего органа с материалом за счет устранения передаточных устройств и организации импульсного кратковременного использования энергии сжатого воздуха обычного производственного давления, а также сократить потери обрабатываемого материала за счет повышения точности обработки и повысить надежность и долговечность оборудования за счет повышения равномерности распределения усилия по длине (поверхности) рабочего органа и возможности точного регулирования требуемой величины рабочего усилия и скорости обработки.
ПЕРЕЧЕНЬ ФИГУР.
Раскрытие изобретений поясняется чертежами:
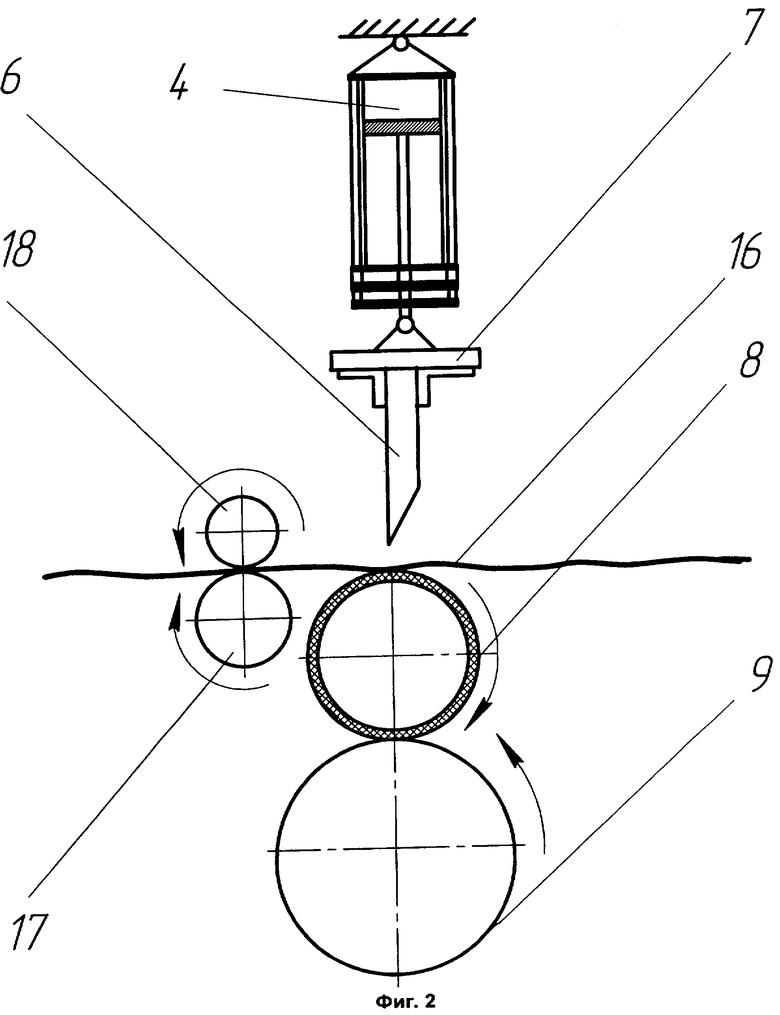
на фиг.1 изображены общий вид устройства для рубки движущегося на конвейере листового материала, где рабочий орган (нож) приводится в рабочее положение в направлении вверх;
на фиг.2 показана схема приведения в движение ножа и рубки движущегося листового материала.
ПРИМЕР РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЙ.
Сущность изобретений поясняется примерами реализации изобретений.
Устройство для рубки движущегося листового материала, преимущественно древесного шпона, содержит электронный блок управления 1, ресивер 2 со сжатым воздухом, раму 3, подвешенные к раме на демпфирующих шарнирах пневмоцилиндры 4 с пневмораспределителями сжатого воздуха 5, соединенными с ресивером 2 и средствами электропневматического управления электронного блока управления 1.
Внутри пневмоцилиндров 4 расположены поршни, штоки которых шарнирно присоединены к ножевым траверсам 7, которые в свою очередь жестко прикреплены к ножу 6.
Непосредственно под ножом 6 расположен обрезиненный вал 8, на котором происходит рубка материала, а снизу вала 8 расположен опорный вал 9.
Управление работой устройством осуществляется через пульт управления 10, функционально соединенный с электронным блоком управления 1.
Для обеспечения ограничения движения штоков поршней в пневмоцилиндрах установлены верхние ограничители хода штоков поршней пневмоцилиндров 11 с верхними амортизаторами 12, подвижные узлы ограничения хода 13, нижние амортизаторы 14 и нижние ограничители хода 15.
Устройство для рубки движущегося материала функционирует, способ рубки движущегося материала и соответственно способ приведения в движение ножа в ножницах динамического действия реализуются следующим образом (фиг.2):
Обрабатываемый материал 16 транспортируется роликами 18 и 17 подающего конвейера в рабочую зону, где происходит его импульсная рубка путем взаимодействия закрепленного на подвижной траверсе 7 ножа 6 с обрезиненным валом 8, который поддерживается и приводится в движение опорным валом 9.
По сигналу форматного датчика в верхнюю часть пневмоцилиндров 4 импульсно подается сжатый воздух из ресивера 2 через клапана пневмораспределителей 5.
Под импульсным действием сжатого воздуха происходит кратковременное импульсное перемещение поршней пневмоцилиндров 4 вниз вместе со штоками поршней, траверсами 7 и ножом 6. При этом нож 6 импульсно движется в зону контакта с валом 8, где и происходит динамическое кратковременное рабочее действие рубки материала 16 лезвием ножа 6.
После контакта подвижных ограничителей хода 13 с нижними амортизаторами 14 и нижними ограничителями хода 15 происходит остановка движения ножа 6.
После остановки ножа 6 в нижнюю часть пневмоцилиндров 4 импульсно подается сжатый воздух из ресивера 2 через клапана пневмораспределителей 5 и нож 6 импульсно принудительно возвращается в исходное положение, где его движение вверх ограничивается верхним амортизатором 12 и верхним ограничителем хода 11.
Затем рабочий цикл повторяется.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ.
Для подтверждения возможности реализации изобретений промышленным способом и экспериментального подтверждения возможности достижения требуемого технического результата были изготовлены на фанерном комбинате ОАО "СЕВЕРТАРА" в поселке Кадуй Вологодской области промышленные образцы динамических ножниц по изобретению для рубки древесного шпона лущеного в соответствии с требованиями ГОСТа РФ 99-96 толщиной 1,2-2,4 мм и в промышленных условиях были проведены сравнительные испытания современного действующего оборудования для рубки древесного шпона отечественного и зарубежного производства и устройства по изобретению.
В ходе сравнительных испытаний экспериментально установлено, что наиболее современное промышленное оборудование для форматной резки древесного шпона (гильотинные пневматические ножницы AVL-1800 или роторные пневматические RC-1800 производства финской фирмы «RAUTE») обеспечивает возможность форматной рубки с допуском +10 мм при скорости движения ленты шпона 2-2,3 м/с и при быстродействии срабатывания рабочего органа (времени рабочего хода ножа) от 0,1 до 0,05 секунд.
Устройство по изобретению, в котором были использованы заявляемые способы приведения в движение рабочего органа, показало возможность форматной рубки при допуске +5 мм и времени рабочего хода ножа 0,010 секунд, что обеспечило возможность точной рубки шпона при скорости его движения от 2,5 до 4,5 м/с. При серийном изготовлении на специализированных заводах заявляемых по изобретению устройств показатели функционирования машин и соответственно реализации заявляемых способов по изобретению могут быть существенно улучшены.
При этом экспериментально установлено, что оптимальным является обеспечение движения ножа на расстояние до 0,04 м со скоростью не менее 4 м/с и продолжительностью цикла возвратно-поступательного движения ножа не более 0,1 секунды, что позволяет осуществлять рубку движущегося листового материала, например древесного шпона толщиной 1,5-2,5 мм и шириной 1,3-2,7 м, с энергией динамического воздействия ножа при рубке материала не менее 160 Джоулей.
При этом экспериментально установлено, что приведение в движение ножа синхронно работающих пневмоцилиндров возможно с относительной неравномерностью синхронного движения поршней пневмоцилиндров не более 1%.
Характерной особенностью устройства по изобретению является отсутствие промежуточных механизмов передачи рабочих усилий от поршней пневмоцилиндров ножу, шарнирное присоединение ножа к штокам поршней пневмоцилиндров и пневмоцилиндров к раме, что в совокупности с другими отличительными особенностями обеспечивает возможность достижения требуемого технического результата и уверенное решение поставленных задач, а именно обеспечивает повышение производительности конвейерных линий обработки шпона за счет обеспечения возможности увеличения скорости движения шпона (до 4-4,5 м/с), увеличение быстродействия (до 0,01 секунд) приведения в движение ножа для обработки движущихся листов шпона, позволяет упростить конструкцию привода рабочего органа, повысить точность форматной резки (рубки), улучшить повторяемость резки (рубки) древесного шпона по заданным размерам, а также сократить энергопотребление обработки движущихся листов шпона, увеличить механические усилия при контакте рабочего органа с материалом за счет сокращения числа передаточных устройств и организации импульсной кратковременной подачи энергии непосредственно к ножу, а также сократить потери древесного шпона за счет повышения точности обработки и равномерности распределения усилий по всей длине ножа.
СООТВЕТСТВИЕ КРИТЕРИЯМ ОХРАНОСПОСОБНОСТИ.
В целом, учитывая новизну и неочивидность изобретений (доказанную в разделе «Уровень техники» и «Сущность изобретения»), существенность всех общих и частных признаков изобретений (доказанную в разделе «Раскрытие сущности изобретения»), а также показанную в разделах «Примеры реализации изобретений» и «Промышленная применимость» осуществимость изобретения и достижение поставленных изобретением задач, по нашему мнению, заявленная группа изобретений удовлетворяет всем требованиям охраноспособности, предъявляемым к изобретениям.
Таким образом, есть все основания утверждать, что изобретения группы соответствуют требованиям критерия охраноспособности "изобретательского уровня", а проведенный анализ показывает также, что все общие и частные признаки изобретений являются существенными, так как каждый из них необходим, а все вместе они не только достаточны для достижения цели изобретений, но и позволяют реализовать изобретения промышленным способом.
Кроме этого анализ совокупности существенных признаков изобретений группы и достигаемого при их использовании технического результата показывает наличие единого изобретательского замысла, тесную и неразрывную связь между изобретениями группы и предназначенность способа приведения в движение рабочего органа в машине динамического давления для способа рубки движущегося материала, что позволяет объединить изобретения в одной заявке.
Источники информации
1. Заявка Франции №2711563, опубл. 05.05.95, В 23 D 15/04.
2. А.с. СССР №272679, опубл. БИ №23, 14.07.70, В 23 D 21/00.
3. А.с. СССР №1409417, опубл. БИ №26, 17.07.88, В 23 D 25/06.
4. А.с. СССР №1110563, опубл. БИ №32, 30.03.83, В 23 D 25/06.
5. А.с. СССР №522005, опубл. БИ №27, 25.07.76, В 23 D 25/10.
6. А.с. СССР №998016, опубл. БИ №7, 23.02.83, В 23 D 25/10.
7. А.с. СССР №737141, опубл. БИ №20, 30.05.80, В 23 D 25/08.
8. А.с. СССР №1088891, опубл. БИ №16, 30.04.84, В 23 D 25/08.
9. Заявка РФ №93031131, опубл. 27.12.95, В 23 D 15/14.
10. Заявка РСТ №93/00206, опубл. 07.01.93, №2, В 27 L 5/08.
11. А.с. СССР №472790, опубл. БИ №21, 05.06.75, В 27 L 5/08.
12. А.с. СССР №1155454, опубл. БИ №186, 15.05.85, В 27 L 5/08.
13. Патент РФ №2132271, В 26 D 5/06, В 27 D 1/04, приоритет 24.12.1997, зарегистрирован 27.07.1999 г. (прототип).
Группа изобретений относится к области рубки движущихся материалов, а более конкретно к приводам и конструкции ножниц и машин для рубки. В способе приведения в возвратно-поступательное движение ножа в ножницах динамического действия и в способе динамической рубки материала приведение ножа в возвратно-поступательное движение осуществляют посредством синхронно работающих пневмоцилиндров, штоки поршней которых прикрепляют к ножу с обеспечением возможности импульсного поступательного движения ножа в рабочее положение и импульсного возврата ножа в исходное положение в направлениях, совпадающих с направлениями возвратно-поступательного движения поршней пневмоцилиндров. По одному из вариантов устройство для рубки движущегося листового материала содержит корпус, нож и средство для приведения ножа в возвратно-поступательное движение. Корпус устройства выполнен в виде рамы, а средство для приведения ножа в возвратно-поступательное движение выполнено в виде подвешенных к раме на демпфирующих шарнирах вертикально расположенных пневмоцилиндров, к штокам поршней которых прикреплен горизонтально расположенный нож. При этом устройство дополнительно содержит блок управления, ресивер, средство синхронной импульсной подачи сжатого воздуха из ресивера в пневмоцилиндры в виде пневмораспределителя с электропневматическим управлением и последовательно расположенные под ножом вал с эластичным покрытием для рубки на нем материала и опорный вал. По другому варианту - устройство для рубки движущегося листового материала содержит нож и средство для приведения ножа в возвратно-поступательное движение. Средство для приведения ножа в возвратно-поступательное движение выполнено в виде синхронно работающих пневмоцилиндров, к штокам поршней которых прикреплен нож с возможностью импульсного поступательного движения ножа в рабочее положение и импульсного возврата в исходное положение в направлениях, совпадающих с направлениями возвратно-поступательного движения поршней пневмоцилиндров. Достигается снижение стоимости, повышение производительности, упрощение конструкции, повышение точности и повторяемости форматной рубки, равномерность распределения усилия, сокращение энергетических затрат при одновременном увеличении усилий рабочего воздействия на материал. 4 н. и 38 з.п. ф-лы, 2 ил.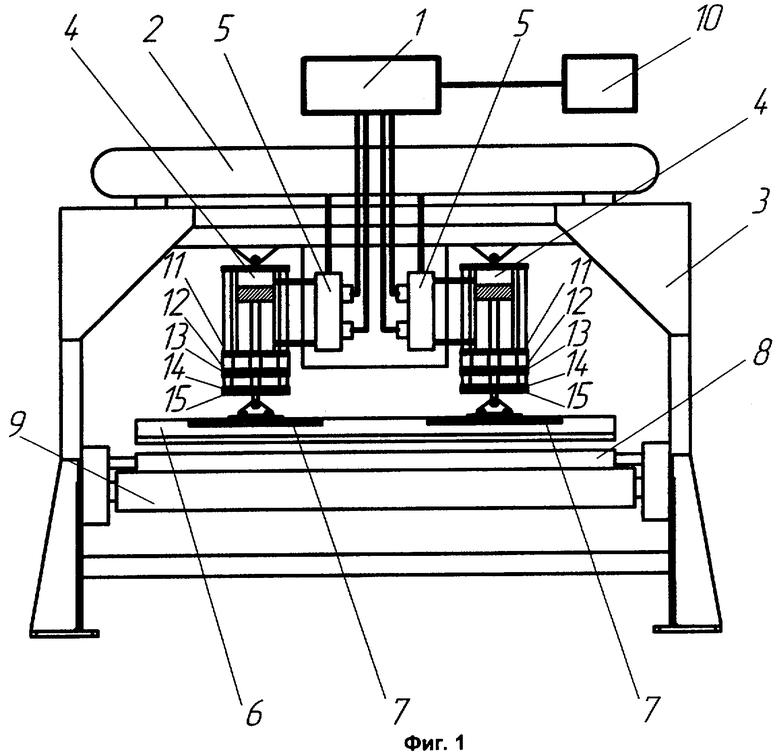
| Система управления подвижной траверсой гидравлических ножниц | 1980 |
|
SU979033A1 |
| УСТРОЙСТВО для РЕЗКИ НЕПРЕРЫВНО ДВИЖУЩЕЙСЯТРУБЫ | 0 |
|
SU276697A1 |
| ПЕРЕНОСНОЕ УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ РЕЗКИ | 2000 |
|
RU2210468C2 |
| ГИДРАВЛИЧЕСКИЕ НОЖНИЦЫ ДЛЯ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1991 |
|
RU2005582C1 |
| Двухкоординатный дефлектор оптического излучения | 1986 |
|
SU1374169A1 |
| Ленточный конвейер с нижней грузонесущей ветвью ленты | 1985 |
|
SU1268478A1 |
| ХЛОРГИДРАТ 2-БЕНЗОИЛАМИНОМЕТИЛБЕНЗИМИДАЗОЛА, ПРОЯВЛЯЮЩИЙ ПРОТИВОСУДОРОЖНЫЙ, АНТИГИПОКСИЧЕСКИЙ И АНТИТОКСИЧЕСКИЙ ЭФФЕКТ ПРИ ВОЗДЕЙСТВИИ РАЗЛИЧНЫХ СУДОРОЖНЫХ АГЕНТОВ | 1994 |
|
RU2109737C1 |
| US 3894460 A, 15.07.1975. | |||

