Предлагаемый способ относится преимущественно к строительному производству и может быть применен, например, для соединения декоративных изделий при отделке жилых и служебных помещений и фасадов зданий.
Известен способ соединения деталей из пластмасс, преимущественно труб (заявка №690246, Швейцария, МКИ 7 F 16 L 047/03 от 27.03.1996 г., опубликован 15.06.2000 г.). Этот способ заключается в том, что в торцах труб выполняют глубокие цилиндрические пазы, которые при стыковке образуют цилиндрическую полость. В эту полость во время стыковки закладывают свернутый в цилиндр нагревательный мат, представляющий собой проволочный элемент сопротивления в виде змеевика, залитого пластмассой. С помощью этого элемента нагревают соединяемые торцы и производят их сварку.
Известный способ обеспечивает хорошее качество соединения. Однако он применим только для деталей из термопластичных материалов и не может быть использован для соединения термореактивных пластмасс. Кроме того, этот способ предполагает одноразовое использование нагревательного элемента, который остается в стыке деталей, что удорожает процесс их соединения.
Известен также способ склеивания пластмассовых деталей (Волков С.С. и др. Сварка и склеивание пластмасс. - М.: Машиностроение, 1972, с.121...126), который принят за прототип. По прототипу производят подготовку соединяемых поверхностей деталей, которая заключается в их обработке щеткой или наждачной бумагой для создания шероховатости, в обезжиривании и в очистке от загрязнений. На подготовленные поверхности наносят склеивающий состав (клей), в качестве которого для термореактивных пластмасс могут быть применены, например, полиэфирные, полиэпоксидные, полиуретановые, фенолформальдегидные и другие составы. Затем стыкуют торцы соединяемых деталей, прилагают к ним давление, в ряде случаев нагревают стык и выдерживают под давлением до затвердевания склеивающего состава.
Способ по прототипу обеспечивает достаточно высокую прочность соединения, хорошую атмосферно-вибрационную стойкость. Однако клеевые соединения не обеспечивают равнопрочности при различных направлениях приложения нагрузки по отношению к плоскости склеивания. Прочность некоторых видов клеев может снижаться в результате старения, некоторые полимерные клеи токсичны. Кроме того, процесс соединения по прототипу трудоемок. Значительное время затрачивается на выдержку стыка под давлением до полного затвердевания клея. Для получения прочности соединения, допускающей эксплуатацию склеенных деталей, может потребоваться дополнительная выдержка до 24 часов и более.
Технический результат, достигаемый изобретением, - повышение прочности соединения и снижение трудоемкости процесса.
Сущность изобретения заключается в том, что производят подготовку соединяемых деталей, наносят на их торцы склеивающий состав и стыкуют соединяемые торцы. В отличие от прототипа при подготовке соединяемых деталей в каждом из стыкуемых торцов образуют выемки. В противоположных, наиболее удаленных друг от друга стенках этих выемок прорезают пазы. Затем торцы деталей стыкуют. Стык герметизируют и через одно из отверстий, образованных пазами, заполняют образованную выемками полость склеивающим составом. В качестве склеивающего состава используют пенообразующую самотвердеющую смесь, из которой изготовлены соединяемые детали.
Такая совокупность признаков предлагаемого способа обеспечивает практически равнопрочное основному материалу соединение, поскольку в качестве склеивающего состава используется пенообразующая самотвердеющая смесь того же состава, что и смесь, из которой изготовлены соединяемые детали. В полости, образованной пазами в стенках выемок на торцах деталей, склеивающий состав образует монолитное с основным материалом соединение. Время процесса соединения определяется только продолжительностью затвердевания смеси, используемой в качестве склеивающего состава, что обеспечивает снижение трудоемкости.
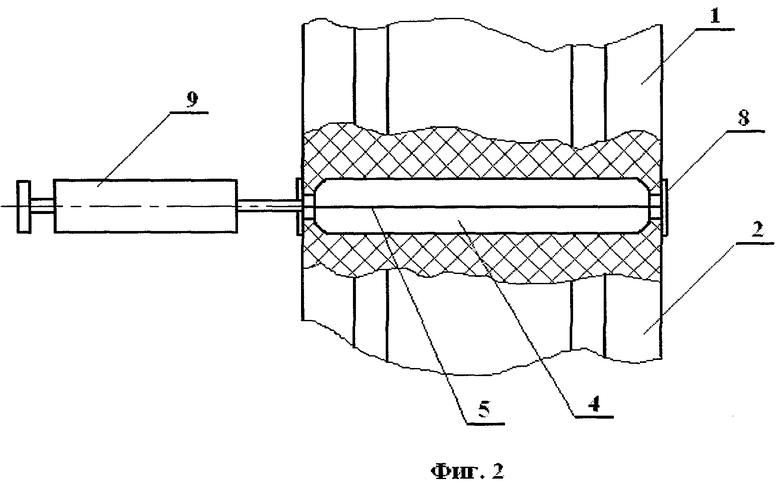
Изобретение иллюстрируется чертежами, где на фиг.1 показан вид торца одной из соединяемых деталей после ее подготовки; на фиг.2 - состыкованные детали с герметизированным стыком в процессе заполнения полости между ними склеивающим составом.
Предлагаемый способ осуществляется следующим образом.
Торцы соединяемых деталей 1 и 2 подготавливают, зачищая и обезжиривая. Затем в каждом из стыкуемых торцов образуют выемки 3. В противоположных наиболее удаленных друг от друга стенках выемок 3 прорезают пазы 6 и 7, которые могут иметь овальную, прямоугольную или любую иную форму в поперечном сечении, в зависимости от размеров стенки выемки 3 и от нужной конфигурации сопла, через которое в полость будет подаваться склеивающий состав. Затем стыкуют торцы деталей 1 и 2, герметизируют стык 5 по всему его периметру, например, клейкой лентой 8. Через одно из отверстий, образованных в стыке 5 пазами 6 и 7, заполняют полость 4, образованную выемками 3 в деталях 1 и 2, склеивающим составом, например, с помощью картриджа или шприца 9. В качестве склеивающего состава используют пенообразующую самотвердеющую смесь, из которой изготовлены соединяемые детали 1 и 2.
Наличие на стыкуемых торцах выемок 3 позволяет при стыковке торцев деталей 1 и 2 образовать полость 4, которая нужна для того, чтобы ввести между торцами деталей 1 и 2 склеивающий состав в количестве, достаточном для его растекания по всем соединяемым поверхностям при образовании пены. Это позволит за счет расширения в результате вспенивания склеивающего состава обеспечить плотный контакт продукта затвердевания с соединяемыми поверхностями, что повысит общую прочность соединения. Наличие пазов 6 и 7 необходимо для образования в стыке 5 отверстий. Одно из этих отверстий (например, отверстие, образованное пазами 7, как это показано на фиг.2) служит для введения в полость 4 состыкованных торцов деталей 1 и 2 склеивающего состава с помощью шприца 9. Другое отверстие нужно для выхода из полости 4 воздуха, вытесняемого вводимым в нее склеивающим составом, и для контроля степени заполнения полости 4. Расположение пазов 6 и 7 в противоположных, наиболее удаленных друг от друга стенках выемок 3 обеспечивает последовательное и полное заполнение склеивающим составом полости 4 в результате его движения вдоль этой полости, предупреждая образование карманов и пузырей, которые возможны при движении потока склеивающего состава поперек полости 4.
Перед введением в полость 4 склеивающего состава стык 5 герметизируют для того, чтобы исключить выход склеивающего состава на поверхность деталей 1 и 2 через возможные по периметру стыка 5 зазоры. Это сохраняет чистоту поверхности деталей 1 и 2, что исключает необходимость последующей зачистки и снижает трудоемкость процесса соединения. Герметизация стыка может быть осуществлена, например, путем укладки стыкуемых концов деталей 1 и 2 в специальную форму, плотно облегающую поверхности деталей 1 и 2 в зоне стыка 5, или путем наклеивания по всему периметру стыка 5 клейкой ленты, в качестве которой может быть взята изоляционная лента или лента "скотч". Использование в качестве склеивающего состава пенообразующей самотвердеющей смеси, из которой изготовлены соединяемые детали 1 и 2, обеспечивает равнопрочность соединения основному материалу деталей 1 и 2. При этом сокращается трудоемкость процесса, так как не требуется длительной выдержки для обеспечения прочности соединения. Повышается также длительная прочность и коррозионная стойкость изделия в целом, поскольку эти свойства будут определяться не особенностями продукта затвердевания склеивающего состава, а только физико-химическими свойствами основного материала деталей 1 и 2. Зона соединения деталей 1 и 2 и сами эти детали будут иметь одинаковые свойства.
Примером применения предлагаемого способа может служить соединение декоративных облицовочных карнизов или накладок, широко используемых при отделке жилых и служебных помещений, а также фасадов зданий.
Детали в виде реек с различной конфигурацией в поперечном сечении изготавливали, заливая в форму пенообразующую самотвердеющую смесь, состоящую из полиола (компонент А Изолин A3 23) и полиизоционата (компонент Б Варокор СД526). Детали вынимали из формы после выдержки в течение 15 минут. Максимальная толщина деталей составляла 25 мм, минимальная - 7 мм, ширина 110 мм и длина 1,5 м. Для проверки эффективности изобретения от изготовленных деталей отрезали образцы длиной 150 мм и соединяли их между собой по предлагаемому способу. Всего было соединено 20 образцов.
Предварительно торцы образцов 1 и 2 зачищали от загрязнений и обезжиривали, протирая ветошью, смоченной в ацетоне, и чистой сухой ветошью. В торцах образцов 1 и 2 с помощью шарошек и ручной дрели выбирали выемки 3 глубиной 5...8 мм, оставляя по периметру этих выемок стенки толщиной 1...1,5 мм. С боковых сторон образцов 1 и 2 в противоположных, наиболее удаленных друг от друга стенках выемок 3 прорезали круглым напильником округлые пазы 6 и 7 радиусом 2,5 мм. При этом располагали пазы 6 и 7 так, чтобы при стыковке торцов образцов 1 и 2 эти пазы, совпадая, образовывали отверстия. Торцы образцов 1 и 2 стыковали и герметизировали стык 5, наклеивая по его периметру ленту 8 типа «скотч». Над отверстиями, образованными пазами 6 и 7, клейкую ленту 8 прокалывали. Затем с помощью шприца 9 через отверстие, образованное пазами 7, в полость 4 вводили склеивающий состав до тех пор, пока этот состав не начинал выходить из отверстия, образованного пазами 6. Это свидетельствовало о заполнении полости 4 склеивающим составом.
В качестве склеивающего состава использовали пенообразующую самотвердеющую смесь, из которой изготавливали соединяемые образцы 1 и 2. Компоненты А и Б смешивали непосредственно в шприце 9 и сразу же вводили смесь в полость 4. После выдержки в течение 15 минут со стыка 5 снимали клейкую ленту 8 и подвергали соединенные образцы испытаниям на разрыв. Соединение во всех случаях оказывалось равнопрочным основному материалу образцов. Разрушение проходило в районе соединения, разрушался материал как введенный в полость 4, так и основной материал образцов 1 и 2 путем вырывов на глубину до 5 мм.
Таким образом, предлагаемый способ обеспечивает технический эффект, заключающийся в повышении прочности соединения и снижении трудоемкости процесса его образования. Способ может осуществляться с помощью известных в технике средств и материалов. Следовательно, предлагаемый способ обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2000 |
|
RU2172250C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2002 |
|
RU2212339C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ СТЫКОВ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2013 |
|
RU2527420C1 |
| СПОСОБ СБОРКИ НАКЛАДНЫХ ДЕКОРАТИВНЫХ ДЕТАЛЕЙ С ОСНОВНЫМИ ДЕТАЛЯМИ МЕБЕЛИ | 2012 |
|
RU2490521C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ САМОТВЕРДЕЮЩЕЙ ПЕНООБРАЗУЮЩЕЙ СМЕСИ | 2003 |
|
RU2219057C1 |
| Узел стыка труб требуемой жесткости для трубопровода из труб с бетонным покрытием и способ изготовления узла стыка | 2024 |
|
RU2838468C1 |
| Узел стыковки деталей | 1974 |
|
SU521409A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| Способ заделки шва при стыковке листового гипсокартона | 2023 |
|
RU2800172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ДОМОВ, СТРОЕНИЙ, СООРУЖЕНИЙ | 2002 |
|
RU2250312C2 |
Способ относится преимущественно к строительному производству и может быть применен, например, для соединения декоративных изделий при отделке жилых и служебных помещений и фасадов зданий. Технический результат, достигаемый изобретением, - повышение прочности соединения и снижение трудоемкости процесса. Способ осуществляют путем подготовки соединяемых деталей, в каждом из стыкуемых торцов образуют выемки, в противоположных, наиболее удаленных друг от друга стенках этих выемок прорезают пазы, затем торцы деталей стыкуют, стык герметизируют и через одно из отверстий, образованных пазами, заполняют образованную выемками полость склеивающим составом, в качестве которого используют пенообразующую самотвердеющую смесь, из которой изготовлены соединяемые детали. 2 ил.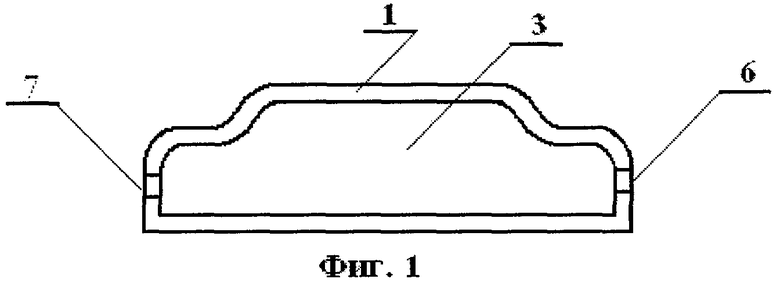
Способ соединения деталей, изготовленных из пенообразующих самотвердеющих смесей, при котором производят подготовку торцов соединяемых деталей, наносят на них склеивающий состав и стыкуют соединяемые торцы, отличающийся тем, что при подготовке деталей в каждом из стыкуемых торцов образуют выемки, в противоположных наиболее удаленных друг от друга стенках этих выемок прорезают пазы, затем стыкуют торцы деталей, герметизируют стык и через одно из отверстий, образованных пазами, заполняют образованную выемками полость склеивающим составом, в качестве которого используют пенообразующую самотвердеющую смесь, из которой изготовлены соединяемые детали.
| ВОЛКОВ С.С | |||
| и др | |||
| Сварка и склеивание пластмасс | |||
| М.: Машиностроение, 1972, с.121-126 | |||
| Система пылеприготовления | 1977 |
|
SU690246A1 |

