Изобретение относится к области общего машиностроения, а именно к изготовлению рабочих колес турбомашин, которые могут использоваться в средах с высокими и очень высокими температурами, в том числе и при отсутствии охлаждения, и, в частности, к изготовлению неметаллических рабочих колес турбин перспективных высокооборотных газотурбинных двигателей.
Рабочее колесо турбины газотурбинного двигателя служит для передачи крутящего момента через вал к рабочему колесу компрессора. В настоящее время для изготовления рабочих колес турбин используются жаропрочные металлические сплавы. Рабочие лопатки выполнены, как правило, с развитой схемой охлаждения, позволяющей эксплуатировать рабочие колеса турбин при повышенных температурах. Использование жаропрочных металлических сплавов для изготовления рабочих колес турбин имеет ряд недостатков:
- значительная масса рабочих колес турбомашин ограничивает допустимую скорость вращения;
- рабочие колеса из металлического сплава имеют ограничения по допустимой температуре применения из-за опасности возникновения эффекта текучести в металле.
Использование углерод-углеродных композиционных материалов с защитным антиокислительным покрытием в конструкциях рабочих колес турбин перспективных газотурбинных двигателей особенно актуально. Углерод-углеродные композиционные материалы по сравнению с металлическими жаропрочными сплавами обладают уникальными характеристиками, в частности значительно меньшей плотностью и высокими характеристиками прочности при повышенных температурах. Снижение массы рабочего колеса турбины, изготовленного из углерод-углеродных композиционных материалов, позволяет повысить допустимые скорости вращения ротора перспективного газотурбинного двигателя, что в свою очередь повысит эффективность ГТД в целом.
Известна «Воздушная турбина, в частности, большого диаметра из термоконструкционного композиционного материала и способ ее изготовления», патент РФ №2135779 от 29.08.1996 г., которая предназначена для работы в условиях очень высоких температур, обычно превышающих 1000°С. Турбина содержит несколько лопастей, расположенных между двумя фланцами. Основание каждой лопасти соединено с втулкой. Втулка образована плоскими кольцевыми пластинами, уложенными в пакет и обездвиженными относительно друг друга по вращательному движению относительно оси турбины.
Недостатком данной воздушной турбины является невозможность ее применения в составе рабочих колес газотурбинных двигателей в связи с большими геометрическим размерами.
Способ изготовления данной воздушной турбины характеризуется тем, что каждую лопасть изготавливают индивидуально путем формирования двумерной волокнистой структуры в виде пластин для получения предварительно отформованной заготовки и ее последующей механической обработки.
Недостатком данного технического решения является высокая стоимость и сложность изготовления, связанные с тем, что каждую лопасть и каждый фланец изготавливают индивидуально, проводят механическую обработку и затем собирают в единое целое.
Наиболее близким по технической сущности к заявляемому рабочему колесу турбины является «Лопастное колесо из трех частей», патент Франции №2681094 от 11.09.1991 г., которое состоит из трех частей, сцентрированных на общей оси. Центральная часть имеет периферийные лопатки, а две боковые части зажимают центральную часть при помощи осевых стягивающих приспособлений. Центральная часть образована диском из композиционного материала, по окружности которого путем механической обработки выполнены лопатки.
Недостатком данного технического решения является то, что при изготовлении колеса требуется дополнительная механическая обработка для формирования газодинамического профиля рабочих лопаток, что нарушает целостность волокон и не обеспечивает достаточной прочности формируемого изделия.
Предлагаемым изобретением решается задача создания облегченной конструкции неохлаждаемого рабочего колеса турбины перспективного высокооборотного газотурбинного двигателя из композиционного материала.
Технический результат достигается тем, что на формообразующей технологической оснастке, состоящей из основания, закрепленного на технологической оси, путем непрерывной выкладки углеродных волокон, предварительно пропитанных теплостойким связующем, при заданном направлении армирования создают заготовку рабочего колеса турбины. Для этого на основание, закрепленное на технологической оси, установлены основное и вспомогательное технологические кольца, причем основное технологическое кольцо имеет внутренний диаметр, равный внутреннему диаметру формируемого рабочего колеса, а вспомогательное технологическое кольцо имеет внутренний диаметр, равный наружному диаметру формируемого рабочего колеса. Основное технологическое кольцо изготовлено из термостойкого композиционного материала, а вспомогательное технологическое кольцо оснащено устройством для предварительного натяжения наматываемого углеродного волокна. В основном и вспомогательном технологическом кольцах выполнены пропилы в осевом направлении и их число соответствует числу лопаток рабочего колеса турбины, причем пропилы расположены под углом к оси основания оснастки, при этом кольца установлены таким образом, что пропилы основного и вспомогательного технологических колец находятся в одной плоскости, расположенной перпендикулярно технологической оси.
Для достижения названного технического результата предлагается способ изготовления предлагаемого рабочего колеса турбины. Заявляемый способ позволяет изготовить рабочее колесо турбины зацело с рабочими лопатками.
Заявляемый способ изготовления рабочего колеса турбины из композиционных материалов заключается в намотке углеродного волокна, предварительно пропитанного термостойким связующим, на оснастку и формообразовании полученной заготовки прессованием, при этом намотку производят в следующих направлениях армирования:
- сначала углеродные волокна наматывают в радиальном направлении через пропилы в основном и вспомогательном технологических кольцах в направлении от формируемой выходной кромки лопаток рабочего колеса турбины;
- затем волокна наматывают в окружном направлении вокруг основного технологического кольца в направлении от формируемой выходной кромки лопаток рабочего колеса турбины.
Намотку производят чередующимися слоями до полного заполнения оснастки.
После завершения намотки углеродные волокна, намотанные в радиальном направлении, натягивают и после этого между ними устанавливают межлопаточные вкладыши, выполненные в виде сектора кольца с диаметром, равным наружному диаметру формируемого рабочего колеса турбины, причем их боковые поверхности выполнены профилированными и имеют геометрические размеры, соответствующие профилю спинки и корытца рабочего колеса турбины, а количество вкладышей, выполненных из кольца, соответствует числу лопаток изготавливаемого рабочего колеса турбины. Углеродные волокна, намотанные в радиальном направлении, и выходящие за межлопаточные вкладыши с наружной стороны обрезают и удаляют вспомогательное технологическое кольцо. Полученную заготовку с установленными в нее межлопаточными вкладышами помещают в пресс-форму. Прессование осуществляется верхним и нижним пуансонами, а также при помощи межлопаточных вкладышей, формообразующие поверхности которых совпадают с размерами изготавливаемого рабочего колеса турбины. Процесс прессования производят по заданному технологическому режиму. После прессования производят операции высокотемпературной переработки и нанесения антиокислительного покрытия на поверхности рабочего колеса турбины.
В результате получают готовое изделие с заданными размерами, без проведения дополнительной механической обработки, с высокими характеристиками жесткости и прочности.
На фиг.1 приведена схема формообразующей технологической оснастки для изготовления рабочего колеса турбины.
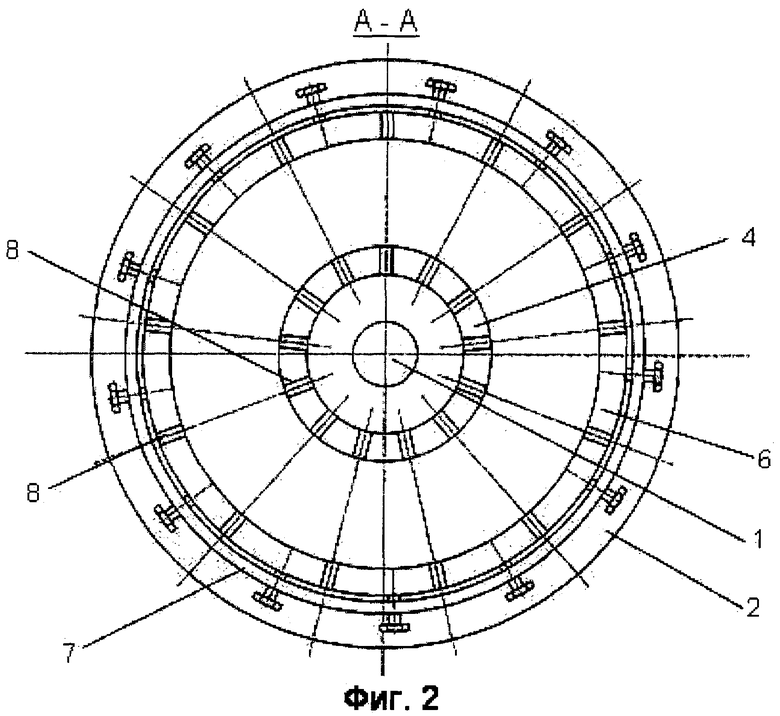
На фиг.2 приведена схема формообразующей технологической оснастки по разрезу А-А фиг.1.
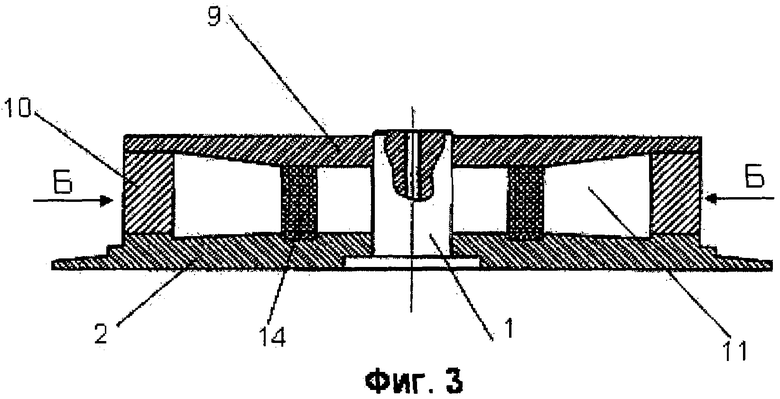
На фиг.3 приведена схема пресс-формы для формирования рабочего колеса турбины.
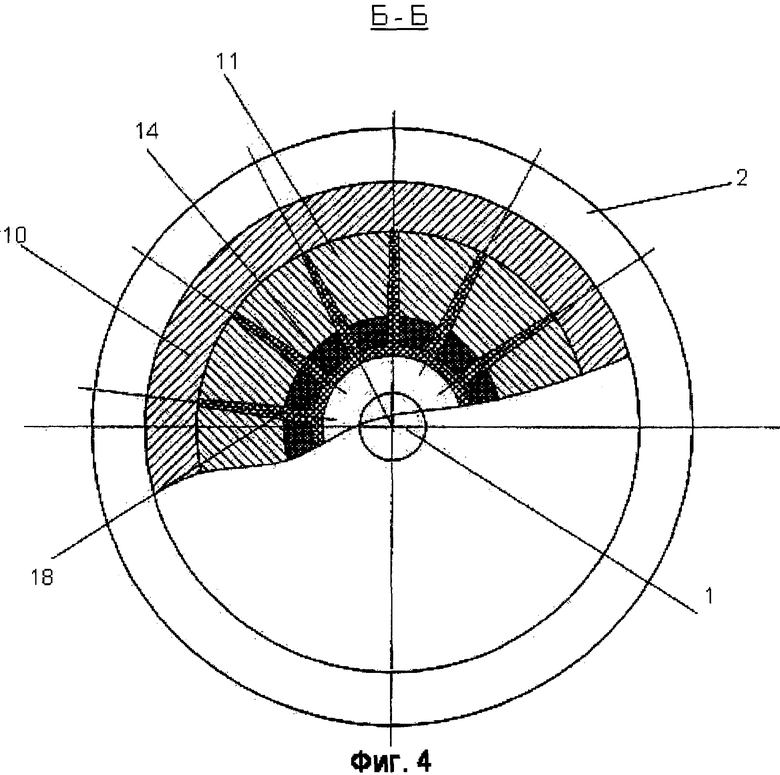
На фиг.4 приведена схема пресс-формы по разрезу Б-Б фиг.3.
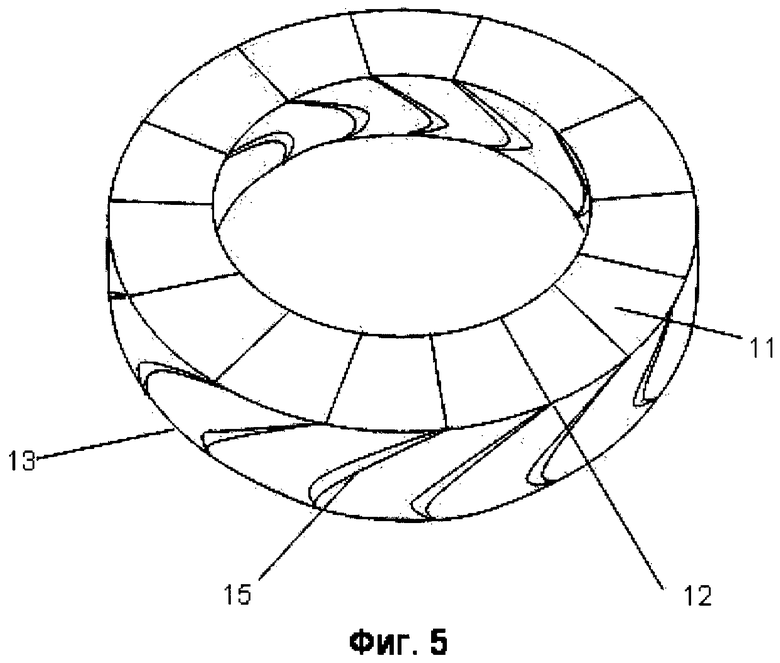
На фиг.5 приведен общий вид кольца для изготовления межлопаточных вкладышей.
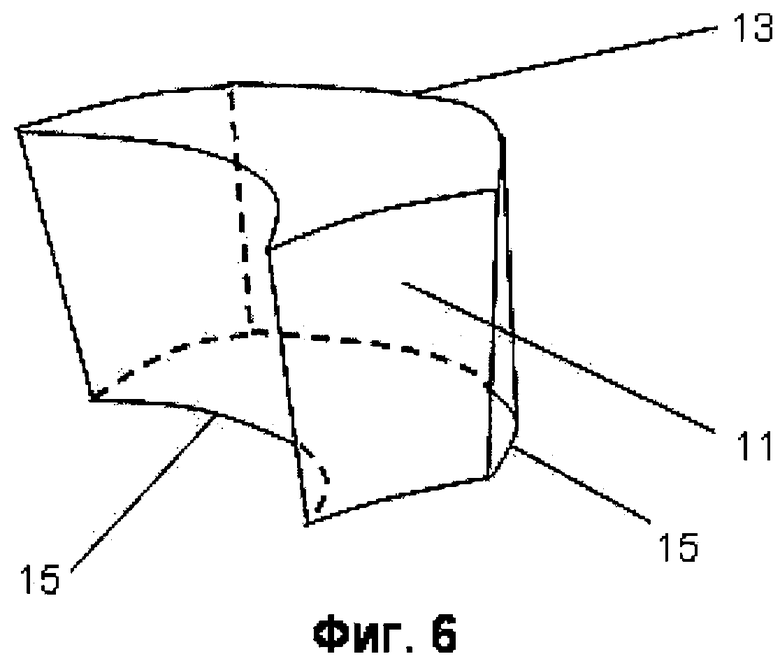
На фиг.6 показан общий вид межлопаточного вкладыша.
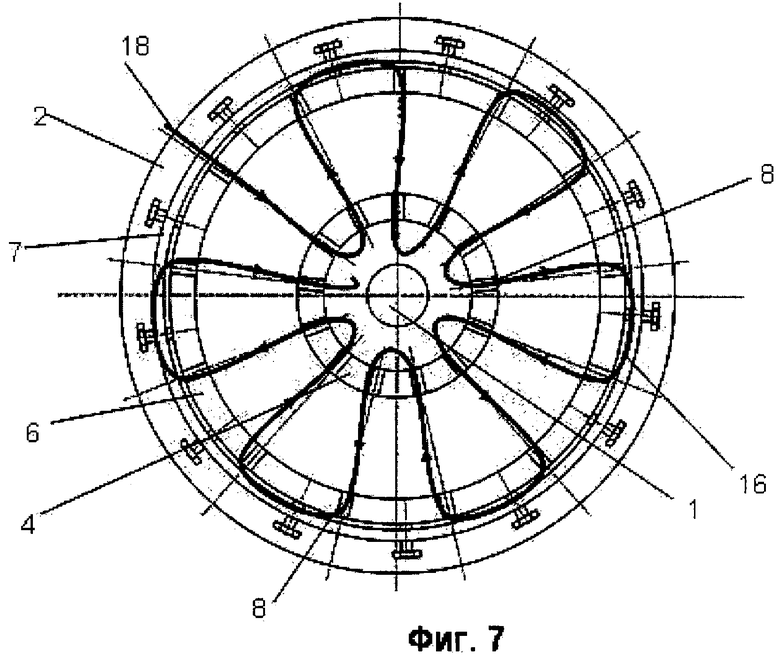
На фиг.7 показан способ намотки углеродного волокна на оснастку в радиальном направлении.
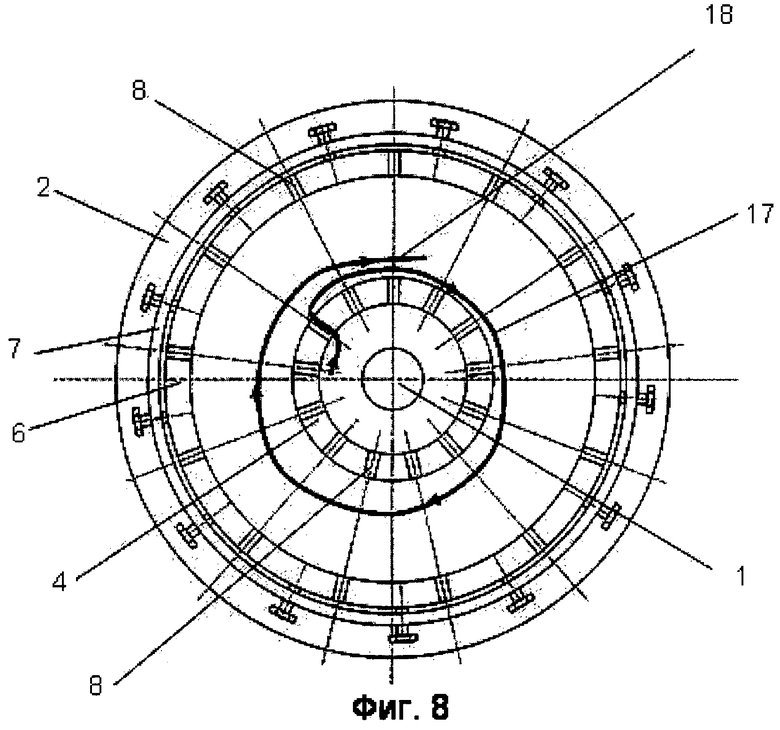
На фиг.8 показан способ намотки углеродного волокна на оснастку в кольцевом направлении.
Формообразующая технологическая оснастка для изготовления рабочего колеса турбины из композиционных материалов, показанная на фиг.1 и фиг.2, содержит технологическую ось 1, на которую устанавливают основание 2. Основание 2 имеет центрирующий паз 3, предназначенный для установки основного технологического кольца 4, изготовленного из композиционного материала, с внутренним диаметром, равным внутреннему диаметру формируемого рабочего колеса турбины. Также в основании 2 выполнен центрирующий паз 5, предназначенный для установки вспомогательного технологического кольца 6, внутренний диаметр которого равен наружному диаметру формируемого рабочего колеса турбины. Вспомогательное технологическое кольцо 6 имеет устройство 7 для предварительного натяжения углеродного волокна. В основном технологическом кольце 4 и вспомогательном технологическом кольце 6 расположены пропилы 8, число которых соответствует числу лопаток рабочего колеса 14 турбины, причем для облегчения укладки углеродного волокна 18 пропилы 8 выполнены под углом к технологической оси 1. Вспомогательное технологическое кольцо 6 ориентируют относительно основного технологического кольца 4 таким образом, чтобы пропилы 8 находились в одной плоскости, расположенной перпендикулярно технологической оси.
Устройство для формирования рабочего колеса 14 турбины из композиционных материалов содержит на фиг.3 и фиг.4 пресс-форму, состоящую из верхнего пуансона 9, матрицы 10 и межлопаточных вкладышей 11. После намотки углеродного волокна 18 на оснастку между предварительно натянутыми углеродными волокнами 18 устанавливают межлопаточные вкладыши 11.
На фиг.5 приведен общий вид кольца 12 для изготовления межлопаточных вкладышей 11, имеющего диаметр, равный наружному диаметру 13 формируемого рабочего колеса 14 турбины.
На фиг.6 показан межлопаточный вкладыш 11, имеющий форму сектора кольца 12. Наружный диаметр вкладыша 11 равен наружному диаметру изготавливаемого рабочего колеса 14 турбины. Боковые поверхности 15 вкладыша 11 выполнены профилированными и имеют геометрические размеры, соответствующие профилю рабочей лопатки турбины. Число межлопаточных вкладышей 11 соответствует числу лопаток изготавливаемого рабочего колеса 14 турбины.
На фиг.7 и фиг.8 изображен способ укладки углеродного волокна 18 на оснастку, заключающийся в последовательном чередовании слоев, имеющих определенные направления армирования.
Способ изготовления рабочего колеса турбины осуществляют следующим образом:
- сначала углеродные волокна 18 наматывают в радиальном направлении 16 фиг.7 по всей окружности рабочего колеса 14 турбины через пропилы 8 в основном технологическом кольце 4 и вспомогательном технологическом кольце 6 в направлении от формируемой выходной кромки лопатки рабочего колеса 14 турбины, оформляя профильную часть рабочей лопатки турбины, при этом число слоев подбирается в зависимости от максимальной толщины рабочей лопатки турбины в корневом ее сечении;
- затем углеродные волокна 18 наматывают в кольцевом направлении 17 фиг.8 вокруг основного технологического кольца 4 в направлении от формируемой выходной кромки лопатки рабочего колеса 14 турбины, оформляя газодинамический тракт рабочего колеса 14 турбины, причем количество наматываемых слоев в кольцевом направлении 17 зависит от количества слоев, уложенных в радиальном направлении 16.
Намотку углеродного волокна 18 проводят чередующимися слоями до полного заполнения оснастки. После этого углеродные волокна 18, намотанные в радиальном направлении 16, натягивают при помощи устройства 7 и между ними устанавливают межлопаточные вкладыши 11, самоцентрирующиеся по торцевым поверхностям, при этом вкладыши 11 своей внутренней цилиндрической поверхностью 15 касаются углеродных волокон 18, намотанных в кольцевом направлении 17 и формирующих газодинамический тракт, а боковыми профилированными поверхностями касаются углеродных волокон 18, намотанных в радиальном направлении 16 и формирующих газодинамический профиль лопаток рабочего колеса 14 турбины. Затем углеродные волокна 18, выходящие с наружной стороны за межлопаточные вкладыши 11, обрезают и удаляют вспомогательное технологическое кольцо 6. Собранную оснастку с намотанной заготовкой рабочего колеса 14 турбины помещают в матрицу 10 и обжимают сверху пуансоном 9. Собранную пресс-форму помещают под нагревательные плиты пресса (не показаны) и проводят прессование изделия по заданным технологическим и температурным параметрам. После отверждения связующего рабочее колесо 14 турбины извлекают из пресс-формы, удаляют межлопаточные вкладыши 11, проводят высокотемпературную обработку и нанесение защитного антиокислительного покрытия на поверхности рабочего колеса 14 турбины.
Предлагаемый способ изготовления рабочего колеса турбины из композиционных материалов позволяет осуществить изготовление рабочих колес турбомашин зацело с рабочими лопатками, например, «блисковой» конструкции, методом намотки предварительно пропитанного термостойким связующим углеродного волокна на технологическую оснастку, обеспечить надежность, прочность и жесткость неохлаждаемых рабочих колес турбин, изготовленных из композиционных материалов, высокооборотных газотурбинных двигателей при работе в условиях повышенных температур. А значительное снижение массы рабочего колеса турбины и уникальные характеристики прочности углерод-углеродного композиционного материала при повышенных температурах позволяет повысить допустимые скорости вращения ротора газотурбинного двигателя и увеличить температуру газа перед турбиной, что в свою очередь повышает эффективность газотурбинного двигателя в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕПАРАТОРА ШАРИКОПОДШИПНИКА ИЗ ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 2002 |
|
RU2205106C1 |
| РАБОЧЕЕ КОЛЕСО ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2239100C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2652252C2 |
| КОМПОНЕНТ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2632065C2 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Газотурбинный двигатель, содержащий вентилятор и компрессор | 2016 |
|
RU2625078C1 |
| Рабочее колесо вентилятора и компрессора и способ его изготовления из композиционного материала | 2015 |
|
RU2617752C2 |
| РАБОЧЕЕ КОЛЕСО ВЕНТИЛЯТОРА ИЛИ КОМПРЕССОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2578256C2 |
| РОТОРНЫЙ УЗЕЛ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2439337C2 |
Изобретение относится к области общего машиностроения, а именно к изготовлению рабочих колес турбомашин, которые могут использоваться в средах с высокими и очень высокими температурами, в том числе и при отсутствии охлаждения, и, в частности, к изготовлению неметаллических рабочих колес турбин перспективных высокооборотных газотурбинных двигателей. Способ изготовления рабочего колеса турбины из композиционных материалов заключается в намотке углеродного волокна, предварительно пропитанного термостойким связующим, на оснастку и формообразовании полученной заготовки прессованием. Намотку углеродного волокна на оснастку производят в следующих направлениях армирования. Сначала углеродные волокна наматывают в радиальном направлении через пропилы в основном и вспомогательном технологических кольцах в направлении от формируемой выходной кромки лопатки рабочего колеса. Затем углеродные волокна наматывают в окружном направлении вокруг основного технологического кольца в направлении от формируемой выходной кромки лопатки рабочего колеса турбины. Намотку производят чередующимися слоями до полного заполнения оснастки. После завершения намотки заготовки углеродные волокна, намотанные в радиальном направлении, натягивают, после чего между ними устанавливают межлопаточные вкладыши. Обрезают углеродные волокна, выходящие за межлопаточные вкладыши с наружной стороны. После этого удаляют вспомогательное технологическое кольцо. Затем собранную оснастку с намотанной заготовкой рабочего колеса турбины помещают в матрицу и отпрессовывают пуансоном, а после отверждения связующего рабочее колесо извлекают из пресс-формы и удаляют межлопаточные вкладыши. Изобретение позволяет создать облегченную конструкцию неохлаждаемого рабочего колеса турбины из композиционного материала. 8 ил.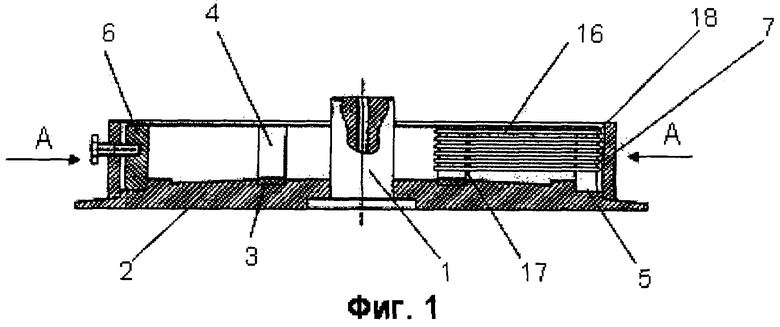
Способ изготовления рабочего колеса турбины из композиционных материалов, заключающийся в намотке углеродного волокна, предварительно пропитанного термостойким связующим, на оснастку и формообразовании полученной заготовки прессованием, отличающийся тем, что намотку углеродного волокна на оснастку производят в следующих направлениях армирования: сначала углеродные волокна наматывают в радиальном направлении через пропилы в основном и вспомогательном технологических кольцах в направлении от формируемой выходной кромки лопатки рабочего колеса, затем углеродные волокна наматывают в окружном направлении вокруг основного технологического кольца в направлении от формируемой выходной кромки лопатки рабочего колеса турбины, намотку производят чередующимися слоями до полного заполнения оснастки, после завершения намотки заготовки углеродные волокна, намотанные в радиальном направлении, натягивают и после этого между ними устанавливают межлопаточные вкладыши, обрезают углеродные волокна, выходящие за межлопаточные вкладыши с наружной стороны, удаляют вспомогательное технологическое кольцо, собранную оснастку с намотанной заготовкой рабочего колеса турбины помещают в матрицу и отпрессовывают пуансоном, а после отверждения связующего рабочее колесо извлекают из пресс-формы и удаляют межлопаточные вкладыши.
| US 4354804 A, 19.10.1982 | |||
| US 5921754 A, 13.07.1999 | |||
| US 5273401 A, 28.12.1993 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ВЕНЦОВ ТУРБОМАШИН И НАСОСОВ | 0 |
|
SU190012A1 |
| US 4826645 A, 02.05.1989 | |||
| RU 2063874 C1, 20.07.1996 | |||
| US 3758232 A, 11.09.1973. | |||

