Изобретение относится к черной и цветной металлургии и может быть использовано для контроля уровня жидкого металла в разливочных ковшах, кристаллизаторах установок непрерывного литья, плавильных печах, миксерах и в иных агрегатах.
Известны способы контроля уровня жидкого металла с применением рентгеновского или гамма-излучения, см. авторское свидетельство СССР №243163, МПК В 22 D 11/10, 1970 г. Его недостатком является сложность защиты обслуживающего персонала от излучения, а мощность источников излучения для просвечивания ковшей диаметрами в несколько метров должна быть значительной.
Известен также способ с измерением температуры в различных точках стенок агрегата, например ковша, с помощью ряда термопар, см. авторское свидетельство СССР №740391, МПК В 22 D 11/04, 1980 г. Недостатком способа является низкая точность измерения, особенно из-за влияния слоя шлака, нагретого до высокой температуры.
Ближайшим аналогом заявленного способа является способ, основанный на измерении давления воздуха или иного газа в полости, открытой к жидкому металлу, в который она погружена, например, с помощью манометров, см. авторское свидетельство СССР №942868, МПК В 22 D 11/16, 1982 г. Давление газа в полости определено высотой столба жидкого металла, поэтому, измерив давление газа, можно определить и высоту столба металла. Недостатком является то, что точность значительно снижается при наличии слоя шлака над жидким металлом, а отличить давление, создаваемое жидким шлаком, от давления, создаваемого жидким металлом, весьма затруднительно.
Данный способ направлен на решение задачи - обеспечить повышение точности контроля уровня жидкого металла и при этом определить также толщину слоя шлака. Эта техническая задача решается за счет того, что осуществляют контроль давления газа в двух независимых камерах, открытых снизу и погруженных в жидкий металл на различную глубину, и измеряют давление в полости, погруженной на большую глубину, в момент времени, в который давление в полости камеры, погруженной на меньшую глубину, становится равным атмосферному давлению. При этом вычисляют толщину слоя жидкого шлака на поверхности металла и учитывают ее в дальнейшем при определении уровня жидкого металла. Толщину слоя жидкого шлака вычисляют по предложенной формуле.
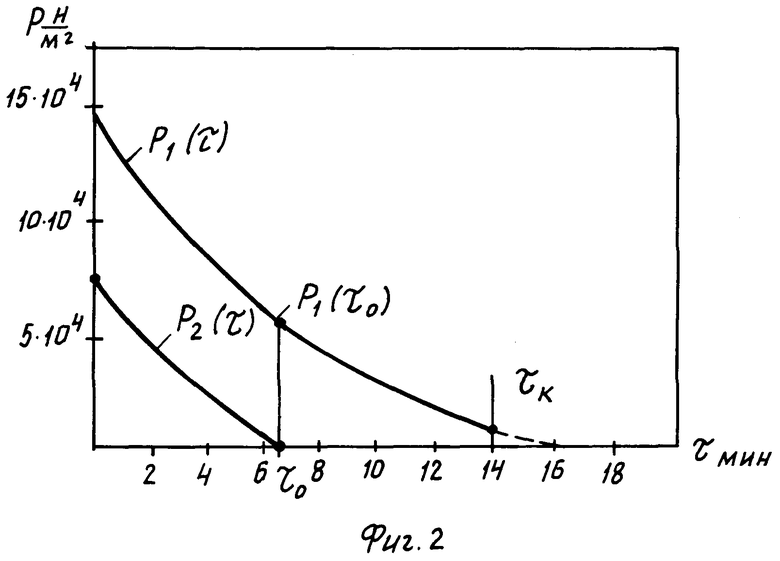
Схема устройства, предназначенного для реализации способа, приведена на фиг.1, а на фиг.2 показано изменение давления газа, фиксируемого двумя измерительными приборами.
В разливочном ковше 1 расположен слой футеровки 2 и керамическая камера 3, соединенная с манометром 4 трубкой 5. Вторая камера 6 из огнеупорного материала погружена в полость ковша на меньшую глубину. Эта камера соединена с манометром 7. Ковш снабжен шиберным затвором 8 для выпуска металла.
Ковш заполнен жидким металлом 9 на высоту Н от торца камеры 3, открытой снизу и погруженной в расплав. Способ реализуется следующим образом.
После заполнения ковша 1, покрытого слоем футеровки 2, металлом, в камере 3 манометр 4 с трубкой 5 фиксирует давление, равное

а манометр 7 давление

где ρ - плотность жидкого металла,
ρ0 - плотность жидкого шлака,
Н - высота жидкого металла 9 относительно нижнего торца камеры 3,
h - толщина слоя жидкого шлака.
По мере разливки жидкого металла величина Н уменьшается. Здесь Н0 - известное расстояние между торцевыми поверхностями камер 3 и 6. После опускания мениска шлака - поверхность А, фиг.1, до уровня торца камеры 6, в ней фиксируется манометром 7 давление, равное атмосферному, когда избыточное давление равно нулю, Р2=0. В этот момент времени τ=τ0 известно, что Н(τ0)+h=Н0 и, следовательно, высота слоя шлака h=Н0-Н(τ0). В камере 3 в этот момент фиксируется давление

то есть именно в этот момент времени определяются: высота слоя жидкого металла

и толщина слоя жидкого шлака

Именно показание манометра 4 и давление в этот момент времени то в камере 3 позволяют определить толщину слоя шлака, находящегося в ковше. После этого давление P1, (при τ>τ0) определяет высоту слоя жидкого металла

где h определено формулой (5).

Именно формула (5) дает возможность определить толщину слоя жидкого шлака над мениском жидкого металла и эта величина h учитывается в дальнейшем при определении уровня металла.
При завершении разливки металла, когда Н(τ)=0; в момент времени τк давление в камере 3 равно

Достижение давления P1(τк) означает, что у нижнего торца камеры 3 находится уже поверхность слоя шлака и это может быть сигналом к окончанию разливки, например, чтобы избежать попадания шлака в кристаллизатор или изложницу.
Приведем пример реализации способа. В ковш залита жидкая сталь плотностью ρ=7·103 кг/м3. Цилиндрические камеры 3 и 6 диаметрами 40 мм открыты снизу и погружены в жидкую сталь так, что расстояние между их торцевыми поверхностями Н0=1 м. Давление в камере 3: P1=14,6·104 Н/м2, а в камере 6: Р2=7,6·104 Н/м2. Затем эти давления уменьшаются, как показано на фиг.2, при разливке ковша массой 5 тонн стали. В момент времени τ0=6,5 мин фиксируется давление P2=0, см. фиг.2, и при этом давление P1=5,5·104 Н/м2. По формулам (4) и (5) определяем, что в данный момент мы имеем слой жидкой стали высотой
Н(τ0)=(5,5·104-2·1·104)/10(7-2)·103=0,7 м,
(над нижним торцом камеры 3) и слой шлака толщиной равной
h=(7·1·104-5,5·104)/5·104=0,3 м.
Таким образом, измерение давления в двух камерах 3 и 6 позволили определить толщину слоя шлака, отделив величину его давления от величины давления, создаваемого жидким металлом. При τ>τ0 P2=0, a P1 уменьшается. В момент времени τ=τк согласно формуле (8) при τк=14 мин
Н=0; Р1(τк)=(2·104-5,5·2·104/7)/(1-0,2857)=0,6·104 Н/м2.
В этот момент времени, когда Н=0, над нижним торцом камеры 3 уже находится только слой шлака и можно прекратить разливку (этот участок линии P1 на фиг.2 показан пунктиром) и слить шлак в отдельную емкость (ковш для шлака). Легко можно сделать так, что при равенстве давления в камере 6 атмосферному подается звуковой или световой сигнал и фиксируются показания манометра 4, измеряющего давление в камере 3. Шкалу манометра 4 можно проградуировать не только в барах (или в Н/м2), но и в единицах длины (м), равных высоте слоя шлака согласно формуле (5).
Способ не требует больших затрат для его использования, не требует применения радиоактивных элементов, что повышает безопасность труда.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО СЛИТКА | 2005 |
|
RU2295421C2 |
| Способ выпуска ферросплавов из печи | 1985 |
|
SU1323577A1 |
| СПОСОБ ВАКУУМИРОВАНИЯ МЕТАЛЛА В ПРОЦЕССЕ РАЗЛИВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2082543C1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2250809C2 |
| СПОСОБ ПОДГОТОВКИ МЕТАЛЛА К НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1995 |
|
RU2085328C1 |
| Способ управления процессом вакуумирования металла | 1987 |
|
SU1447875A1 |
| Способ вакуумшлаковой обработки стали | 1988 |
|
SU1618768A1 |
| Способ азотирования металлических расплавов | 1980 |
|
SU968078A2 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2037367C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
Изобретение относится к металлургии, а именно к способам контроля уровня жидкого металла в металлургических агрегатах для плавки или разливки. Технический результат - повышение точности контроля. Сущность изобретения состоит в том, что измеряют давление газа в двух камерах, открытых снизу и погруженных в жидкий металл на различную глубину. При этом фиксируют давление в камере, погруженной на большую глубину в момент времени, когда давление во второй камере становится равным атмосферному. Способ позволяет определить высоту слоя жидкого металла и шлака. 1 з.п. ф-лы, 2 ил.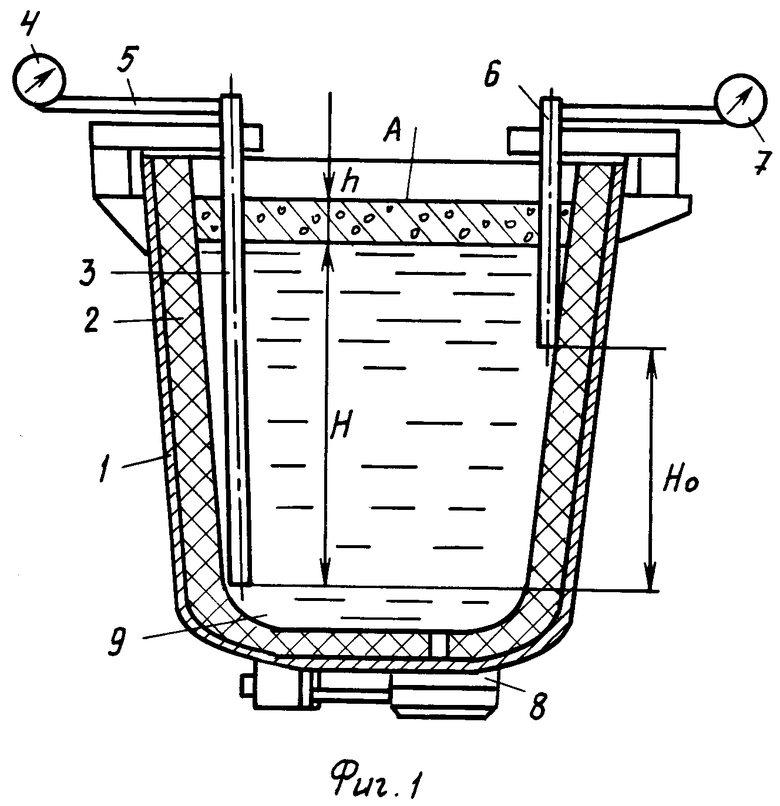
h=Н0-Н(τ0)=[ρ0gH0-P1(τ0)]/g(ρ-ρ0),
где Н0 - расстояние между торцевыми поверхностями верхней и нижней камер;
Н(τ0) - высота слоя жидкого металла в момент времени τ0, когда давление в верхней камере стало равным атмосферному;
ρ - плотность жидкого металла;
ρ0 - плотность шлака;
g - ускорение силы тяжести;
P1(τ0) - давление в камере, погруженной на большую глубину в момент времени τ0, когда давление в камере, погруженной на меньшую глубину, стало равным атмосферному.
| Устройство для измерения уровня металла в кристаллизаторе | 1980 |
|
SU942868A1 |
| US 4669309 А, 02.06.1987 | |||
| Пневматический уровнемер жидких сред | 1977 |
|
SU769345A1 |
| Способ измерения уровня и плотности псевдоожиженного слоя | 1959 |
|
SU139217A1 |

