Изобретение относится к области металлургии, а именно к технологии изготовления бандажированных деталей металлургического оборудования, имеющих форму тел вращения и подвергающихся воздействию внешней тепловой нагрузки, например опорных роликов вращающихся печей, сушильных барабанов, роликов транспортеров, например, установок непрерывной разливки, прокатных станов. Известны различные способы изготовления бандажированных деталей и сами бандажированные детали, например, прокатные валки, представляющие собой ось и бандаж в виде втулки с кольцевыми проточками в форме полуцилиндров на их посадочных поверхностях, образующими после посадки бандажа на ось закрытые цилиндрические полости вблизи торцов бочки валка, при этом кольцевые цилиндрические полости заполняют склеивающим материалом (заявка Японии N 49-48065, 1974, В 21 В 27/02). Недостатком таких конструкций является низкая эксплуатационная надежность из-за возможности окружного проворота бандажа относительно оси при передаче крутящего момента ввиду низкой механической прочности склеивающего материала.
Наиболее близкой к заявленному устройству является бандажированная деталь, предназначенная для использования в условиях воздействия на нее со стороны бандажа тепловой нагрузки, содержащая охватываемую цилиндрическую деталь с кольцевыми проточками на ее посадочной поверхности вблизи торцов и охватывающий ее бандаж, при этом кольцевые проточки заполнены материалом бандажа (см. RU 2082515 С1, 27.06.1997, В 21 В 27/03).
Наиболее близким к заявленному способу является способ изготовления бандажированных деталей, предназначенных для использования в условиях воздействия на нее тепловой нагрузки, заключающийся в том, что на охватываемой цилиндрической детали выполняют две кольцевые проточки на ее посадочной поверхности вблизи торцов, а посадку бандажа производят винтовой прокаткой на стане радиально-сдвиговой деформации с заполнением при этом проточек материалом бандажа (см. RU 2082515 С1, 27.06.1997, В 21 В 27/03).
К недостаткам известной конструкции и способа ее изготовления относится невысокая надежность соединения бандажа с внутренней деталью в условиях повышенного теплового излучения со стороны бандажа, характерного, например, для нагревательных агрегатов. Тепловой поток со стороны бандажа нагревает бандаж сильнее, чем бандажируемую деталь, в результате чего возможно уменьшение прочности соединения. В силу термомеханических напряжений, возникающих в бандажированной детали при эксплуатационной необходимости нагружать в большей степени ее центральную часть, при воздействии осевых нагрузок на бандаж происходит постепенное сползание бандажа с детали. В известном техническом решении не регламентированы геометрические параметры конструкции, используемый прием посадки бандажа путем поперечно-винтовой прокатки на стане радиально-сдвиговой деформации достаточно сложен, трудоемок и не гарантирует надежности соединения при значительном тепловом воздействии. После износа бандажа, при необходимости его замены, демонтаж конструкции представляет большую проблему.
Задачей изобретения является повышение надежности соединения в условиях значительных температур и осевых нагрузок, срока службы бандажированных деталей, снижение затрат на их изготовление и ремонт.
Технический результат достигается тем, что в известной бандажированной детали, предназначенной для использования в условиях воздействия на нее тепловой нагрузки, содержащей внутреннюю цилиндрическую деталь с кольцевой проточкой на ее посадочной поверхности и охватывающий ее бандаж, в соответствии с изобретением посадочные поверхности внутренней цилиндрической детали и бандажа выполнены двухступенчатыми, бандаж состоит из двух частей, соответствующих ступеням, проточка выполнена на границе ступеней в центральной части внутренней цилиндрической детали, а на внутренних краях посадочных поверхностей обеих частей бандажа выполнены соответствующие проточке бурты, высота которых составляет 0,002-0,015 диаметра посадочных поверхностей частей бандажа, при этом глубина проточки превышает высоту буртов соответствующих частей бандажа в 1,1-2 раза.
Технический результат достигается также тем, что в известном способе изготовления бандажированной детали, предназначенной для использования в условиях воздействия на нее со стороны бандажа теплового излучения, включающем соединение бандажа с охватываемой им внутренней цилиндрической деталью, на посадочной поверхности которой выполнена кольцевая проточка, в соответствии с изобретением посадочные поверхности внутренней цилиндрической детали и бандажа выполняют двухступенчатыми, бандаж - состоящим из двух, соответствующих ступеням частей, проточку выполняют на границе ступеней в центральной части внутренней цилиндрической детали, а на внутренних краях посадочных поверхностей обеих частей бандажа выполняют соответствующие проточке бурты высотой 0,002-0,015 диаметра посадочных поверхностей частей бандажа, при этом проточку выполняют глубиной, превышающей высоту буртов соответствующих частей бандажа в 1,1-2 раза.
Надежность соединения бандаж - бандажируемая деталь в реальных условиях работы, когда на деталь со стороны бандажа воздействует значительное тепловое излучение, что вызывает больший нагрев бандажа, большее увеличение его геометрических размеров и, следовательно, ослабляет посадку, достигается разгрузкой прессового соединения от осевых нагрузок на деталь. В процессе эксплуатации на бандаж воздействует комбинированная нагрузка, которая раскладывается на две составляющие: радиальную и осевую. Причем осевая нагрузка может появляться случайно, эпизодически, а может иметь регламентированный характер и составлять значительную долю от радиальной. В этом случае бандажирование деталей путем осуществления посадки с радиальным натягом, само по себе, в особенности в условиях значительных температурных нагрузок, не гарантирует достаточной надежности соединения бандажа с деталью. Наличие кольцевых буртов и соответствующей формы проточки, выполненных в центральной части двухступенчатых посадочных поверхностей сопрягаемых деталей, значительно повышает надежность соединения. Месторасположение и геометрические параметры заявленной конструкции подобраны экспериментально и являются оптимальными для таких условий эксплуатации, когда деталь подвержена высоким температурам и осевым нагрузкам. Необходимость выполнения проточки, глубина которой превышает высоту бурта в 1,1-2 раза, вызвана тем, что бандаж в процессе эксплуатации может быть подвержен значительно большему, чем внутренняя деталь, температурному воздействию, сопровождающемуся тепловым расширением. Заявленный способ сборки детали предложенной конструкции с регламентированными геометрическими параметрами обеспечивает надежность соединения во всех вариантах ее использования, включая использование в составе термического оборудования металлургического производства в режиме высоких температур и значительных осевых нагрузок.
Изобретение иллюстрируется чертежом, где изображено поперечное сечение детали, выполненной в соответствии с п.1 формулы изобретения и полученной заявленным способом в соответствии с п.2 формулы изобретения.
Ролик 1 и бандаж 3 имеют двухступенчатые посадочные поверхности. На закрепленный на оси 1 с радиальным натягом ролик 2 посажен бандаж 3, состоящий из двух частей, соответствующих ступеням. На внутренних краях посадочных поверхностей каждой части бандажа, по центру поверхности бандажа, выполнены бурты 4, например, прямоугольного сечения. Диаметр бандажа по поверхности бурта Дб. Высота буртов составляет (0,002-0,015) Дп.п., где Дп.п. - диаметр посадочных поверхностей частей бандажа. В центральной части посадочной поверхности ролика 2 выполнена проточка 5 прямоугольного сечения, разделяющая ступени двухступенчатой поверхности. Глубина проточки составляет 1,1-2 высоты бурта, соответствующего данной стороне проточки. Бурты на внутренней поверхности бандажа, заходящие при посадке в проточку ролика, под воздействием осевой нагрузки работают «на срез», значительно повышая надежность соединения бандаж - бандажируемая деталь. Наряду с этим фактором прочность соединения не уменьшается при разных температурах нагрева бандажа и внутренней детали в процессе работы.
Пример.
Производили бандажирование опорных роликов вращающейся печи для обжига доломита. Печь представляет собой металлическую трубу диаметром 4,6 м и длиной 75 м, футерованную изнутри огнеупорным кирпичом. Печь монтируется наклонно к горизонту под углом 5-7°. В рабочем состоянии печь вращается и возвратно-поступательно перемещается вдоль оси на 200-300 мм. В верхнюю часть печи подают доломит для обжига, который, проходя через печь, ссыпается в приемное устройство, а в нижней части трубы расположена горелка, с помощью которой задается требуемый температурный режим: 1200-1400°, в отдельных случаях - до 1700°. Общий вес печи достигает 700 т. Печь вращается на десяти опорных роликах диаметром 1200 мм и шириной 600 мм. Температура корпуса печи в местах контакта с роликами зависит от места их установки и достигает 150-300°. Опорные ролики выполнены из конструкционной стали. Бандаж - из легированной теплостойкой стали. Бурты на посадочных поверхностях обеих частей бандажа выполнены на их внутренних краях. Высота буртов составляет (0,002-0,015) диаметров посадочных поверхностей соответствующих частей бандажа. В центральной части ролика, на стыке ступеней посадочной поверхности выполняют канавку под бурты.
Сборку опорного ролика выполняют следующим образом. Нагревают часть бандажа с большим диаметром до расчетной температуры, не превышающей температуру рекристаллизации материала бандажа, и надвигают на ролик до захода бурта в проточку и упора в боковую поверхность проточки. Затем нагревают вторую часть бандажа и надвигают ее на ролик до упора в первую часть, при этом захождение буртов обеих частей бандажа в канавку обеспечивается указанными выше конструктивными размерами.
Эксплуатация установленных на вращающейся печи бандажированных опорных роликов показала надежность соединения бандажа с роликом, отсутствие признаков деформации ролика, сползания бандажа. Замена бандажа в заявленной конструкции не представляет проблемы.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАНДАЖ ОБМОТКИ ЯКОРЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2006 |
|
RU2321134C2 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| Устройство индукционного нагрева металлических деталей кольцевой формы | 1982 |
|
SU1035837A1 |
| Золотниковый затвор циркуляционных отверстий скважинных устройств | 1987 |
|
SU1532688A1 |
| Способ ремонта прокатных валков | 2023 |
|
RU2808509C1 |
| Клапан перепускной управляемый | 2020 |
|
RU2730156C1 |
| Способ восстановления бандажированных валков | 1988 |
|
SU1622092A1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |
| Способ изготовления составного прокатного валка | 1977 |
|
SU673333A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
Изобретение относится к области металлургии, а именно к технологии изготовления бандажированных деталей металлургического оборудования, имеющих форму тел вращения и подвергающихся воздействию внешней тепловой нагрузки, например опорных роликов вращающихся печей, сушильных барабанов, роликов транспортеров, например, установок непрерывной разливки прокатных станов. Задачей изобретения является повышение надежности соединения, срока службы деталей, снижение затрат на их изготовление и ремонт. В бандажированной детали, содержащей внутреннюю цилиндрическую деталь с кольцевой проточкой на ее посадочной поверхности и охватывающий ее бандаж, в соответствии с изобретением посадочные поверхности внутренней цилиндрической детали и бандажа выполнены двухступенчатыми, бандаж состоит из двух частей, соответствующих ступеням, проточка выполнена на границе ступеней в центральной части внутренней цилиндрической детали, а на внутренних краях посадочных поверхностей обеих частей бандажа выполнены соответствующие проточке бурты, высота которых составляет 0,002-0,015 диаметра посадочных поверхностей частей бандажа. Глубина проточки превышает высоту буртов соответствующих частей бандажа в 1,1-2 раза. В способе изготовления бандажированной детали в соответствии с изобретением посадочные поверхности внутренней цилиндрической детали и бандажа выполняют двухступенчатыми, бандаж - состоящим из двух, соответствующих ступеням частей, проточку выполняют на границе ступеней в центральной части внутренней цилиндрической детали, а на внутренних краях посадочных поверхностей обеих частей бандажа выполняют соответствующие проточке бурты высотой 0,002-0,015 диаметра посадочных поверхностей частей бандажа. Проточку выполняют глубиной, превышающей высоту буртов соответствующих частей бандажа в 1,1-2 раза. Изобретение обеспечивает надежность соединения в режиме высоких температур и значительных осевых нагрузок. 2 н.п. ф-лы, 1 ил.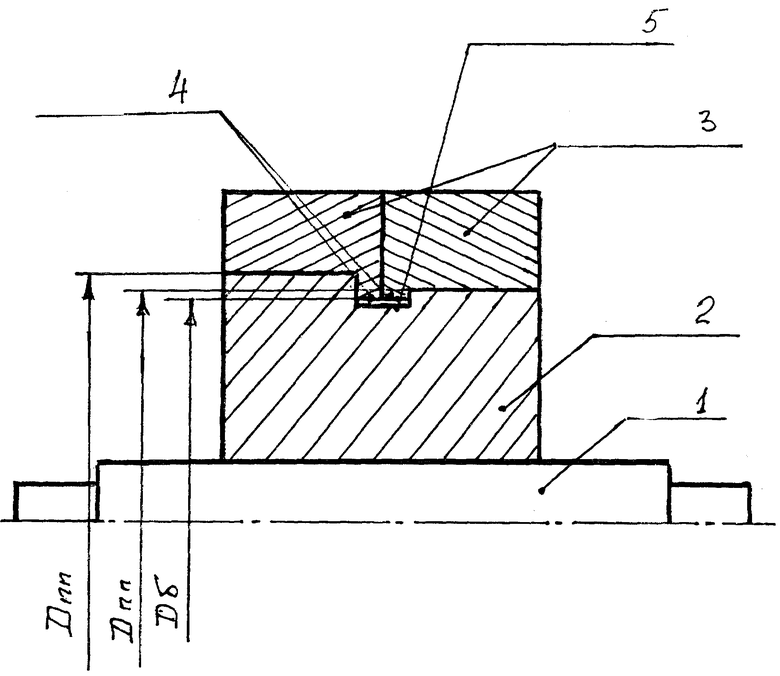
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| Приспособление для регулирования положения погонялки на ткацком станке | 1935 |
|
SU46207A1 |
| ОПОРНЫЙ ПРОКАТНЫЙ ВАЛОКБСНССЮЗНАЯ' nf-^CУ'^^''• ' • i"-'!r;A.SChlSiy-i*-Ai:Б;л5ЛИОТЕНА"r-.?f дг] '.L- .j;''.i4 | 0 |
|
SU304003A1 |
| US 2002155934 А, 24.10.2002. | |||

