Изобретение относится к сварочному оборудованию и может быть использовано для газокислородной резки.
Известен резак для кислородной резки, содержащий головку с закрепленным на ней наружным и внутренним мундштуком и средства для охлаждения в виде коллектора, установленного между головкой и наружным мундштуком с соплами для подачи воздушно-водяной смеси (см. SU а.с. №863218, 1979 г.).
Недостаток этого устройства состоит в невозможности охлаждения кромок реза и прилегающего к ним металла, что ведет к получению кромок низкого качества и к дополнительным трудозатратам для удаления грата.
Известен резак для кислородной резки стали, содержащий хвостовик со штуцерами подвода горючего газа и кислорода, головку с монолитным мундштуком, в котором выполнены концентрично расположенные отверстия для подачи горючей смеси в атмосферу и сообщенные с ними калибровочные отверстия (см. пат. GB №2048155, 1980 г.).
Однако этот резак имеет ограниченное применение, поскольку не может работать на горючем газе с низким давлением.
Известен газокислородный резак, содержащий головку с каналами подачи режущего и подогревающего кислорода и горючего газа. Головка связана с наружным и внутренним мундштуками через смеситель с плоским прилеганием и скреплена с внешним мундштуком накидной гайкой, а внутренний мундштук соединен со смесителем резьбовым соединением. Наружный и внутренний мундштуки образуют один концентричный ряд отверстий подачи горючей смеси. Предложено несколько вариантов отверстий подачи горючей смеси сложной конфигурации (см. пат. RU №2196667, 2003 г.).
Недостатками этого устройства являются сложность и ненадежность в работе. Кроме того, наличие внутреннего и внешнего мундштуков и выполнение одного ряда отверстий подачи горючей смеси замедляет скорость резания. В этом устройстве отсутствуют средства для охлаждения, что при интенсивном горении приводит к самовывинчиванию мундштука из смесителя, к обратному удару и к аварийной ситуации.
Наиболее близким аналогом является газовый резак, содержащий головку с каналами подачи соответственно горючего газа и подогревающего кислорода, мундштук, соединенный с головкой, сопряженный с ней по конической поверхности с образованием раздельных кольцевых полостей для горючего газа и подогревающего кислорода и выполненный со средствами для образования горючей смеси, хвостовик со штуцерами подачи соответственно горючего газа и подогревающего кислорода, которые сообщены с соответствующими каналами, и с центральным штуцером подачи режущего кислорода, который сообщен с проходящим через головку и мундштук центральным каналом подачи режущего кислорода, имеющим в мундштуке расширенную на выходе коническую форму, и калиброванные отверстия для раздельной подачи горючего газа и подогревающего кислорода, сообщенные с выходом соответствующей кольцевой полости (см. пат. РФ №2113949, кл. В 23 К 7/00, опубл. 1998 г.).
Однако в этом устройстве подача подогревающего кислорода и горючего газа к головке выполняется недостаточно равномерно, что ведет к снижению активности их перемешивания.
Кроме того, наличие составного мундштука и одного ряда круглых отверстий приводит к снижению скорости резания, к ухудшению качества реза, а отсутствие средств для охлаждения может привести к аварийной ситуации.
Задачей предложенного технического решения является исключение обратных ударов пламени и опасности аварийной ситуации при одновременном увеличении устойчивости горения пламени, повышении скорости резания, возможность подбора необходимых параметров мундштука и режимов резания как для слябов, так и для блюмов и улучшение качества реза.
Для решения поставленной задачи в предложенном газовом резаке, содержащем головку с каналами подачи соответственно горючего газа и подогревающего кислорода, мундштук, соединенный с головкой, сопряженный с ней по конической поверхности с образованием раздельных кольцевых камер для горючего газа и подогревающего кислорода и выполненный со средствами для образования горючей смеси, хвостовик со штуцерами подачи соответственно горючего газа и подогревающего кислорода и с центральным штуцером подачи режущего кислорода, которые сообщены с соответствующими каналами, при этом штуцер подачи режущего кислорода сообщен с проходящим через головку и мундштук центральным каналом подачи режущего кислорода, имеющим в мундштуке расширенную на выходе коническую форму, и калиброванные отверстия для раздельной подачи горючего газа и подогревающего кислорода, сообщенные с выходом соответствующей кольцевой камеры, согласно изобретению средства для образования горючей смеси, расположенные в мундштуке, выполненном монолитным, образованы двумя концентричными рядами круглых отверстий - внешним и внутренним, длина круглых отверстий в 23-28 раз больше их диаметра, оси их внешнего ряда расположены под углом наклона, равным 3° к оси мундштука, а оси внутреннего ряда круглых отверстий - параллельно оси мундштука, при этом калиброванные отверстия для подачи горючего газа и подогревающего кислорода расположены в мундштуке и выполнены в виде внешнего и внутреннего рядов раздельных для подачи подогревающего кислорода и горючего газа, причем число калиброванных отверстий соответственно во внешнем и внутреннем рядах равно числу круглых отверстий средства образования горючей смеси соответственно внешнего и внутреннего концентричных рядов, а каждый канал подачи подогревающего кислорода и горючего газа перед входом в головку разветвлен на два канала, которые сообщены с входом соответствующей кольцевой камеры, при этом выход каждого калибровочного отверстия подачи горючего газа и каждого калибровочного отверстия подачи подогревающего кислорода, расположенного во внутреннем и внешнем рядах, сообщен с входом соответствующего круглого отверстия соответственно внутреннего и внешнего рядов, причем резак снабжен средством для охлаждения, которое выполнено в виде дополнительной кольцевой камеры, образованной сопряженными частями головки и мундштука и расположенной ниже кольцевой камеры подачи горючего газа, штуцеров и каналов подачи и отвода охлаждающей жидкости, а кольцевая камера подачи горючего газа расположена под кольцевой камерой подогревающего кислорода.
Кроме того, решение поставленных задач достигается, согласно изобретению, тем, что при количестве круглых отверстий подачи горючей смеси, выполненных во внешнем и внутреннем концентричных рядах мундштука, соответственно равном 12 и 6, отношение суммарной площади сечений калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений калиброванных отверстий подачи горючего газа равно 11/17, отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи подогревающего кислорода равно 5,5, а отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи горючего газа к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи горючего газа равно 0,8.
Кроме того, согласно изобретению, при количестве круглых отверстий подачи горючей смеси, выполненных во внешнем и внутреннем концентричных рядах, соответственно равном 16 и 8, отношение суммарной площади сечений калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений калиброванных отверстий подачи горючего газа равно 3/5, отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи подогревающего кислорода равно 4,5, а отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи горючего газа к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи горючего газа равно 0,65.
Технический результат предложенного решения состоит в исключении обратных ударов пламени и опасности аварийной ситуации при одновременном увеличении устойчивости горения пламени, повышении скорости резания, в возможности подбора необходимых параметров мундштука и режимов резания как для слябов, так и для блюмов и в улучшении качества реза.
На фиг.1 показан разрез резака и видно разветвление каналов подачи подогревающего кислорода и горючего газа перед входом в головку.
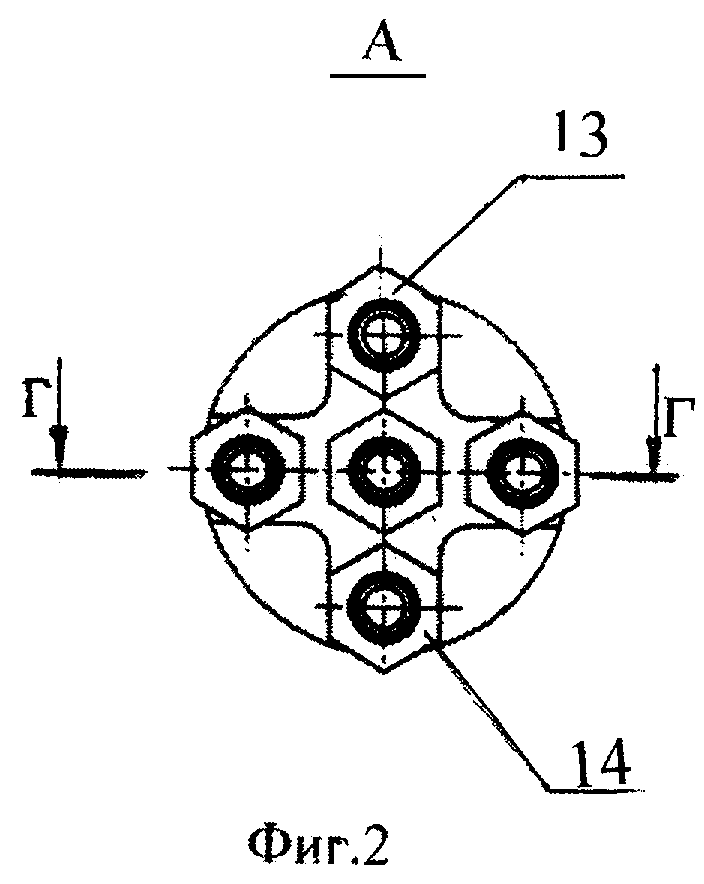
На фиг.2 показан вид резака со стороны хвостовика.
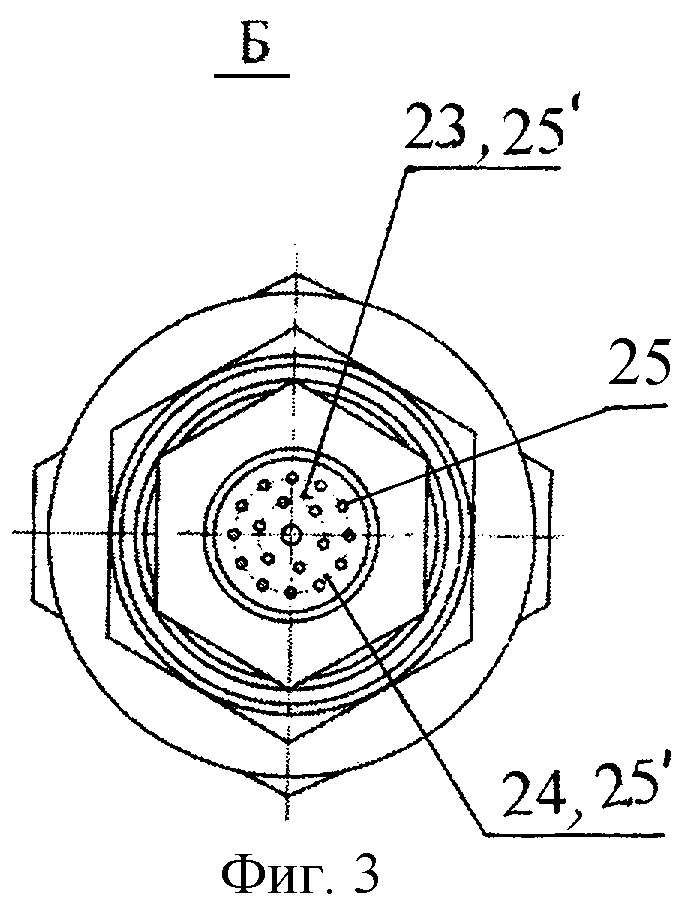
На фиг.3 показан вид резака по стрелке Б (при количестве круглых отверстий во внешнем и внутреннем рядах средства для образования горючей смеси мундштука, соответственно равном 12 и 6).
На фиг.4 показан вид резака по стрелке Б (при количестве круглых отверстий во внешнем и внутреннем рядах средства для образования горючей смеси мундштука, соответственно равном 16 и 8).
На фиг.5 показан разрез фиг 1 по В-В.
На фиг.6 показан разрез фиг.5 по Д-Д.
На фиг.7 показан разрез фиг.2 по Г- Г.
На фиг.8 показан разрез фиг.5 по Е-Е.
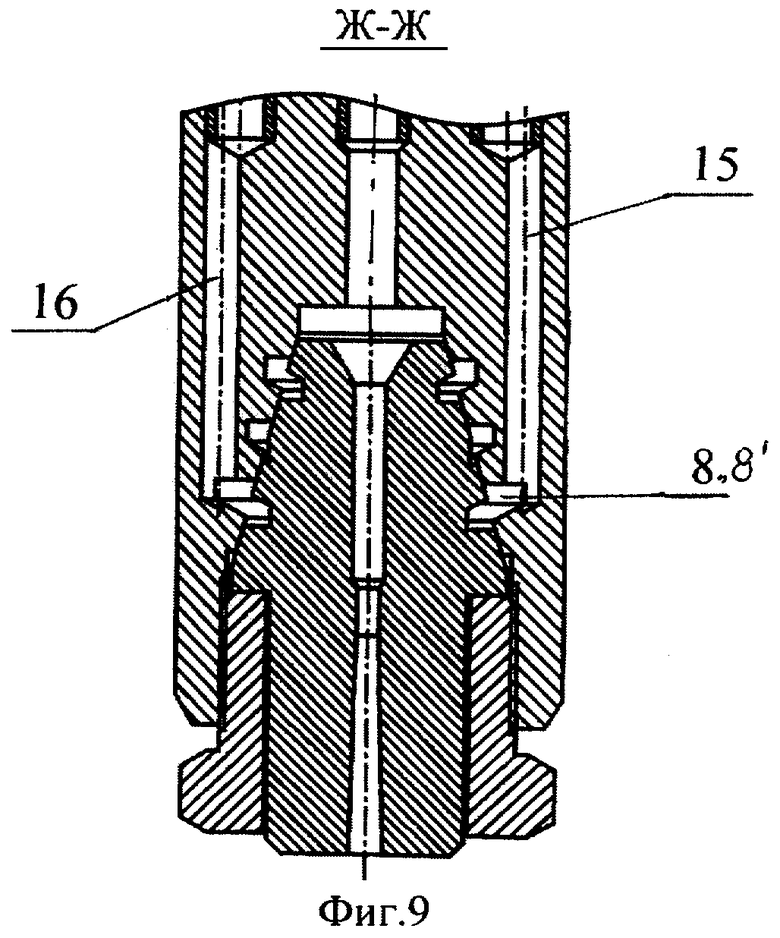
На фиг.9 показан разрез фиг.5 по Ж-Ж.
Устройство содержит головку 1 с каналами подачи соответственно подогревающего кислорода 2 и горючего газа 3. Мундштук 4 сопряжен с головкой 1 по конической поверхности 5 с образованием верхней, средней и нижней кольцевых камер 6, 7, 8 резака, предназначенных соответственно для подогревающего кислорода, горючего газа и для охлаждающей жидкости средства 81 для охлаждения.
На входе резака установлен хвостовик 9 со штуцерами 10, 11 подачи соответственно горючего газа и подогревающего кислорода и со штуцером 12 подачи режущего кислорода, а также с входным и выходным штуцерами 13, 14 подачи и отвода охлаждающей жидкости соответственно по каналам 15, 16. Штуцер 12 подачи режущего кислорода сообщен с соосно проходящим через головку 1 и мундштук 4 каналом подачи режущего кислорода 17, имеющим в мундштуке расширенную на выходе коническую форму 18.
Каналы 2, 3 подачи подогревающего кислорода и горючего газа перед входом в головку 1 соответственно разветвлены на два канала 21, 211 и 31, 311.
Входы верхней кольцевой камеры 6, образованной сопряженными частями головки и мундштука, сообщены с разветвленными каналами подачи подогревающего кислорода 21, 211 (см. фиг.6). Входы средней кольцевой камеры 7 - с разветвленными каналами подачи горючего газа 31, 311 (см. фиг.8), а вход и выход нижней кольцевой камеры 8 - соответственно через каналы подачи и отвода 15, 16 охлаждающей жидкости с входным и выходным штуцерами 13, 14 средства 81 для охлаждения. Выходы верхней кольцевой камеры 6 сообщены с входами выполненного в мундштуке внутреннего и внешнего рядов калиброванных отверстий 19, 20 подачи подогревающего кислорода. Выходы средней кольцевой камеры 7 сообщены с входами выполненного в мундштуке внутреннего и внешнего ряда калиброванных отверстий 21, 22 подачи горючего газа.
В мундштуке 4 выполнены два концентричных ряда 23, 24 круглых отверстий 25 средства 251 образования горючей смеси. Длина концентричных рядов 23, 24 соответственно обозначена L1, L2, а диаметр круглых отверстий 25-d. Оси круглых отверстий 25 внутреннего ряда 23 параллельны оси мундштука 4, а оси их внешнего ряда 24 расположены под углом 3° к оси мундштука.
Каждое из выполненных в мундштуке калиброванных отверстий 19 подачи подогревающего кислорода внутреннего ряда и соответствующее калиброванное отверстие 21 подачи горючего газа внутреннего ряда сообщено с соответствующим круглым отверстием внутреннего ряда 23 средства 251 образования горючей смеси. Каждое калиброванное отверстие 20 подогревающего кислорода внешнего ряда и соответствующее калиброванное отверстие 22 подачи горючего газа внешнего ряда сообщено с соответствующим круглым отверстием внешнего ряда 24 средства 251.
Мундштук 4 скреплен с головкой 1 гайкой 26. Кожух 27 соединяет головку и хвостовик 9 резака.
Работа устройства состоит в следующем.
Режущий кислород от штуцера 12 подачи режущего кислорода далее поступает в центральный канал 17 подачи режущего кислорода мундштука, имеющий на выходе расширенную часть 18, что дает возможность получить концентрированную струю режущего кислорода.
Горючий газ и подогревающий кислород от входных штуцеров соответственно 10, 11 хвостовика 9 и далее по соответствующим каналам подачи горючего газа и режущего кислорода 3, 2, которые перед входом в головку 1 имеют разветвление на каналы 31, 311 и 21, 211, попадают в соответствующую из кольцевых камер (верхнюю или среднюю) 6, 7, образованных мундштуком 4 и головкой 1, которые сопряжены по конической поверхности 5. Разветвление каналов подачи горючего газа и подогревающего кислорода на два канала увеличивает равномерность подачи горючего газа и подогревающего кислорода, чем достигается равномерность горения горючей смеси.
Далее из кольцевых камер 6, 7 подогревающий кислород и горючий газ попадают в соответствующие внешние 20, 22 и внутренние 19, 21 ряды калиброванных отверстий мундштука 4, а из них - в соответствующие круглые отверстия 25 соответственно внешнего и внутреннего концентрично распложенных рядов 24, 23 средства образования горючей смеси 251. Наличие в мундштуке 4 внешних 20, 22 и чередующихся с ними внутренних 19, 21 рядов калиброванных отверстий позволяет обеспечить равномерность раздельной подачи подогревающего кислорода и горючей смеси, подводимых к круглым отверстиям.
Число круглых отверстий 25 соответственно внешнего и внутреннего концентричных рядов 24, 23 средства образования горючей смеси 251 равно числу калиброванных отверстий 19, 20 или числу калиброванных отверстий 21 22 подачи соответственно подогревающего кислорода и горючего газа внешнего и внутреннего рядов. Число круглых отверстий 25 может быть равно 12 и 6 или 16 и 8, что дает возможность выбора необходимых параметров мундштука и режимов резания.
Наличие внутреннего и внешнего рядов 23, 24 круглых отверстий 25 средства образования горючей смеси 251, их концентричное расположение относительно канала 17 подачи режущего кислорода, а также образование горючей смеси при раздельной подаче горючего газа и подогревающего кислорода через соответствующие внешние 20, 22 и внутренние 19, 21 ряды калиброванных отверстий при смешивании горючего газа и подогревающего кислорода непосредственно перед выходом из мундштука 4 позволяет увеличить устойчивость и скорость истечения смеси относительно скорости горения пламени, исключить проникновение горящей смеси к каналам подачи горючего газа и исключить возможность образования обратных ударов.
Длина рядов круглых отверстий (L1, L2) в 23-28 раз больше их диаметра (d), что дает возможность получить наилучшее перемешивание составляющих компонентов горючей смеси при быстром нагреве кромки металла, а также дополнительно повысить устойчивость горения и безопасность работы резака.
Оси круглых отверстий 25 подачи горючей смеси внешнего ряда расположены под углом наклона, равным 3° к оси мундштука, а оси внутреннего ряда - параллельно оси мундштука. В процессе горения внешний ряд круглых отверстий мундштука создает окислительное пламя, а внутренний ряд создают нормальное или науглероживающее пламя. Наличие внешнего и внутреннего рядов круглых отверстий и их указанное расположение относительно оси центрального канала 17 позволяет эффективно подогревать кромку разрезаемого металла, существенно ускорить процесс резки слябов и блюмов и получить высокое качество реза.
При количестве круглых отверстий подачи горючей смеси, выполненных во внешнем и внутреннем концентричных рядах мундштука, соответственно равном 12 и 6, отношение суммарной площади сечений калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений калиброванных отверстий подачи горючего газа равно 11/17, отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи подогревающего кислорода равно 5,5, а отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи горючего газа к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи горючего газа равно 0,8. При количестве круглых отверстий подачи горючей смеси, выполненных во внешнем и внутреннем концентричных рядах, соответственно равном 16 и 8, отношение суммарной площади сечений калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений калиброванных отверстий подачи горючего газа равно 3/5, отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи подогревающего кислорода к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи подогревающего кислорода равно 4,5, а отношение суммарной площади сечений внешнего ряда калиброванных отверстий подачи горючего газа к суммарной площади сечений внутреннего ряда калиброванных отверстий подачи горючего газа равно 0,65. Такой подбор параметров позволяет обеспечить постоянство инжекции при выбранных режимах и повысить устойчивость работы резака.
Для исключения чрезмерного нагрева резака, который расположен в непосредственной близости к металлу, нагретому до высоких температур (в пределах 600-1100°), и исключения опасности аварийных ситуаций в предложенном техническом решении использовано средство для охлаждения 81. Это средство выполнено в виде дополнительной кольцевой камеры 8, которая образована коническими сопряженными частями головки 1 и мундштука 4, соответствующими каналами 15, 16 подачи и отвода охлаждающей жидкости и штуцерами 13, 14. Головка 1 и мундштук 4 охлаждаются проточной охлаждающей жидкостью, подаваемой через штуцер 13 в канал 15, далее в кольцевую камеру 8, после чего охлаждающая жидкость по каналу 16 возвращается в хвостовик 9 и выходит из резака через штуцер 14. Другой вариант охлаждения может быть выполнен при подаче охлаждающей жидкости из канала 15 под кожух 27 резака и далее в канал 16 хвостовика, что требуется при специальных режимах резания. Это позволяет увеличить долговечность работы конструкции и безопасность ее эксплуатации.
Технико-экономический эффект предложенного технического решения состоит в исключении обратных ударов пламени и опасности аварийной ситуации при одновременном увеличении устойчивости горения пламени, повышении скорости резания слябов и блюмов и качества реза и в возможности подбора необходимых режимов резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЗАК ДЛЯ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2324579C2 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА НА ЖИДКОМ ГОРЮЧЕМ | 2005 |
|
RU2287412C1 |
| РЕЗАК МАШИННЫЙ ДЛЯ РЕЗКИ ТРУБ | 2006 |
|
RU2292998C1 |
| РЕЗАК | 2005 |
|
RU2283209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2005 |
|
RU2294268C2 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| РЕЗАК ДЛЯ РЕЗКИ СТАЛИ НА ЖИДКОМ ГОРЮЧЕМ | 1995 |
|
RU2101611C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |





Изобретение относится к сварочному оборудованию и может быть использовано для газокислородной резки. Резак содержит головку с каналами подачи горючего газа, подогревающего и режущего кислорода, мундштук со средством для образования горючей смеси, средство для охлаждения, хвостовик со штуцерами для подачи горючего газа и подогревающего кислорода и центральным штуцером для подачи режущего кислорода и калиброванные отверстия для раздельной подачи горючего газа и подогревающего кислорода. Средство для охлаждения состоит из дополнительной кольцевой камеры и штуцеров, сообщенных с каналами для подачи и отвода охлаждающей жидкости. Средство для образования горючей смеси образовано двумя концентричными - внешним и внутренним - рядами круглых отверстий. Оси круглых отверстий внешнего ряда расположены под углом 3° к оси мундштука, а оси круглых отверстий внутреннего ряда расположены параллельно оси мундштука. Число калиброванных отверстий для раздельной подачи горючего газа и подогревающего кислорода во внешнем и внутреннем рядах равно числу круглых отверстий соответственно концентричных внешнего и внутреннего рядов круглых отверстий средства для образования горючей смеси. Это позволит повысить качество и скорость реза, устойчивость горения, а также исключить обратные удары пламени. 2 з.п. ф-лы, 9 ил.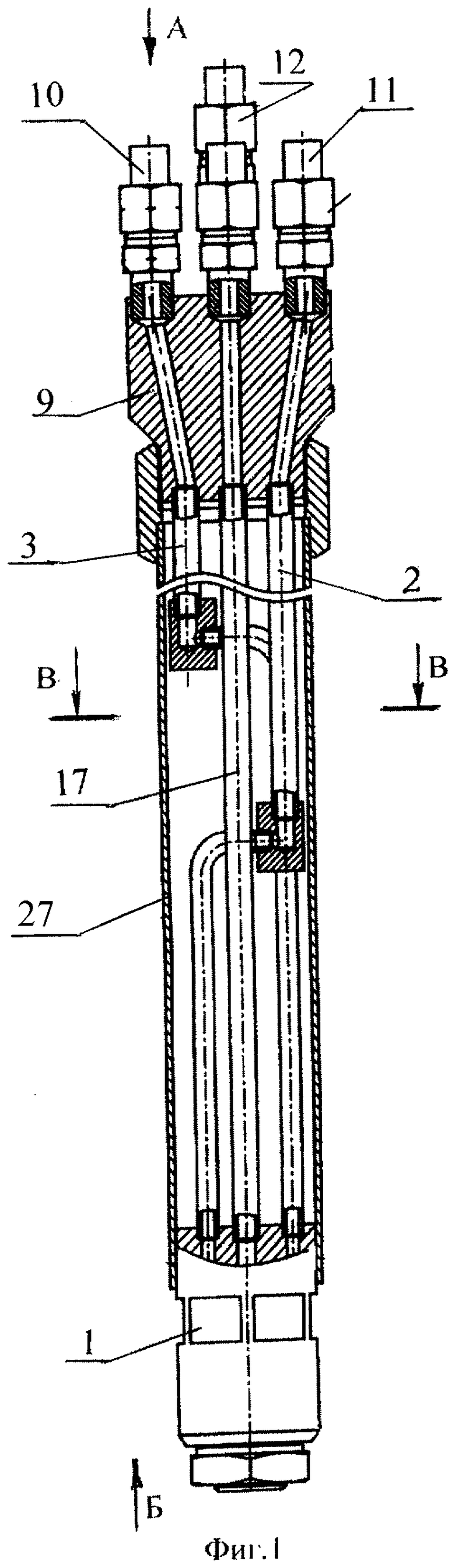
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| Запор для дверей товарных вагонов | 1927 |
|
SU15680A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| JP 2001321932 А, 20.11.2001 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |

