Изобретение относится к кислородной резке стали и может быть использовано в различных отраслях металлообрабатывающей и металлургической промышленности для резки сталей толщиной 100 мм и выше, а также титана.
Конструкции резаков для кислородной резки с использованием водяного охлаждения известны [1]. На верхней головке этого резака имеются два дополнительных штуцера для подвода и отвода воды, охлаждающей ствол. Недостатком этого устройства является слабое охлаждение мундштука и невозможность повышения мощности подогревающего пламени.
Наиболее близким к заявленному техническому решению является конструкция кислородного резака (прототип) [2], содержащая мундштук, запрессованный в нижнюю головку по конической поверхности. При этом в стыке мундштук-головка образованы кольцевые полости для приема подогревающего кислорода и горючего газа, а мундштук снабжен каналами для смешения этих газов и подачи этой смеси в зону резки. Однако ограниченное число этих каналов не создает на поверхности обрабатываемого металла сплошного кольцевого подогревающего пятна, что ограничивает мощность подогрева.
В основу предлагаемого изобретения положен эффект увеличения скорости протекания химических процессов окисления с повышением температуры обрабатываемого металла, а также повышения температуры образующегося расплава, снижения его вязкости и повышения текучести, чем достигается возможность одновременного повышения скорости резки и качества кромок. Эта задача решается путем троекратного увеличения мощности (каналов) подогревающего пламени с одновременным введением принудительного водяного охлаждения резака, обеспечивающего сохранение его эксплуатационной надежности.
Решений, имеющих признаки, сходные с отличительными признаками заявляемого резака, в известных резаках для кислородной резки не обнаружено.
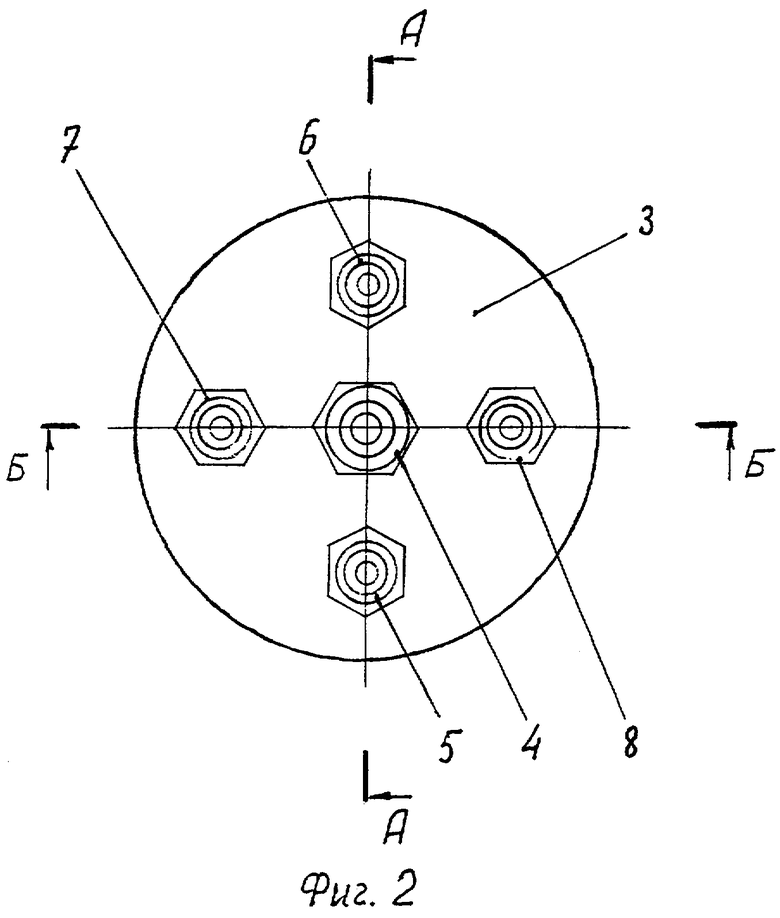
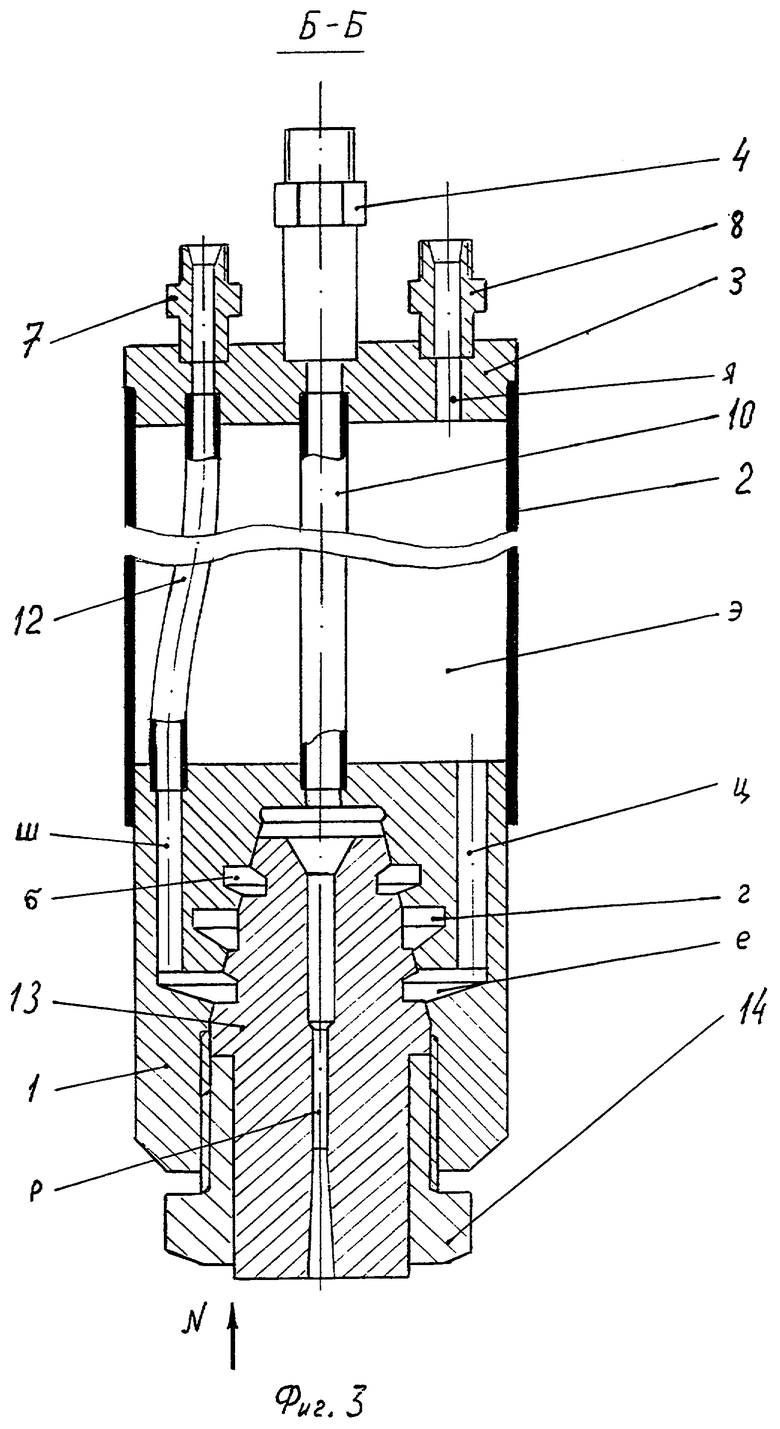
На фиг.1 представлен продольный разрез кислородного резака с показом расположения всех газовых каналов. На фиг.2 - вид на резак сверху на верхнюю головку резака. На фиг.3 представлен продольный разрез Б-Б (фиг.2), на фиг.4 - вид на мундштук резака, на котором показано размещение выходных отверстий основных и дополнительных каналов подогревающей смеси.
Резак (фиг.1) состоит из корпуса, в состав которого входят нижняя головка 1, ствол 2 и верхняя головка 3 (фиг.2), на которой установлены: штуцер для приема режущего кислорода 4, штуцер для приема горючего газа 5, штуцер для приема подогревающего кислорода 6, штуцер для приема охлаждающей воды 7 и для ее отвода 8 (фиг.3). Газогидравлическая связь указанных штуцеров с каналами и кольцевыми канавками, выполненными в нижней головке 1, осуществляется через трубки 9, 10, 11 и 12. Мундштук 13, имеющий посадочную коническую поверхность с кольцевыми канавками при помощи резьбовой втулки 14, герметично закреплен внутри нижней головки, при этом образуются закрытые кольцевые полости б (для подогревающего кислорода), г (для горючего газа) и е (для охлаждающей воды). По центральной оси мундштука проходит канал (р) для режущего кислорода; на диаметре D1 вокруг канала (р) располагаются концентричные и параллельные оси резака основные каналы m подогревающей смеси, которые через местные калиброванные сужения (л) и глухие радиальные отверстия (к) связаны с кольцевой полостью (б). На выходе калиброванных сужений (л) в каналы m располагаются другие калиброванные радиальные отверстия (м), связывающие полость каналов m с кольцевой полостью (г).
Кроме этого мундштук 13 снабжен аналогичными по назначению и устройству каналами ж, располагаемыми наклонно к каналу режущего кислорода, при этом каждый из каналов ж лежит в одной плоскости с каналом режущего кислорода р, но с наклоном к последнему под углом α=2...4° (фиг.1), причем на свободном торце мундштука каналы ж располагают равномерно по диаметру D2. Эти каналы также через калиброванные сужения (в) соединены с кольцевой полостью (б), а через радиальные калиброванные отверстия (д) с кольцевой полостью (г).
Следует отметить, что дополнительных каналов ж подогревающей смеси в 2 раза больше основных m, т.е. на один основной канал приходятся два дополнительных. Поэтому для образования сплошного кольцевого нагревающего пятна на поверхности обрабатываемого металла вокруг режущей струи кислорода выходные отверстия дополнительных каналов ж подогревающей смеси должны не только равномерно располагаться на торце мундштука по окружности диаметром D2, концентричной кислородорежущей струи, но и иметь определенное угловое смещение от радиальной оси основных каналов подогревающей смеси Δβ (фиг.4). Величина этого углового смещения зависит от числа основных каналов подогревающей смеси и определяется зависимостью

где n - число основных внутренних каналов подогревающей смеси. Только в этом случае возможно образование практически сплошного кольцевого пятна нагрева.
Резак работает следующим образом. К штуцеру 4 (фиг.1) подается режущий кислород, который затем по трубке 10 поступает в нижнюю головку 1 и далее через центральный канал мундштука р подается в зону резки. Горючая смесь подогревающего кислорода и горючего газа образуется следующим образом. Поступающий через штуцер 6 подогревающий кислород (под значительно меньшим давлением, чем у режущего) через трубку 9 и канал (а) поступает в кольцевую полость (б) и далее через радиальные отверстия (к) и калиброванные местные сужения (л) поступает в каналы (m).
При этом на выходе из этих местных сужений (л) вследствие повышения скорости истечения местное статическое давление подогревающего кислорода падает и поэтому из кольцевой полости горючего газа (г) через радиальные отверстия (м) горючий газ, поступающий через штуцер 5, трубку 11 и канал (и), поступает в каналы (m), смешивается с кислородом и дальше поступает в зону подогрева обрабатываемого металла. В дополнительные каналы подогревающей смеси (ж) кислород поступает из полости (б), калиброванные местные сужения (в), также за счет падения статического давления на выходе из местного сужения (в) через радиальные отверстия (д). В дополнительные каналы (ж) поступает горючий газ, который также смешивается с кислородом и подается в зону подогрева обрабатываемого металла.
Следует отметить, что расстояние Н от поверхности обрабатываемого металла до наружного торца мундштука при этом должно примерно составлять
Уточнение производится в процессе резки, как обычно, визуальным путем, т.к. должно учитывать отклонения фактических размеров от номинальных и, особенно, угла наклона
Вода, охлаждающая резак, подводится извне по резиновому рукаву к штуцеру 7, затем по трубке 12, вертикальному каналу (ш) подается в кольцевую полость (е), через которую поступает в вертикальный канал (ц), в полость (э) и далее через канал (я) и штуцер 8 отводится от резака.
Эксплутационная проверка показала, что предлагаемое техническое решение при наличии водяного охлаждения с непосредственным контактом воды с мундштуком при резке, например, стали толщиной 150 мм позволяет на 14...17%, а при резке титана на 20% увеличить скорость резки с обеспечением надлежащего качества кромок реза, а также продлить долговечность мундштука в 1,6...1,8 раза, что объясняется возможностью изготавливать мундштук из более твердой, чем пластичная медь, хромистой бронзы. Ибо медь под воздействием прижимающего усилия, создаваемого резьбовой втулкой 14, и расширяющего воздействия температуры в процессе работы постоянно и значительно деформируется, что требует регулярного подтягивания резьбовой втулки в процессе эксплуатации, что постоянно увеличивает деформацию мундштука и сокращает срок ее службы.
Источники информации
1. Авторское свидетельство СССР №233434, кл. В 23 К 7/00, 1968.
2. Великобритания, патент №2048155, кл. F 23 D 11/38, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГАЗОВЫЙ РЕЗАК | 2005 |
|
RU2281840C1 |
| РЕЗАК ДЛЯ РЕЗКИ МЕТАЛЛА | 2005 |
|
RU2324579C2 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| РЕЗАК | 2005 |
|
RU2283209C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1996 |
|
RU2095209C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ (ВАРИАНТЫ) | 2001 |
|
RU2196667C1 |
| Способ создания горючей смеси и пламенное устройство | 2023 |
|
RU2828634C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛА НА ЖИДКОМ ГОРЮЧЕМ | 2005 |
|
RU2287412C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| РЕЗАК ДЛЯ ГАЗОКИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 2009 |
|
RU2406030C1 |

Изобретение относится к области резки металлов, а именно к устройствам для кислородной резки стали и титана. Резак для кислородной резки содержит корпус, штуцеры для подачи горючего газа, режущего и подогревающего кислорода, подвода и отвода охлаждающей воды и мундштук с конической посадочной поверхностью. Корпус состоит из полого ствола, верхней и нижней головок, при этом ствол герметично соединен с указанными головками. Штуцеры для подачи горючего газа, режущего и подогревающего кислорода, подвода и отвода воды смонтированы на верхней головке. В нижней головке выполнено усеченное коническое отверстие, на боковой поверхности которого расположены две кольцевые канавки, соединенные каналами и трубками со штуцерами для подачи подогревающего кислорода и горючего газа, и кольцевая канавка для охлаждающей воды, соединенная с соответствующими штуцерами. Мундштук герметично запрессован в выполненное в нижней головке усеченное коническое отверстие, связанное по центральной продольной оси со штуцером для подачи режущего кислорода. На конической посадочной поверхности мундштука выполнены кольцевые канавки, сопряженные с канавками нижней головки с образованием закрытых кольцевых полостей для подогревающего кислорода, горючего газа и воды. В мундштуке вокруг канала режущего кислорода по окружности с диаметром D1 выполнены концентричные и параллельные оси резака основные каналы для образованной подогревающей смеси и дополнительные каналы, расположенные по окружности с диаметром D2 под углом α=2÷4° к оси канала режущего кислорода. Выходные отверстия указанных каналов расположены на торце мундштука. В стенках кольцевых канавок мундштука выполнены глухие радиальные отверстия, связанные с основными каналами для образованной подогревающей смеси и имеющие на выходе кольцевой канавки местное калиброванное сужение. Количество дополнительных каналов для подогревающей смеси в два раза больше количества основных. Это позволит увеличить скорость реза с обеспечением надлежащего качества кромок, а также продлить срок службы мундштука. 4 ил.
Резак для кислородной резки металлов, содержащий корпус, состоящий из полого ствола, верхней и нижней головок, штуцера для подачи горючего газа, режущего и подогревающего кислорода и мундштук с конической посадочной поверхностью, при этом полый ствол герметично соединен с нижней и верхней головками, штуцера для подачи горючего газа, режущего и подогревающего кислорода смонтированы на верхней головке, а в нижней головке выполнено усеченное коническое отверстие, на боковой поверхности которого расположены две кольцевые канавки, соединенные каналами и трубками со штуцерами для подачи подогревающего кислорода и горючего газа, мундштук герметично запрессован в выполненное в нижней головке усеченное коническое отверстие, связанное по центральной продольной оси со штуцером для подачи режущего кислорода, на конической посадочной поверхности мундштука выполнены две кольцевые канавки, сопряженные с канавками нижней головки с образованием закрытых кольцевых полостей для подогревающего кислорода и горючего газа, а в мундштуке вокруг канала режущего кислорода по окружности диаметром D1 выполнены концентричные и параллельные оси резака основные каналы для подогревающей смеси, выходные отверстия которых расположены на торце мундштука, отличающийся тем, что резак снабжен штуцерами для подвода и отвода охлаждающей воды, смонтированными на верхней головке, в мундштуке выполнены дополнительные каналы для подогревающей смеси, в стенках кольцевых канавок мундштука выполнены глухие радиальные отверстия, связанные с основными каналами для подогревающей смеси и имеющие на выходе кольцевой канавки местное калиброванное сужение, а на конической посадочной поверхности мундштука дополнительно выполнена кольцевая канавка, сопряженная с дополнительной кольцевой канавкой, выполненной на боковой поверхности усеченного конического отверстия, с образованием закрытой кольцевой полости для охлаждающей воды, соединенной со штуцерами для подвода и отвода охлаждающей воды, при этом дополнительные каналы для подогревающей смеси наклонены к оси канала режущего кислорода под углом α=2÷4°, а их количество в два раза больше количества основных каналов для подогревающей смеси, причем выходные отверстия дополнительных каналов для подогревающей смеси расположены равномерно на торце мундштука по окружности диаметром D2, составляющим
D2=D1+1,75·(d+Δ),
где d - диаметр каналов для подачи подогревающей смеси;
Δ - минимально допустимое расстояние между каналами,
а величина относительного углового смещения дополнительных каналов для подогревающей смеси относительно основных каналов составляет

где n - количество основных каналов для подогревающей смеси.
| УСТРОЙСТВО ДЛЯ АЭРАЦИИ ЖИДКОСТИ | 1991 |
|
RU2048455C1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ | 1997 |
|
RU2113949C1 |
| Запор для дверей товарных вагонов | 1927 |
|
SU15680A1 |
| РЕЗАК ДЛЯ КИСЛОРОДНОЙ РЕЗКИ МЕТАЛЛОВ | 1999 |
|
RU2149085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СИЛЬФОНА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ 12Х18Н10Т | 2007 |
|
RU2436645C2 |
| JP 2002139203 A, 17.05.2002 | |||
| СПОСОБ ДИАГНОСТИКИ АТЕРОСКЛЕРОЗА | 1994 |
|
RU2093077C1 |

