Изобретение относится к области изготовления изделий, в частности к формованным керамическим абразивным или фрикционным изделиям, характеризуемым составом, содержащим углеродные волокна в углеродной матрице.
Известны способы изготовления заготовок фрикционных изделий, включающие формование из углеродного волокна каркаса изделия, размещение в герметизированной камере каркаса изделия и уплотнение жидкофазной пропиткой каркаса изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной камере при воздействии давления и нагрева (см., например, JP 2018359, С 04 В 35/52, 1990-01-22 или US 6183583, С 04 В 35/83, 2001-02-06).
Упомянутые способы применяются для получения фрикционных дисков из композиционных углерод-углеродных материалов с высокой плотностью, применяющихся в тормозах самолетов, спортивных и большегрузных автомобилей и высокоскоростных поездов, автомобильных сцеплениях и других тяжелонагруженных узлах трения. В таких условиях для обеспечения высокой прочности и износостойкости, высоких теплоемкости и теплопроводности, позволяющих эффективно поглощать выделяющуюся при торможении энергию, а также повышенного сопротивления окислению необходима высокая плотность композиционных углерод-углеродных материалов. При этом большое значение имеет равномерное распределение плотности по объему диска, поскольку оно обеспечивает однородность указанных выше свойств.
В упомянутых способах необходимая плотность достигается или в результате пропитки пористого каркаса из углеродных волокон газообразным углеродосодержащим веществом и термическим разложением (пиролизом) этого вещества, ведущего к выделению углерода в порах каркаса, или газофазным уплотнением заготовки в течение длительного времени (500-100 ч) при температуре около 1000°С в вакууме в потоке газообразных углеводородов (метана, пропана или др.). Однако плотность материала, получаемая при использовании такого метода, ограничена значениями около 1,7 г/см3, что обусловлено закупориванием необходимых для транспорта газа внутрь заготовки пор выделяющимся на ее внешних поверхностях углеродным осадком.
Более совершенным и наиболее близким аналогом заявленному является способ изготовления заготовок фрикционных изделий, включающий формование из углеродного волокна каркаса изделия, имеющего торцевые плоскости, размещение в герметизированной оболочке каркаса изделия с углеводородным веществом и в обрамлении каркаса изделия материалом, теплопроводность которого превышает теплопроводность углеводородного вещества, последовательные процессы уплотнения заготовок фрикционных изделий жидкофазной пропиткой каркаса изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной оболочке при воздействии давления и нагрева (RU 2119469, С 04 В 35/52, 1998-09-27).
Исходным углеводородным веществом для жидкофазного уплотнения, чаще всего, служит каменноугольный или нефтяной пек с температурой размягчения 70-150°С. Заготовки пропитывают пеком при температурах, при которых он имеет минимальную вязкость, а затем их подвергают нагреву до температур не менее 700°С, при которых происходит преобразование пека в углеродную матрицу композиционного материала (карбонизация). С целью интенсификации процесс, называемый пропиткой и карбонизацией под давлением (далее ПКД), проводят при повышенном гидростатическом давлении (5-100 МПа) и при трехкратном повторении процесса доводят плотность заготовок от 1,0-1,1 до 1,8 г/см3.
С целью повышения равномерности прогрева и интенсификации уплотнения каркас изделия в пространстве между герметизированной оболочкой и боковой поверхностью заготовки обрамляют (заполняют) порошковым материалом, теплопроводность которого превышает теплопроводность пека. Однако такая технология эффективна для единичных заготовок многомерных композитов, армированных и имеющих канальную пористость в направлениях, не параллельных торцевым поверхностям заготовки, пропитка которых может осуществляться за счет пека, расположенного на дне герметизированной оболочки и в ее пространстве над заготовкой. Для заготовок фрикционных дисков с преобладающей канальной пористостью, параллельной торцевым поверхностям, или для группы заготовок, уложенных в герметизированную оболочку стопой, где пропитка возможна только через боковые поверхности, он не приемлем вследствие того что эффективной пропитке препятствуют низкая теплопроводность пека (0,1-0,2 Вт/м·К) и узкий интервал между температурой минимальной вязкости пека (300-350°С) и температурой начала карбонизации (400-450°С). При внешнем нагреве герметизированной оболочки, применяемом при ПКД, температурный градиент в периферийном слое пека, например, толщиной 20 мм составляет около 200°С. То есть, когда температура заготовок достигает значения, соответствующего состоянию минимальной вязкости - 300°С, температура около боковой поверхности герметизированной оболочки будет близка к 500°С, и, следовательно, в этой зоне уже будет иметь место карбонизация. Последствием такой неравномерности является образование твердых продуктов карбонизации в периферийной области, что, с одной стороны, приводит к уменьшению количества жидкой фазы, обеспечивающей пропитку, и, с другой стороны, затрудняет передачу давления от герметизированной оболочки к заготовкам. Кроме того, пористый материал уплотняемых заготовок также имеет низкую теплопроводность, и при этих условиях температура в заготовках будет существенно уменьшаться от наружной к внутренней боковой поверхности ниже 300°С, что затрудняет заполнение пеком пор каркаса заготовок и ведет к уменьшению степени пропитки и ее равномерности.
Техническим результатом, достигаемым заявляемым способом, является обеспечение возможности группового изготовления изделий при улучшении равномерности прогрева, повышении степени и однородности пропитки заготовок и, в конечном итоге, повышение их плотности и количества циклов уплотнения, необходимых для получения величины, требуемой для их эксплуатации.
Указанный технический результат достигается способом изготовления заготовок фрикционных изделий, включающим формование из углеродного волокна каркаса изделия, имеющего торцевые плоскости, размещение в герметизированной оболочке каркаса изделия с углеводородным веществом и в обрамлении каркаса изделия материалом, теплопроводность которого превышает теплопроводность углеводородного вещества, последовательные процессы уплотнения заготовок фрикционных изделий жидкофазной пропиткой каркаса изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной оболочке при воздействии давления и нагрева, за счет того что каркасы изделия формуют с ориентацией волокон и канальных пор преимущественно параллельно торцевым плоскостям, в герметизированной оболочке размещают, по меньшей мере, два каркаса изделия, при этом каркасы изделия размещают стопой с сопряжением торцевыми плоскостями, а упомянутое обрамление выполняют между торцевыми плоскостями каркасов изделия в виде прокладки из материала, теплопроводность которого превышает теплопроводность каркаса изделия и углеводородного вещества, и при габаритном размере внешнего контура прокладки более габаритного размера торцевой плоскости каркаса изделия.
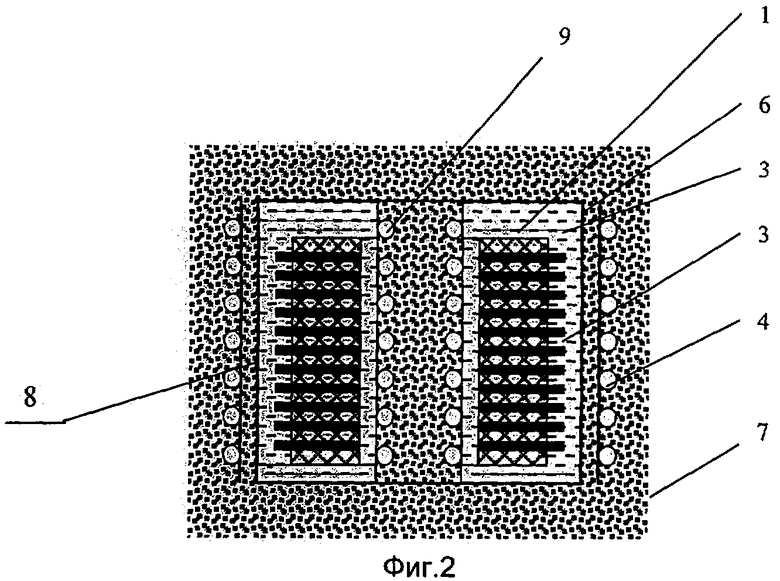
Сущность заявляемого способа поясняется чертежами, где на фиг.1 показано изображение схемы устройства для реализации способа с герметизированной оболочкой тип 1, а на фиг.2 - изображение схемы устройства для реализации способа с герметизированной оболочкой тип 2.
Способ реализуется следующим образом.
Из углеродного волокна формуют каркасы 1 фрикционных изделий, например, имеющих форму колец с торцевыми плоскостями и с размерами, близкими к соответствующим размерам фрикционных изделий (например, с наружным и внутренним диаметрами 490 и 230 мм и толщиной 30 мм). Каркасы 1 изделия формуют с ориентацией волокон и канальных пор преимущественно параллельно торцевым плоскостям и размещают в цилиндрической оболочке 2 (тип 1), изготовленной, например, из тонколистовой стали (0,5-0,8 мм), стопой, по меньшей мере, из двух каркасов 1 с сопряжением торцевыми плоскостями. Диаметр оболочки 2 устанавливается, например, на 20-40 мм больше наружного указанного диаметра каркасов, а высота подбирается таким образом, чтобы суммарный объем свободного пространства над стопой и вокруг них был не меньше общего объема открытых пор каркасов 1. Размещение в оболочке упомянутых каркасов проводят в обрамлении их прокладками 3 между торцевыми плоскостями каркасов изделия (в данном примере - кольцевидными металлическими прокладками толщиной 1-6 мм, имеющих внутренний диаметр, равный внутреннему диаметру каркасов, и наружный диаметр (габаритный размере внешнего контура) - на 10 мм меньший внутреннего диаметра оболочки и более наружного диаметра кольца (габаритного размера торцевой плоскости каркаса изделия).
Размещение в оболочке 2 упомянутых каркасов 1 проводят с углеводородным веществом, в частности оболочку 2 со стопой каркасов 1 и прокладок 3 полностью заливают расплавленным пеком 4 (например, расплавленным высокотемпературным каменноугольным пеком с температурой размягчения 135°С), а после затвердевания пека 4 герметизируют ее, привариванием крышки 5, при этом прокладки должны быть из материала, теплопроводность которого превышает теплопроводность углеродного волокна и расплавленного углеводородного вещества (например, меди, латуни, нержавеющей или малоуглеродистой стали).
Для осуществлении процесса ПКД на герметизированную оболочку 2 надевают нагреватель 6 (например, из полос металлической фольги) и устанавливают ее в аппарат высокого давления, который заполняют кварцевым песком 7, служащим сыпучей средой для равномерной передачи на оболочку 2 давления, возникающего при воздействии пресса на пуансоны аппарата высокого давления. Герметизированную оболочку 2 нагревают до температуры минимальной вязкости пека (300-350°С) и создают в аппарате рабочее давление (5-100 МПа). Под воздействием давления происходят процессы уплотнения заготовок фрикционных изделий жидкофазной пропиткой каркаса 1 изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной оболочке 2 при воздействии давления и нагрева. Так как материал заготовок фрикционных изделий представляет собой двумерно армированный композит с ориентированными преимущественно параллельно плоскостям каркасов волокнами, пропитка осуществляется, главным образом, по расположенным вдоль волокон канальным порам, то есть через боковые поверхности каркасов 1. После завершения пропитки при постоянной величине давления продолжают нагрев с целью карбонизации пека, содержащегося в порах. Процесс карбонизации начинается с формирования вязких обогащенных углеродом продуктов при температурах около 400°С и завершается образованием твердой матрицы, состоящей из практически чистого углерода, при 700-750°С. Действие давления при карбонизации способствует повышению величины выхода кокса (углеродного остатка) из пека и в конечном итоге - повышению плотности заготовок фрикционных изделий.
Описанный выше процесс ПКД для получения требуемой плотности последовательно повторяют 3-4 раза, применяя перед каждым циклом термическую обработку при 1500-2000°С с целью более полного преобразования закрытых пор в открытые пор, обеспечивающего повышенную эффективность последующей пропитки пеком.
Для изготовления заготовок фрикционных изделий может быть применена герметизированная оболочка 8, состоящая из внутренней и внешней цилиндрических обечаек с приваренным к ним кольцевидным дном (тип 2). В этом случае диаметр внешней обечайки - на 20-40 мм больше наружного диаметра каркасов 1, диаметр внутренней обечайки - на 10-15 мм меньше внутреннего диаметра каркасов, нагреватели устанавливают как во внутренней обечайке (нагреватели 9), так и снаружи (нагреватели 6), а пространство внутренней обечайки заполняют кварцевым песком 7 для передачи давления.
В таблице приведены примеры конкретных параметров процесса и результаты сравнительные результаты измерения плотности заготовок фрикционных изделий.
Как следует из результатов, приведенных в таблице, при проведении процесса в оболочке типа 1 (с одной наружной цилиндрической обечайкой) в случае отсутствия металлических прокладок (пример 1) наблюдаются значительные температурные градиенты, как между стенкой и наружной боковой поверхностью заготовок, так и вдоль радиуса заготовок. Это приводит к тому, что при оптимальной для пропитки температуре на наружной поверхности заготовок, когда прикладывается необходимое для пропитки давление, вблизи стенки пек уже начинает карбонизоваться, т.е. затвердевать. Результатом является низкая вследствие недостаточного количества жидкого пека эффективность пропитки и низкая средняя плотность. Одновременно, низкая температура вблизи внутренней боковой поверхности заготовок вследствие большой вязкости пека снижает эффективность пропитки и плотность материала в этой области, что обусловливает существенную неоднородность плотности и связанных с ней эксплуатационных свойств. Кроме того, для прогрева заготовок до максимальной температуры карбонизации 750°С, требуется весьма большое время - 16 ч.
Применение металлических прокладок, имеющих размеры в рекомендованных в примерах пределах (примеры 2-4), позволяет выровнять градиенты температур и, как следствие, повысить плотность заготовок и ее однородность, и одновременно - скорость прогрева до максимальной температуры карбонизации. Прокладки толщиной менее 1 мм, как следует из примера 5, недостаточно улучшают параметры процесса и результаты уплотнения. Пример 6 показывает, что увеличение толщины прокладок свыше 6 мм является чрезмерным: оно не приводит к повышению эффективности пропитки и заметно снижает полезную загрузку (количество уплотняемых заготовок) оболочки.
В случае, если наружный диаметр больше рекомендованного (пример 7), т.е. если зазор между стенкой оболочки и наружным краем прокладок меньше 5 мм, вследствие обжатия оболочки вдоль радиуса под давлением и ее механического контакта с прокладками происходило нарушение герметичности оболочки и вытекание пека, обусловившее его недостаток для эффективной пропитки. Результатом явилась низкое среднее значение плотности. При меньшем рекомендованного в примерах наружном диаметре прокладок (пример 8) также наблюдалась неэффективная пропитка в результате большого температурного градиента внутри слоя пека. Уменьшение внутреннего диаметра прокладок до значений меньших внутреннего диаметра заготовок (пример 9) не вносит дополнительного эффекта в качество пропитки, а также повышение плотности заготовок и ее однородности.
Использование оболочки типа 2 (с наружной и внутренней цилиндрическими обечайками), обеспечивающего наружный и внутренний нагрев, с размерами, указанными выше, позволяет еще в большей степени повысить плотность и однородность распределения плотности в заготовках (примеры 10 и 11).
Эффективность пропитки снижается при увеличении (пример 12) или уменьшении (пример 13) наружного диаметра оболочки, а также уменьшении внутреннего диаметра оболочки типа 2 (пример 14) за пределы рекомендованных примерами. В первом и третьем случае это происходит вследствие увеличения толщины низкотеплопроводного слоя пека, который необходимо прогревать. Во втором случае причины аналогичны наблюдавшимся в примере 7, - нарушение герметичности оболочки из-за механического контакта с прокладками и заготовками при обжатии оболочки под давлением.
Таким образом, применение указанного способа позволяет существенно уменьшить температурный градиент при ПКД в слое пека и вдоль радиуса заготовок, ускорить прогрев, повысить конечную плотность заготовок и ее однородность, сократив при этом количество необходимых циклов уплотнения и в конечном итоге достичь плотности не менее 1,82 г/см3 не более чем за 3 цикла ПКД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения углерод-углеродного композиционного материала на основе многонаправленного армирующего каркаса из углеродного волокна | 2022 |
|
RU2791456C1 |
| Способ пропитки и карбонизации под давлением пористых углерод-углеродных заготовок на основе пековых связующих | 2022 |
|
RU2808969C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФРИКЦИОННОГО КОМПОЗИЦИОННОГО УГЛЕРОД-УГЛЕРОДНОГО МАТЕРИАЛА И МАТЕРИАЛ | 2012 |
|
RU2510387C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО МАТЕРИАЛА МНОГОНАПРАВЛЕННОГО АРМИРУЮЩЕГО КАРКАСА ИЗ УГЛЕРОДНОГО ВОЛОКНА | 2013 |
|
RU2534878C1 |
| Способ изготовления двумерно армированного углерод-карбидного композиционного материала на основе углеродного волокнистого наполнителя со смешанной углерод-карбидной матрицей | 2021 |
|
RU2780174C1 |
| ФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2135854C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОД-УГЛЕРОДНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОДНОГО ВОЛОКНИСТОГО НАПОЛНИТЕЛЯ И УГЛЕРОДНОЙ МАТРИЦЫ | 2014 |
|
RU2568495C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОСНОВЫ ДЛЯ ИЗГОТОВЛЕНИЯ ФРИКЦИОННОГО КОМПОЗИЦИОННОГО УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО МАТЕРИАЛА. | 2020 |
|
RU2741981C1 |
| УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МНОГОНАПРАВЛЕННОГО АРМИРУЮЩЕГО СТЕРЖНЕВОГО КАРКАСА | 2015 |
|
RU2626501C2 |
| Способ получения углерод-углеродного композиционного материала на пековых матрицах | 2020 |
|
RU2744923C1 |
Изобретение относится к формованным керамическим абразивным или фрикционным изделиям, характеризуемым составом, содержащим углеродные волокна в углеродной матрице. Из углеродного волокна формируют каркас изделия с ориентацией волокон и канальных пор преимущественно параллельно торцевым плоскостям. Каркас изделия и углеводородное вещество размещают в герметизированной оболочке и в обрамлении каркаса изделия материалом, теплопроводность которого превышает теплопроводность каркаса изделия и углеводородного вещества, причем в герметизированной оболочке размещают, по меньшей мере, два каркаса изделия стопой с сопряжением торцевыми плоскостями. Упомянутое обрамление выполняют между торцевыми плоскостями каркасов изделия в виде прокладок при габаритном размере внешнего контура прокладки, превышающем габаритный размер торцевой плоскости каркаса изделия. Далее осуществляют последовательные процессы уплотнения заготовок фрикционных изделий жидкофазной пропиткой каркаса изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной оболочке при воздействии давления и нагрева. Техническим результатом изобретения является обеспечение возможности группового изготовления изделий при улучшении равномерности прогрева, повышении степени и однородности пропитки заготовок и, в конечном итоге, повышения их плотности и количества циклов уплотнения, необходимых для получения величины, требуемой для их эксплуатации. 1 табл., 2 ил.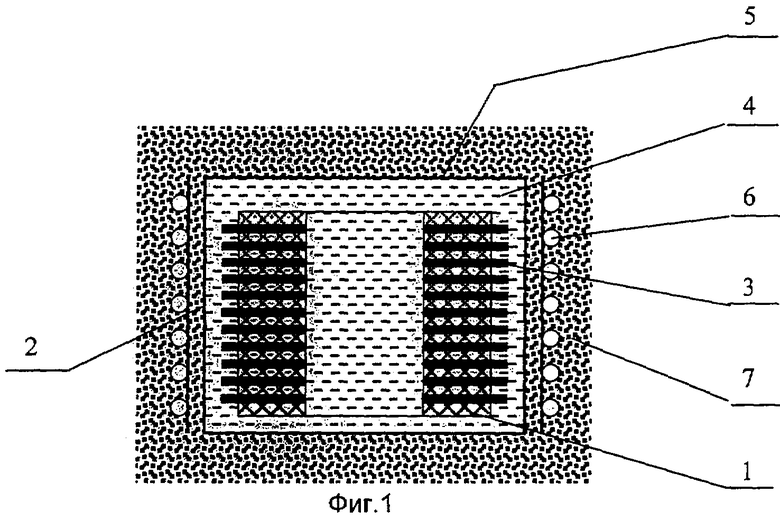
Способ изготовления заготовок фрикционных изделий, включающий формование из углеродного волокна каркаса изделия, имеющего торцевые плоскости, размещение в герметизированной оболочке каркаса изделия с углеводородным веществом и в обрамлении каркаса изделия материалом, теплопроводность которого превышает теплопроводность углеводородного вещества, последовательные процессы уплотнения заготовок фрикционных изделий жидкофазной пропиткой каркаса изделия расплавленным углеводородным веществом и карбонизацией их в герметизированной оболочке при воздействии давления и нагрева, отличающийся тем, что каркасы изделия формуют с ориентацией волокон и канальных пор преимущественно параллельно торцевым плоскостям, в герметизированной оболочке размещают, по меньшей мере, два каркаса изделия, при этом каркасы изделия размещают стопой с сопряжением торцевыми плоскостями, а упомянутое обрамление выполняют между торцевыми плоскостями каркасов изделия в виде прокладки из материала, теплопроводность которого превышает теплопроводность каркаса изделия и углеводородного вещества, и при габаритном размере внешнего контура прокладки более габаритного размера торцевой плоскости каркаса изделия.
| ПРОИЗВОДНЫЕ N-АЦИЛПРОЛИЛДИПЕПТИДОВ | 1993 |
|
RU2119496C1 |
| Способ получения фрикционных изделий из углерод-углеродных материалов | 1991 |
|
RU2002763C1 |
| US 5137755 А, 11.08.1992 | |||
| ЕР 0832863 А, 01.04.1998 | |||
| US 5244609 А, 14.09.1993. | |||

