Изобретение относится к области температурного контроля, основанного на измерении магнитных свойств материала в условиях повышенных температур. Область применения устройства - температурный контроль сварных швов у ферромагнитных изделий цилиндрической, стержнеобразной, трубчатой и вообще протяжной формы.
Известно применение дросселей и трансформаторов с термочувствительными сердечниками, рассмотренное, например, в [1], где указывается, что, используя зависимость магнитных свойств ферромагнетиков вблизи точки Кюри от температуры, можно создать относительно простые и чувствительные устройства, реагирующие на любую причину изменения температуры.
Недостатком описываемых устройств является низкая чувствительность.
Наиболее близким к заявленному по совокупности существенных признаков является устройство [2], содержащее анализатор дифференциального действия, при этом анализатор выполнен в виде разомкнутого трехстержневого сердечника, один из крайних стержней которого снабжен укрепленной на конце термопарой и предназначен для установки в сварном месте изделия одновременно с установкой второго его конца в ненагретой точке поверхности того же изделия, с целью одновременной фиксации температуры в момент изменения структуры изделия.
Недостатком данного устройства является некачественный контакт магнитопровода с заготовкой, который обусловлен неплотным прилеганием измерительных магнитопроводов к исследуемой заготовке.
Изобретение направлено на устранение указанного недостатка.
Это достигается тем, что в измерителе температуры сварных соединений, который содержит определитель магнитных свойств металлов соединений, выполненный в виде магнитного анализатора дифференциального действия, согласно изобретению анализатор выполнен в виде двух идентичных П-образных магнитопроводов с треугольными призматическими вырезами в торцах, при этом на одном магнитопроводе располагается эталонное изделие, а на другом - контролируемое.
Достижение технического результата обусловлено П-образной формой магнитопроводов и раздельным их выполнением в отличие от прототипа.
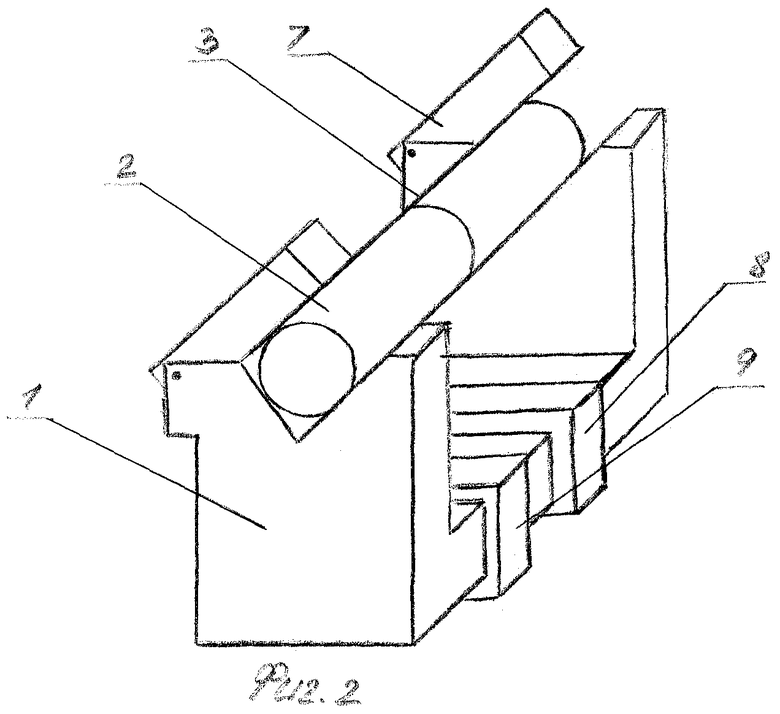
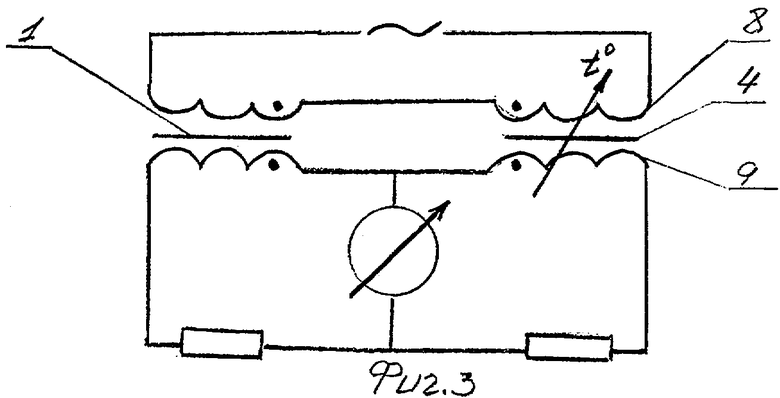
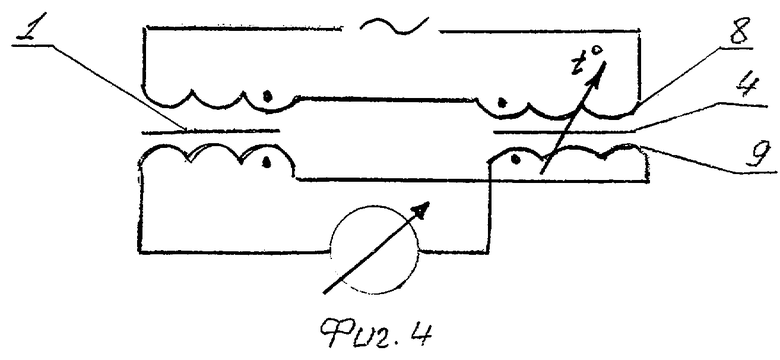
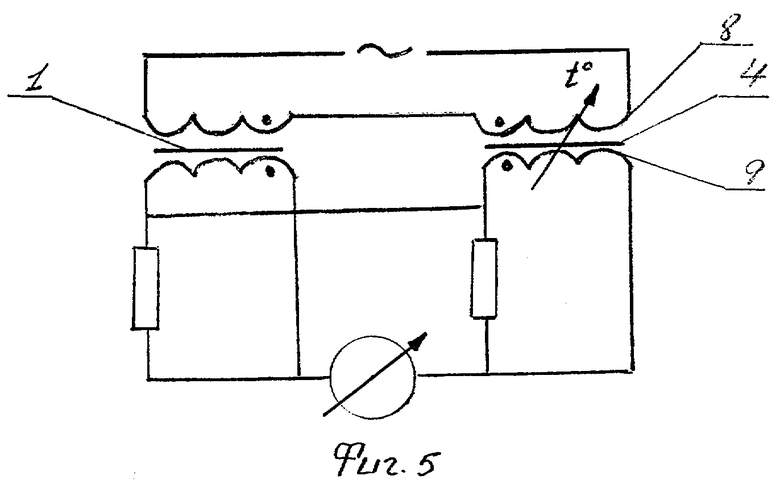
Сущность изобретения иллюстрируется чертежами, где на фиг.1 изображено предлагаемое устройство, вид сбоку, на фиг.2 - стереометрическое изображение одного из магнитопроводов, на фиг.3, 4, 5 - соответственно мостовая, компенсационная и дифференциальная схемы включения.
Устройство включает в себя магнитопровод 1 П-образной формы, с ним контактирует (замыкает магнитную цепь) деталь 2 протяженной формы, например трубчатой, состоящая из двух половин, соединенных при помощи сварного шва 3. Деталь 2 является эталонной, т.е. сварной с учетом всех технологических требований. На рабочем же магнитопроводе 4 располагается контролируемая деталь 5 непосредственно после сварки - после нанесения шва 6.
Деталь 2, как и деталь 1, прижата прижимом 7, магнитопроводы 1 и 4 являются полностью идентичными. На каждом из них располагаются первичные катушки 8, вторичные 9. Способы их соединения, а также присоединения показывающего прибора 10 и источника переменного напряжения 11 показаны на фиг.3, 4, 5. На фиг.3 показана мостовая схема с дополнительными резисторами, на фиг.4 - дифференциальная схема, когда вторичные катушки соединены встречно и последовательно с прибором 10, на фиг.5 показана компенсационная схема включения катушек, когда катушки работают на дополнительные резисторы, соединяясь при этом разноименными концами. На всех концах магнитопроводов 1 и 4 имеются треугольные параметрические вырезы 12, предназначенные для сопряжения с деталями 2 или 5.
Работа устройства происходит следующим образом. В исходном состоянии на магнитопроводе 1 размещена эталонная ферромагнитная деталь 2 с холодным швом 3, катушки 8 и 9 магнитопроводов 1 и 4 соединены по одной из схем, показанных на фиг.3, 4, 5. Присоединены также источник 11 и прибор 10. С кондуктора сварочного полуавтомата только что сваренная деталь 5 с горячим швом 6 подается (например, роботом-манипулятором) на магнитопровод 4, ложится в пазы 12 и зажимается прижимом 7. В принципе, возможно использование и магнитопровода 4 в качестве сварочного кондуктора. В этом случае необходимость манипулирования деталью 5 исключается. Шов 6, нагретый до высокой температуры, интенсивно остывает. Материал сварочного электрода и прилегающие участки деталей ферримагнитны, следовательно, в них наблюдаются явления, связанные с фазовыми переходами второго рода. В частности, наблюдается значительное изменение магнитной проницаемости (точка Кюри). Например, для железа эта температура Кюри составляет 780°С. Следовательно, при остывании шва до этой температуры шов не будет иметь ферромагнитных свойств, а магнитная цепь магнитопровода 4 будет разомкнутой. Начиная с температуры 780°С, у шва начнут проявляться магнитные свойства, далее они будут нарастать по закону Гейзенберга (функции гиперболического тангенса). Поскольку катушки 8 и 9 соединены по какой-либо из схем фиг.3, 4, 5, геометрические размеры магнитопроводов 1 и 4 и деталей 2 и 5 идентичны, а швы 3 и 6 различаются только температурой, прибор 10 будет фиксировать рассогласование магнитной проводимости деталей 2 и 5, определяющейся магнитным состоянием швов 3 и 6, т.е. функционально связанной с магнитной проницаемостью материала шва температурой. Таким образом, при соответствующей градуировке прибор 10 будет показывать превышение температуры шва 6 над температурой шва 3, поскольку шов 3 находится при известной температуре окружающей среды, пользуясь показаниями прибора 10 можно определить и абсолютную температуру шва 6. Таким образом, диапазон измерения температуры измерителя определяется интервалом между точкой фазового перехода (температурой Кюри) и температурой окружающей среды. Следует заметить, что наиболее нужным для технологических целей является диапазон 500-300°С. Он вполне укладывается в основной диапазон 780-20°С (для железа и температуры наружного воздуха 20°С). В зависимости от самой температуры шва 6 и от скорости ее изменения наблюдаются определенные явления в окружающем шов флюсе. Контролируя температуру 6, естественно, можно ее и изменять, например дополнительным подогреванием. Это приводит к укреплению стабилизирующих свойств флюса, что благоприятно сказывается на технологических требованиях к температурному режиму шва 6, т.е. в конечном счете ведет к повышению качества сварного соединения. Прижимы 7 и вырезы 12 в торцах магнитопровода способствуют качественному, механическому и магнитному контакту деталей 2 и 5 магнитопроводов 1 и 4. Что касается схем, приведенных на фиг.3, 4, 5, то каждая из них обладает своими достоинствами и недостатками. С точки зрения чувствительности наиболее подходящей является дифференциальная схема. Если в компенсационной схеме заменить балансировочный резистор емкостью, то ее чувствительностью можно будет варьировать. С другой стороны, компенсационная схема позволяет получать одинаковую точность в широких пределах измеряемой величины.
Предложенное устройство обеспечивает бесконтактное измерение температуры сварочного шва практически любых протяженных ферромагнитных изделий. При этом важно, что измеритель реагирует на интегрированную температуру шва по всей его толщине, т.к. в магнитной проводимости участвует вся масса сплавленного металла. Известные же измерители, например лучковая термопара, могут измерять только наружную температуру шва, что дает недостаточную информацию о температуре шва в целом. Бесконтактный метод измерения обеспечивает высокую надежность измерения, а применение мостовой, дифференциальной и компенсационной схем включения первичных и вторичных катушек гарантирует высокую точность измерений.
Источники информации
1. М.А.Розенблат «Магнитные элементы автоматики и вычислительной техники». - М.: Наука. 1974 г., стр.64; 227.
2. А.С. СССР №78910, Способы определения свариваемости стали - В.А.Таран, заявлено 24.04.1948 г. за №378535 в гостехнику СССР.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОФИЗИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ | 2013 |
|
RU2533403C2 |
| СПОСОБ СВАРКИ НАМАГНИЧЕННЫХ ТРУБОПРОВОДОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2002 |
|
RU2237562C2 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧЕСКОГО МАТЕРИАЛА | 2019 |
|
RU2767025C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2009818C1 |
| Способ определения пористости немагнитных металлических покрытий на изделиях из магнитных материалов | 1956 |
|
SU126299A1 |
| Способ многослойной электронно-лучевой сварки | 2018 |
|
RU2688033C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2656112C1 |
| УСТРОЙСТВО ДЛЯ ИССЛЕДОВАНИЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ФЕРРОМАГНИТНЫХ ТРУБ | 2008 |
|
RU2410538C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ ИЗ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2714999C1 |
| ФЕРРОЗОНДОВЫЙ КОЭРЦИТИМЕТР | 1998 |
|
RU2139550C1 |
Изобретение относится к области температурного контроля, основанного на измерении магнитных свойств материала в условиях повышенных температур. Область применения - температурный контроль сварных швов у ферромагнитных изделий цилиндрической, стержнеобразной, трубчатой и вообще протяжной формы. Измеритель температуры сварных соединений, в котором определение магнитных свойств металла соединения осуществляется с помощью магнитного анализатора дифференциального действия, согласно изобретению выполнен в виде двух идентичных П-образных магнитопроводов с треугольными призматическими вырезами в торцах, при этом на одном магнитопроводе располагается эталонное изделие, а на другом - контролируемое. В целях увеличения точности измерения анализатор выполнен в виде четырех стержней, попарно соединенных перемычками и образующих две разомкнутые магнитные цепи. Применение устройства позволит обеспечить простое и эффективное управление технологическими процессами типа полуавтоматической сварки. Вывод катушек за пределы объекта измерения позволяет уменьшить влияние изменения их сопротивления. 5 ил.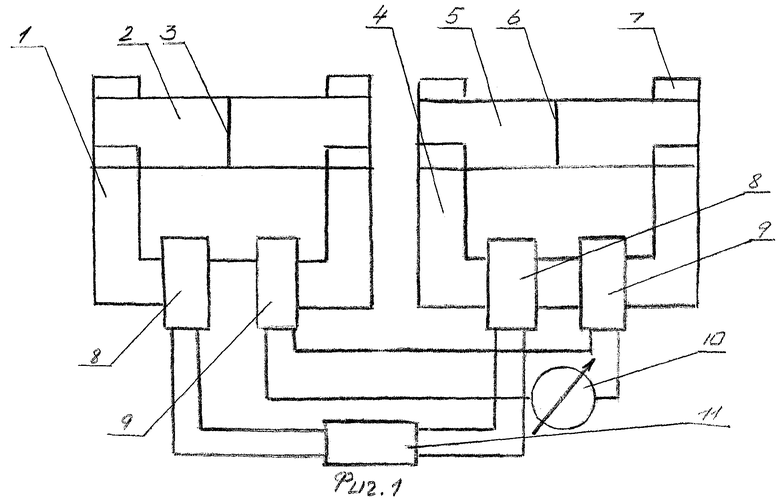
Измеритель температуры сварных соединений, содержащий определитель магнитных свойств металла соединения, выполненный в виде магнитного анализатора дифференциального действия, отличающийся тем, что анализатор выполнен в виде двух идентичных П-образных магнитопроводов с треугольными призматическими вырезами в торцах, при этом на одном магнитопроводе располагается эталонное изделие, а на другом - контролируемое.
| Способ определения свариваемости стали | 1948 |
|
SU78910A1 |
| Устройство для измерения температуры | 1978 |
|
SU777483A2 |
| СПОСОБ ПОЛУЧЕНИЯ ДОРОЖНЫХ БИТУМОВ | 1994 |
|
RU2091428C1 |
| US 4095468 А, 20.06.1978 | |||
| Трехфазная однослойная полюсопереключаемая обмотка | 1986 |
|
SU1385198A1 |

