Область техники
Заявляемое изобретение относится к технологии неразъемных сварных соединений, а именно, к способам соединения углеграфитовых материалов методом электродуговой сварки в атмосфере защитных газов, что позволяет получать различные составные изделия сложной геометрической формы, которые затруднительно формировать иными способами, и может найти успешное применение в электротехнической, химической, аэрокосмической, ядерной и других отраслях промышленности.
Уровень техники
Из уровня техники известен способ соединения цилиндрических графитовых изделий (тепловыделяющих элементов (ТВЭЛ) для ядерных реакторов), который состоит в том, что графитовые заготовки с конической разделкой кромок соединяют посредством электродуговой сварки, предварительно закрепив их в специальной электромеханической оснастке под высоким давлением в среде защитного газа [патент США №US 3,288,979].
Недостатком данного технического решения является возможность его использования только в отношении ограниченного ряда изделий, а именно, цилиндров тепловыделяющих элементов (ТВЭЛ), необходимость изготовления и настройки специальной электромеханической оснастки, жесткие эксплуатационные требования к процессу и сложность реализации способа в целом.
Известен также способ сварного соединения углеграфитовых изделий, заключающийся в том, что углеграфитовые изделия погружают в жидкие углеводороды и нагревают место соединения известным способом [А.с. СССР №199116, опубликовано 13.07.1967].
Недостатком данного технического решения является необходимость использования дополнительных веществ - жидких углеводородов и, кроме того, возможность неполной диссоциации углеводородов с образованием веществ и структур, нарушающих однородность свойств материала в области сварного соединения.
Из известных технических решений наиболее близким к предлагаемому изобретению является способ электродуговой сварки графита с графитом, состоящий в том, что, с целью получения однородного сварного соединения, в качестве присадочного материала используют графитовый стержень [А.с. СССР №183851, опубликовано 09.07.1966].
Недостатком данного технического решения является отсутствие указания конкретных технологических параметров процесса сварки, при которых формируется сварной шов и отсутствует описание процедуры их определения. Как показывает опыт, при реализации способа путем выполнения указанного в работе порядка действий и несоблюдении требуемых технологических параметров происходит сублимация графита с уносом массы от свариваемых графитовых деталей и образованием на них эрозионных кратеров. В результате сварной шов не формируется.
Раскрытие сущности изобретения
Техническая проблема, решаемая посредством заявляемого изобретения, заключается в преодолении недостатков, присущих аналогам и прототипу, за счет обеспечения возможности определения диапазона значений технологических параметров, при которых на стыке углеграфитовых изделий происходит формирование сварного шва. Эта задача может быть решена лишь при условии наличия и выполнения процедуры определения этих параметров в конкретных условиях сварки.
Технический результат, достигаемый при использовании заявляемого изобретения, заключается в повышении качества сварного шва при соединении углеграфитовых изделий за счет обеспечения возможности предварительной точной настройки технологических параметров сварки. Задача соединения углеграфитовых деталей, аналогично прототипу, решается путем возбуждения электрической дуги между свариваемыми углеграфитовыми деталями и графитовым электродом в атмосфере защитного газа (аргон, углекислый газ и пр.), который предотвращает сгорание свариваемых деталей в кислороде воздуха, при условии наличия процедуры объективного определения технологических параметров процесса и ее реализации.
Поставленная задача решается тем, что в способе электродуговой сварки изделий из углеграфитовых материалов с расходуемым графитовым электродом в атмосфере защитного газа, согласно техническому решению, предварительно выполняют настройку технологических параметров электродуговой сварки, для чего фиксируют оптическое излучение сварочной дуги, преобразуют его в спектр, и по линиям спектра электрофотометрическим методом определяют интенсивности излучения в зонах наличия (IC) и отсутствия (IO) линий паров углерода, преобразуют их в значения фото-ЭДС (UC) и (UO), соответственно, и определяют их отношение Di=ICi/IOi≡UCi/UOi, где i - номер итерации от 1 до N, после чего изменяют, по меньшей мере, один технологический параметр, и повторно по (i+1)-му текущему параметру оптического излучения сварочной дуги определяют отношение Di+1=IC(i+1)/IO(i+1)≡UC(i+1)/UO(i+1) его фото-ЭДС, после чего сравнивают последовательные значения Di и Di+1, и при Di+1>Di или Di+1<Di цикл предварительной настройки технологических параметров повторяют до достижения значения |Di+1-Di|<δ, где δ ~ 2%, обеспечивающего возможность формирования устойчивого сварного шва.
В объеме электрической дуги, согласно заявляемому способу, создается концентрация паров углерода, необходимая и достаточная для образования жидкой фазы углерода (сварочной ванны) на поверхности свариваемых деталей, приводящая к формированию сварного шва при перемещении электрода и возбуждении электрической дуги вдоль границы раздела свариваемых частей изделия. Предлагаемый способ заключается в выяснении требуемых для электродуговой сварки углеграфитовых деталей технологических параметров, которое сводится к определению концентрации паров углерода, которую устанавливают электрофотометрическим методом по интенсивности свечения спектральных линий атомов углерода в оптическом спектре сварочной дуги.
Согласно заявляемому способу, в качестве технологических параметров процесса сварки используют силу тока дуги, межэлектродное расстояние, давление защитного газа.
Контроль достижения устойчивого сварного шва определяют по критериям прочности и/или газоплотности.
На основании заявляемого способа предложено устройство для его осуществления, которое представляет собой сварочный аппарат, снабженный размещенным в непосредственной близости от места сварки корректором технологических параметров, включающим установленные с обеспечением возможности измерения параметров оптического излучения сварочного дуги: оптический преобразователь, предназначенный для разложения излучения сварочной дуги в спектр, по меньшей мере, пару фотоэлектрических датчиков, помещенных в областях оптического спектра, соответствующих областям линий излучения атомов углерода и их отсутствия, соответственно, и вторичный электрический прибор сравнения отношения сигналов от фотоэлектрических датчиков.
В качестве оптического преобразователя используют дифракционную решетку или оптическую призму.
Кроме того, в качестве фотоэлектрических датчиков используют полупроводниковые устройства с p-n-переходом.
Помимо этого, возможно исполнение заявляемого устройства, когда оно дополнительно содержит контрольный фотоэлектрический датчик, размещенный вне области спектра и который обеспечивает компенсацию паразитной засветки от посторонних источников света, помимо сварочной дуги.
Краткое описание чертежей
Заявляемое изобретение поясняется следующими чертежами.
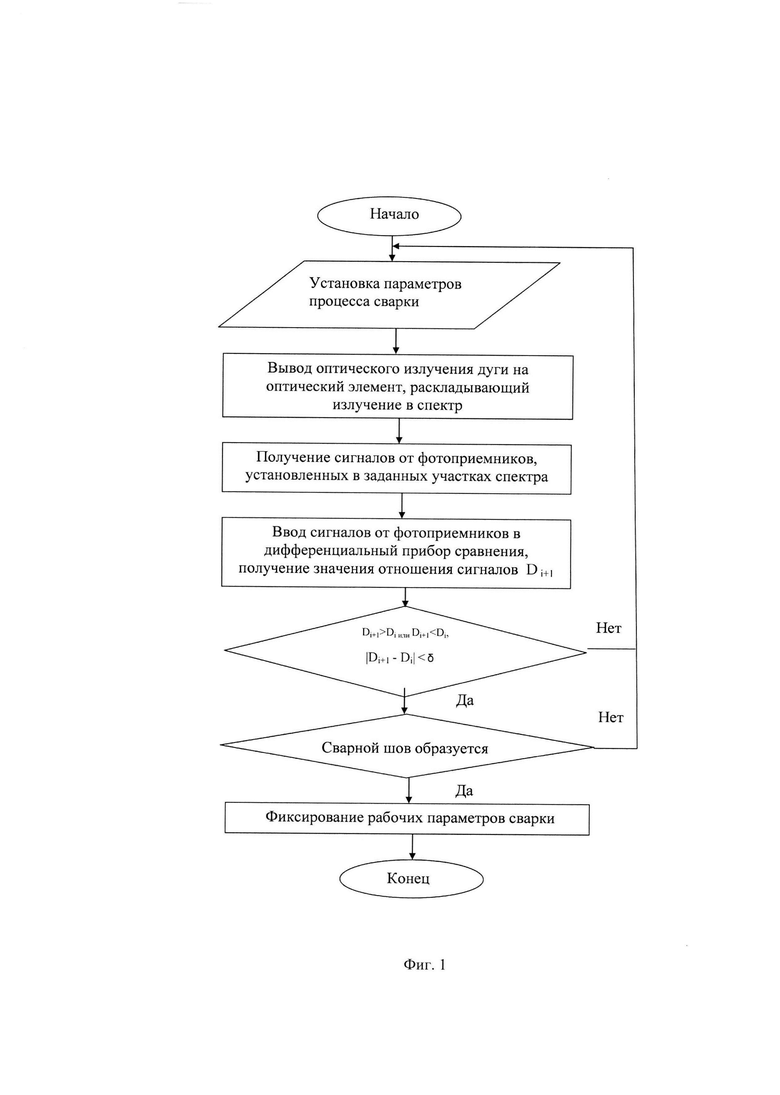
На Фиг. 1 представлена блок-схема алгоритма осуществления итерационной процедуры выбора технологических параметров сварки.
На Фиг. 2 представлена мостовая схема измерения отношения разбаланса напряжения (фото-ЭДС).
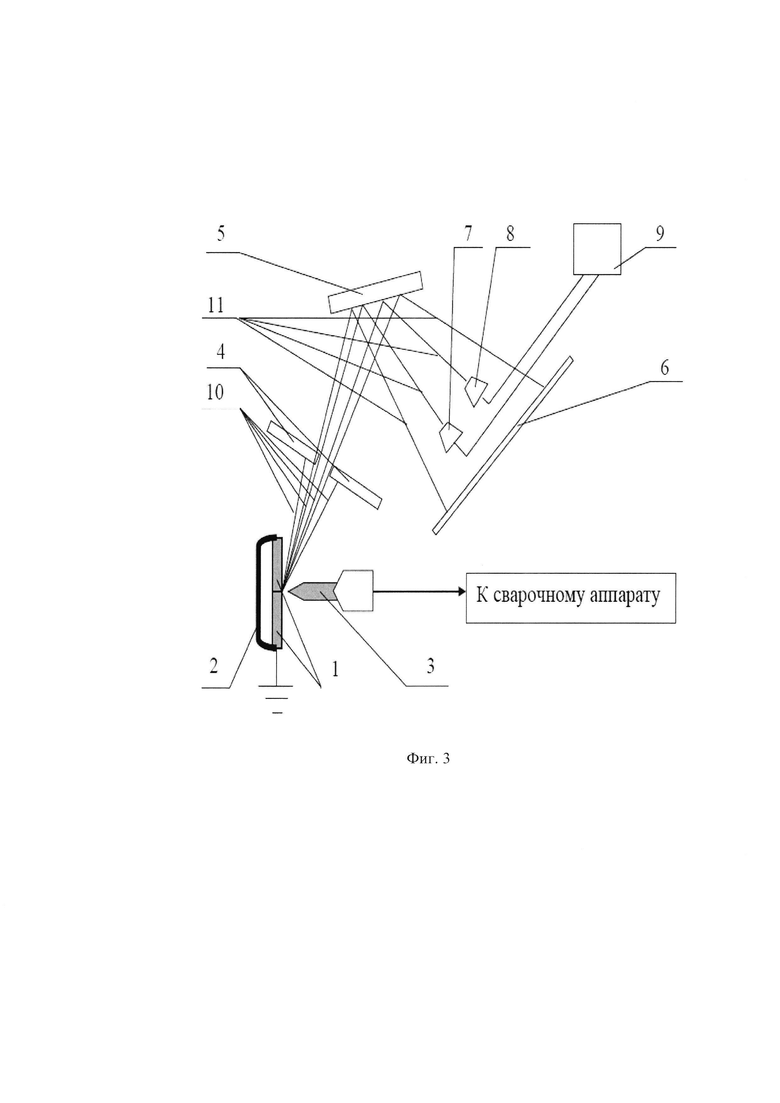
На Фиг. 3 схематично изображено устройство для реализации заявляемого способа с использованием дифракционной решетки.
На Фиг. 4 схематично изображено устройство для реализации заявляемого способа с использованием оптической призмы.
Позициями на чертежах Фиг. 3 и Фиг. 4 обозначены:
1 - свариваемые углеграфитовые детали,
2 - заземленный держатель,
3 - графитовый электрод,
4 - щелевая диафрагма,
5 - дифракционная решетка,
6 - экран,
7 и 8 - фотоэлектрические датчики,
9 - измерительный прибор,
10 - оптическое излучение электрической дуги,
11 - разложенное в спектр излучение электрической дуги,
12 - оптическая призма.
Осуществление изобретения
Для определения и коррекции технологических параметров процесса, оптическое излучение сварочной дуги преобразуют в спектр, на основании сравнения отношений интенсивности которого в областях наличия и отсутствия линий излучения атомов углерода, соответственно, изменяют технологические параметры процесса сварки, такие, как ток дуги, длина дуги, давление защитного газа, и фиксируют интервалы изменения сигналов отклика в сторону обеспечения устойчивого формирования сварного шва.
Подробное изложение заявляемого способа представлено в виде описания алгоритма, представленного на фиг. 1.
Сначала задается первоначальное приближение технологических параметров процесса сварки. Оно обозначает «Начало алгоритма». На основании этих технологических параметров происходит установка начальных параметров процесса сварки (сварочного тока) и осуществляется инициация сварочной дуги.
Сварочная дуга сопровождается выделением яркого оптического излучения. В связи с этим в качестве следующего элемента блок-схемы показана возможность вывода излучения дуги на оптический преобразователь, раскладывающий излучение в спектр, где в соответствующих местах (зонах наличия и отсутствия линий паров углерода) расположены фотоэлектрические датчики. Обозначения Ic и Io соответствуют значениям интенсивности излучения в областях наличия линий паров углерода и их отсутствия в оптическом спектре сварочной дуги, соответственно.
Следующим этапом заявляемого способа является преобразование оптических сигналов интенсивности Ic и Io в удобную для дальнейшей обработки электрическую форму сигналов фото-ЭДС Ic→Uc и Io→Uo от фотоэлектрических датчиков, соответственно, установленных в заданных участках оптического спектра (при этом преобразованные выходные сигналы могут быть как аналоговыми, так и цифровыми).
Далее следует ввод выходных сигналов Uc и Uo с фотоэлектрических датчиков на вход дифференциального электронного прибора сравнения, а также определение значения отношения сигналов Di:(Di=ICi/IOi≡UCi/UOi (разбаланса) от фотоэлектрических датчиков. Далее производят изменение по крайней мере одного технологического параметра процесса сварки, после чего фиксируют следующие текущие значения Ic и Io с их последующим преобразованием в Ic→Uc и Io→Uo, соответственно и определением отношения. Таким образом, получают пару последовательных значений разбаланса: Di и Di+1. Последовательные значения разбаланса сравнивают, и при Di+1>Di или Di+1<Di цикл предварительной настройки технологических параметров повторяют до достижения условия для значения: |Di+1-Di|<δ, где δ ~ 2%
Результаты выполнения двух последовательных логических операций 1) сравнения значения разности отношений сигналов Di и Di+1 и 2) контрольной операции оценки состояния сварного шва - влияют на исход процедуры:
В случае не превышения модулем разности разбаланса предельного минимального значения разности разбаланса |Di+1-Di|<δ, т.е. исход блок-схемы «Да» → происходит переход ко второй логической операции;
установление факта, что сварной шов образуется, т.е. исход «Да» → влечет за собой выполнение следующего этапа алгоритма, т.е. фиксирование рабочих параметров сварки, что означает «Конец алгоритма», или установку оптимальных параметров процесса сварки, после чего ведут электродуговую сварку известным методом.
В альтернативном случае возможны два варианта.
Иначе 1, т.е. исход «Нет», или Di+1>Di или Di+1<Di, то есть, |Di+1-Di|>δ → происходит возврат на начальный этап алгоритма с изменением по крайней мере одного технологического параметра процесса сварки, например, с увеличением сварочного тока,
Иначе 2, т.е. исход «Нет», или отрицательный результат сварки → приводит к коррекции и изменению технологических параметров процесса, то есть, полное повторение алгоритма с изменением по крайней мере одного технологического параметра процесса сварки.
На Фиг. 2 изображена элементарная схема, реализующая возможность измерения отношения электрических сигналов от фотоэлектрических датчиков Uc и Uo или U1 и U2, соответственно. Она сводится к простейшей схеме, позволяющей найти отношение двух напряжений, которая представляет собой перестраиваемое сопротивление R1, позволяющее установить баланс моста.
В случае, когда схема сбалансирована, т.е. измерительный прибор (И) показывает нуль, будет иметь место равенство:

Из формулы видно, что отношение сопротивлений при условии баланса является мерой измеряемого отношения напряжений. Следовательно, отградуировав переменное сопротивление соответствующим образом, можно определять отношение подаваемых на схему напряжений путем балансировки схемы.
С целью определения технологических параметров процесса сварки, согласно изобретению, вместе со сварочным аппаратом используют корректор технологических параметров, для чего в зоне места сварки углеграфитовых деталей устанавливают оптический преобразователь для разложения оптического излучения электрической дуги в спектр. В качестве такого преобразователя может быть использована дифракционная решетка (см. Фиг. 3) или оптическая призма (см. Фиг. 4). В области спектра, соответствующей линиям атомов углерода, устанавливают фотоэлектрический датчик, величина электрического сигнала (фото-ЭДС) которого на выходе пропорциональна концентрации паров углерода. Аналогичный фотоэлектрический датчик устанавливают в той области спектра, где спектральных линий углерода заведомо нет. Необходимость измерения абсолютной концентрации паров углерода в данной схеме отсутствует, поэтому для изготовления конкретного измерительного устройства в составе корректора достаточно реализации простой мостовой разностной схемы измерения отношения фото-ЭДС (см. Фиг. 2).
Заявляемый способ осуществляют с использованием заявляемого устройства в следующей последовательности. Перед проведением процесса электродуговой сварки в данных конкретных условиях определяют технологические параметры процесса, при котором происходит формирование сварного шва: ток дуги, длина дуги, давление защитного газа. Для этого в атмосфере защитного газа возбуждают электрическую дугу между свариваемыми деталями из углеграфитовых материалов 1, закрепленными в заземленном держателе 2, и расходуемым сварочным электродом из графита 3. Оптическое излучение электрической дуги 10 проходит через щелевую диафрагму 4 и попадает на оптический преобразователь, в качестве которого используют дифракционную решетку 5 или оптическую призму 12, разлагающую излучение в спектр. Разложенное в спектр излучение 11 направляют на экран 6. Перед экраном в области, соответствующей линиям излучения атомов углерода, установлен фотоэлектрический датчик №1 оптического излучения 7, а в области спектра, где отсутствуют линии углерода - фотоэлектрический датчик №2-8. Сигналы с фотоэлектрических датчиков 7 и 8 выводят на дифференциальный измерительный прибор сравнения 9. При горении электрической дуги технологические параметры процесса изменяют в таком направлении, чтобы отношение сигналов с фотоэлектрических датчиков №№1 и 2 (поз. 7 и 8) монотонно возрастало. Подбор технологических параметров процесса производят до момента образования устойчивого сварного шва между деталями. Сравнение качества сварных швов осуществляют в виде отдельной операции. При этом фиксируют диапазон изменения значений отношения сигналов с фотоэлектрических датчиков 7 и 8 на приборе сравнения 9. В дальнейшем сварку деталей из углеграфитовых материалов производят при технологических параметрах, установленных по величине разности отношения (разбаланса) сигналов от фотоэлектрических датчиков при условии выполнения заявленного требования |Di+1-Di|<δ, где δ ~ 2%, что характеризует получение устойчивого сварного шва. Практика показывает, что сварку изделий из углеграфитовых материалов можно производить электрической дугой как постоянного, так и переменного тока. Расстояние от места сварки до корректора технологических параметров процесса сварки выбирают с условием обеспечения доступности для приборной регистрации интенсивности излучения дуги.
При достижении указанных выше условий измерения разбаланса и подтверждения качества сварного шва технологические параметры процесса электродуговой сварки фиксируют, и в дальнейшем, сварку осуществляют при тех же условиях, обеспечивающих попадание разности отношения сигналов от фотоэлектрических датчиков в требуемый интервал значений |Di+1-Di|<δ, где δ ~ 2%. При этом требуемой концентрации паров углерода достигают за счет варьирования таких технологических параметров, как ток электрической дуги, расстояние между свариваемыми деталями и графитовым электродом (длина дуги или межэлектродное расстояние) и давление защитного газа.
Конкретная реализация предлагаемого изобретения может быть проиллюстрирована следующими примерами.
Примеры конкретного выполнения
Пример 1. Для реализации заявляемого способа использовали сварочный инвертор на ток до 180 А, имеющий функцию аргонно-дуговой сварки. Поскольку процесс сварки осуществляли при атмосферном давлении, то полагали, что давление защитного газа - аргона постоянно. В качестве оптического преобразователя использовали дифракционную решетку, т.е. была реализована схема, изображенная на Фиг. 3 настоящего описания.
В качестве фотоэлектрических датчиков использовали пару кремниевых фотодиодов, имеющих максимально близкие характеристики. В качестве вторичного электронного прибора использовали универсальный цифровой вольтметр В7-21А. При сборке и наладке схемы выяснилось, что удобнее использовать вместо параметра отношения интенсивностей светового излучения Di=ICi/IOi, или его прямого функционального аналога Di=Uci/Uoi по фото-ЭДС, обратную величину di=1/Di.
Покажем корректность данной операции. Постулируем, что итерационный процесс сходится, и отношения фото-ЭДС (разбаланс) Di=Uci/Uoi и обратная ему величина
di=1/Di - не равны нулю.
Тогда |di-di+1|=|1/Di-1/Di+1|=|(Di+1-Di)/Di Di+1|.
При сходимости процесса, т.е. при i→∞, Di+1→Di. То есть, если i→∞, то |Di-Di+1|→0, или |Di-Di+1|=|Di+1-Di|<δ, то  - достаточно малое число, что удовлетворяет нашим исходным условиям.
- достаточно малое число, что удовлетворяет нашим исходным условиям.
Была собрана мостовая схема, приведенная на Фиг. 2 настоящего описания. Поскольку начальное приближение осуществляли при токе сварочной дуги Ji=11 А, шунтируя дугу на реальном образце технического графита, операция деления на ноль априори исключалась.
Вблизи места сварки установили щелевую диафрагму таким образом, что световой поток от сварочной дуги попадал на область разметки дифракционной решетки, отражаясь от которой, он диспергировал в спектр, отображаемый на белом матовом экране. По эталонной таблице спектра углерода были определены области и линии наличия и отсутствия паров углерода, где и поместили фотоэлектрические датчики. Первоначально с помощью вольтметра были протестированы фотодиоды на наличие и величину фото-ЭДС. Затем продолжили опыты с фиксацией отношений фото-ЭДС на мостовой схеме. Первоначально схему балансировали при нулевых значениях фото-ЭДС. При этом разбаланс вольтметра с помощью переменного сопротивления приводили в ноль.
Один из операторов проверял работоспособность сварочного инвертора и элементов оптического преобразователя, другой же одновременно проверял работоспособность измерительной части устройства. По сигналу включали приборы и, соблюдая полярность схемы, контроль режима сварки и правила техники безопасности, зажигали дугу при первичном значении тока в 11 А. Зафиксированное вольтметром максимальное значение разбаланса отношения фото-ЭДС равнялось di=6,823. После фиксации значения разбаланс вольтметра с помощью переменного сопротивления привели в ноль.
Далее регулятором сварочного тока установили на инверторе значение тока дуги Ii+1=12 А, поскольку ток можно было изменять лишь ступенчато, согласно устройству прибора. Процедуру повторили, причем величина разбаланса отношения фото-ЭДС составила di+1=1,221. После фиксации значения разбаланс вольтметра с помощью переменного сопротивления привели в ноль.
Последующее значение тока дуги составило Ii+1=13 А. При этом величина разбаланса отношения фото-ЭДС упала до di+1=0,046. После фиксации разбаланс вольтметра привели в ноль.
Дальнейшее приближение при Ii+1=14 А дало величину разбаланса отношения фото-ЭДС di+1=0,003, что оказалось достаточно близко к пределу чувствительности вторичного прибора. Разбаланс вольтметра с помощью переменного сопротивления привели в ноль. При этой величине разбаланса di+1 наблюдался качественный сварной шов, который подвергли разрушению, убедившись, что получено достаточно прочное сварное соединение. Приложенная к образцу сила составила около 4 Н. Перед разрушением сварной шов пытались продуть, используя силу легких и нанеся мыльный раствор на область разъема. Отсутствие явного падения давления и воздушных пузырей на противоположной стороне образца показали газоплотность сварного шва.
Кроме того, авторы убедились в работоспособности предложенной методики определения технологических параметров дуговой сварки графитовых изделий. Поскольку испытуемый образец имел малые размеры, во время измерений источник светового излучения - сварочная дуга - находился в фокусе щелевой диафрагмы, и перемещения корректора не потребовалось. Межэлектродное расстояние выбиралось оператором эмпирически из соображений максимальной устойчивости дуги и обеспечения образования качественной сварочной ванны, гарантирующей получение прочного сварного соединения.
Пример 2. Для вторичной реализации заявляемого способа также использовали сварочный инвертор на 180 А, имеющий функцию аргонно-дуговой сварки. Поскольку процесс сварки снова осуществляли при атмосферном давлении, считали, что давление защитного газа - аргона - постоянно. В данном случае в качестве оптического преобразователя использовали оптическую призму, т.е. была реализована схема, изображенная на Фиг. 4 настоящего описания.
В качестве фотоэлектрических датчиков использовали ту же пару кремниевых фотодиодов, имеющих максимально близкие характеристики. В качестве вторичного электронного прибора использовали тот же универсальный цифровой вольтметр В7-21А. Вместо параметра отношения интенсивностей светового излучения Di=JCi/JOi или его прямого функционального аналога Di=Uci/Uoi по фото-ЭДС также использовали обратную величину di=1/Di. Была реализована прежняя мостовая схема, приведенная на Фиг. 2 настоящего описания. Начальное приближение осуществляли также при токе сварочной дуги Ii=11 А, шунтируя дугу на реальном образце технического графита, операция деления на ноль при обработке данных исключалась.
Вблизи места сварки установили щелевую диафрагму таким образом, что световой поток от сварочной дуги попадал на оптическую призму, проходя сквозь которую, он также диспергировал в спектр, отображаемый на белом матовом экране. По эталонной таблице спектра углерода повторно были определены области и линии наличия и отсутствия паров углерода, где и поместили фотоэлектрические датчики. Поскольку в обычной стеклянной оптической призме имеет место незначительное поглощение светового потока, то исходные значения фото-ЭДС оказались несколько меньше, что было установлено с помощью вольтметра при начальном тесте фотодиодов.
Затем продолжили опыты с фиксацией отношений фото-ЭДС на мостовой схеме. Первоначально схему также балансировали при нулевых значениях фото-ЭДС. При этом разбаланс вольтметра приводили в ноль с помощью переменного сопротивления.
Как и в Примере 1, один из операторов проверял работоспособность сварочного инвертора и элементов оптического преобразователя, другой в это же время проверял работоспособность измерительной части устройства. По сигналу включали приборы и, соблюдая полярность схемы, контроль режима сварки и правила техники безопасности, зажигали дугу при первичном значении тока в 11 А. Зафиксированное значение разбаланса отношения фото-ЭДС равнялось di=8,662. После фиксации значения разбаланс вольтметра с помощью переменного сопротивления привели в ноль.
Далее установили на инверторе значение тока дуги Ji+1=12 А. Процедуру повторили, и величина разбаланса отношения фото-ЭДС составила di+1=1,002. После фиксации значения разбаланс вольтметра с помощью переменного сопротивления привели в ноль.
Последующее значение тока дуги составило Ii+1=13 А. При этом величина разбаланса отношения фото-ЭДС упала до di+1=0,022. После фиксации разбаланс вольтметра привели в ноль.
Дальнейшее приближение при Ii+1=14 А дало величину разбаланса отношения фото-ЭДС di+1=0,001, что оказалось практически на пределе чувствительности вторичного прибора. Разбаланс вольтметра с помощью переменного сопротивления привели в ноль. При данной величине разбаланса di+1 также наблюдался качественный сварной шов, который вновь подвергли разрушению, убедившись, что получено достаточно прочное сварное соединение. Приложенная к образцу при разрушении сила составила около 3,5 Н. Разницу в величине разрушающего усилия отнесли к отличию геометрических размеров свариваемых деталей.
Перед разрушением сварной шов пытались продуть, используя силу легких и нанеся мыльный раствор на область разъема. Отсутствие явного падения давления и воздушных пузырей на противоположной стороне образца показали газоплотность полученного сварного шва.
Кроме того, авторы убедились в работоспособности предложенной методики определения технологических параметров дуговой сварки графитовых изделий при замене вида оптического преобразователя. Поскольку испытуемый образец имел столь же малые размеры, что и предыдущий, во время измерений источник светового излучения - сварочная дуга - постоянно находился в фокусе щелевой диафрагмы, и перемещения корректора не потребовалось. Межэлектродное расстояние также выбиралось оператором эмпирически из соображений максимальной устойчивости дуги и обеспечения образования качественной сварочной ванны, гарантирующей получение прочного сварного соединения.
Пример 3. Для проверки работоспособности схемы были проведены испытания собранного в Примере 2 устройства с использованием галлий-арсенидных фотоэлектрических датчиков. Испытания показали практически полную идентичность и работоспособность датчиков нового типа. Однако, датчики этого типа имеют более высокую стоимость по сравнению с кремниевыми.
Пример 4. Для проверки влияния паразитной засветки и ее компенсации измерительная схема была несколько модернизирована. Помимо пары фотоэлектрических датчиков, в нее был включен третий, помещенный вне оптического спектра от сварочной дуги и расположенный в области расположения прямого светового облучения от сварочной дуги. Предполагалось осуществить оценку влияния паразитной световой засветки на качество показаний и выбор технологических параметров.
При этом в качестве вторичного прибора был использован двухлучевой цифровой осциллограф, на который были выведены данные с измерительной мостовой схемы и фото-ЭДС от третьего фотоэлектрического датчика. Компенсация разбаланса моста также производилась с помощью переменного сопротивления. Остальные параметры устройства были теми же, что в Примере 2. Использовали те же кремниевые фотодиоды, что и ранее.
При проведении измерений выяснилось, что паразитная засветка от внешних источников и сварочной дуги действительно имела место, причем ее интенсивность в начале итерационной процедуры составляла порядка 10-15%, а затем падала до 4-6%, что визуально было отмечено с помощью осциллографа.
Из опыта измерений можно сделать вывод, что путем установки компенсационного фотоэлектрического датчика можно ускорить итерационный процесс подбора технологических параметров сварки путем сокращения числа итераций. Этот положительный эффект полезен при наладке новых технологических процессов, иных геометрических форм и размеров свариваемых деталей или сборочных единиц, где необходим точный подбор технологических параметров процесса сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
| Способ определения положения сварного шва и устройство для его осуществления | 1981 |
|
SU1348109A1 |
| Способ автоматического регулирования длины дуги при электродуговой сварке и резке | 1982 |
|
SU1074673A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ обеспечения корреляции параметров режима дуговой сварки с геометрическими параметрами шва | 1987 |
|
SU1542728A1 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ лазерной-дуговой сварки стальной сформованной трубной заготовки | 2017 |
|
RU2668641C1 |


Изобретение относится к технологии процесса электродуговой сварки деталей из углеграфитовых материалов и может найти применение в электротехнической, химической, аэрокосмической, ядерной и других отраслях промышленности. Предложен способ электродуговой сварки углеграфитовых изделий, в котором вдоль границы раздела свариваемых частей создают концентрацию паров углерода, необходимую и достаточную для образования «сварочной ванны» на поверхности свариваемых деталей, обеспечивающую формирование сварного шва при перемещении электрода и возбуждении электрической дуги вдоль границы раздела свариваемых частей изделия. Предварительно выполняют настройку технологических параметров процесса, для чего фиксируют оптическое излучение сварочной дуги, преобразуют его в спектр и по линиям спектра электрофотометрическим методом определяют интенсивности излучения в зонах наличия (IC) и отсутствия (IO) линий паров углерода, получая удобные для обработки значения их фото-ЭДС (UC) и (UO), соответственно, и их отношение Di=ICi/IOi≡UCi/UOi, где i - номер итерации от 1 до N. После этого изменяют по меньшей мере один технологический параметр и повторно по (i+1)-му текущему параметру оптического излучения сварочной дуги определяют отношение Di+1=IC(i+1)/IO(i+1)≡UC(i+1)/UO(i+1) его фото-ЭДС. Затем сравнивают последовательные значения Di и Di+1, и при Di+1>Di или Di+1<Di цикл предварительной настройки технологических параметров повторяют до достижения значения |Di+1-Di|<δ, где δ ~ 2%, что характеризует получение устойчивого сварного шва. В качестве технологических параметров используют силу тока дуги, межэлектродное расстояние, давление защитного газа. Достижение устойчивого сварного шва определяют по критериям прочности и/или газоплотности. Предложено также устройство для осуществления способа. Технический результат изобретения – повышение качества сварного шва. 2 н. и 6 з.п. ф-лы, 4 пр., 4 ил.
1. Способ электродуговой сварки изделий из углеграфитовых материалов с расходуемым графитовым электродом в атмосфере защитного газа, отличающийся тем, что вдоль границы раздела свариваемых частей изделия создают концентрацию паров углерода, необходимую и достаточную для образования сварочной ванны, обеспечивающую формирование сварного шва при перемещении электрода и возбуждении электрической дуги, при этом предварительно выполняют настройку технологических параметров электродуговой сварки, для чего фиксируют оптическое излучение сварочной дуги, преобразуют его в спектр, и по линиям спектра электрофотометрическим методом определяют интенсивности излучения в зонах наличия (IC) и отсутствия (IO) линий паров углерода, преобразуют их в значения фото-ЭДС (UC) и (UO), соответственно, и определяют их отношение Di=ICi/IOi≡UCi/UOi, где i - номер итерации от 1 до N, после чего изменяют, по меньшей мере, один технологический параметр, и повторно по (i+1)-му текущему параметру оптического излучения сварочной дуги определяют отношение Di+1=IC(i+1)/IO(i+1)≡UC(i+1)/UO(i+1) его фото-ЭДС, после чего сравнивают последовательные значения Di и Di+1, и при Di+1>Di или Di+1<D1 цикл предварительной настройки технологических параметров повторяют до достижения значения |Di+1-Di|<δ, где δ ~ 2%, обеспечивающего возможность формирования устойчивого сварного шва.
2. Способ по п. 1, отличающийся тем, что в качестве технологических параметров используют силу тока дуги, межэлектродное расстояние, давление защитного газа.
3. Способ по п. 1, отличающийся тем, что достижение устойчивого сварного шва определяют по критериям прочности и/или газоплотности.
4. Устройство для осуществления способа по п. 1, отличающееся тем, что оно представляет собой сварочный аппарат, снабженный размещенным в непосредственной близости от места сварки корректором технологических параметров, включающим установленные с обеспечением возможности измерения параметров оптического излучения сварочной дуги: оптический преобразователь, предназначенный для разложения излучения сварочной дуги в спектр, по меньшей мере, пару фотоэлектрических датчиков, помещенных в областях оптического спектра, соответствующих областям линий излучения атомов углерода и их отсутствия, соответственно, и вторичный электрический прибор сравнения отношения сигналов от фотоэлектрических датчиков.
5. Устройство по п. 4, отличающееся тем, что в качестве оптического преобразователя используют дифракционную решетку.
6. Устройство по п. 4, отличающееся тем, что в качестве оптического преобразователя используют оптическую призму.
7. Устройство по п. 4, отличающееся тем, что в качестве фотоэлектрических датчиков используют полупроводниковые устройства с p-n-переходом.
8. Устройство по п. 4, отличающееся тем, что оно дополнительно содержит контрольный фотоэлектрический датчик, размещенный вне области спектра и обеспечивающий компенсацию паразитной засветки от посторонних источников света, помимо сварочной дуги.
| СПОСОБ СВАРКИ ГРАФИТА С ГРАФИТОМ | 0 |
|
SU183851A1 |
| КОРПУСНАЯ ИЛИ ВНУТРЕННЯЯ ДЕТАЛЬ АППАРАТА, СНАБЖЕННАЯ ВЫСТУПАЮЩИМИ ЧАСТЯМИ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ И НАСЫЩЕНИЯ ПИРОУГЛЕРОДОМ КАРКАСОВ ЗАКЛАДНЫХ ЭЛЕМЕНТОВ, ОБРАЗУЮЩИХ ВЫСТУПАЮЩИЕ ЧАСТИ | 2012 |
|
RU2515878C2 |
| US 2979814 A1, 18.04.1961 | |||
| US 3288979 A1, 29.11.1966. | |||

