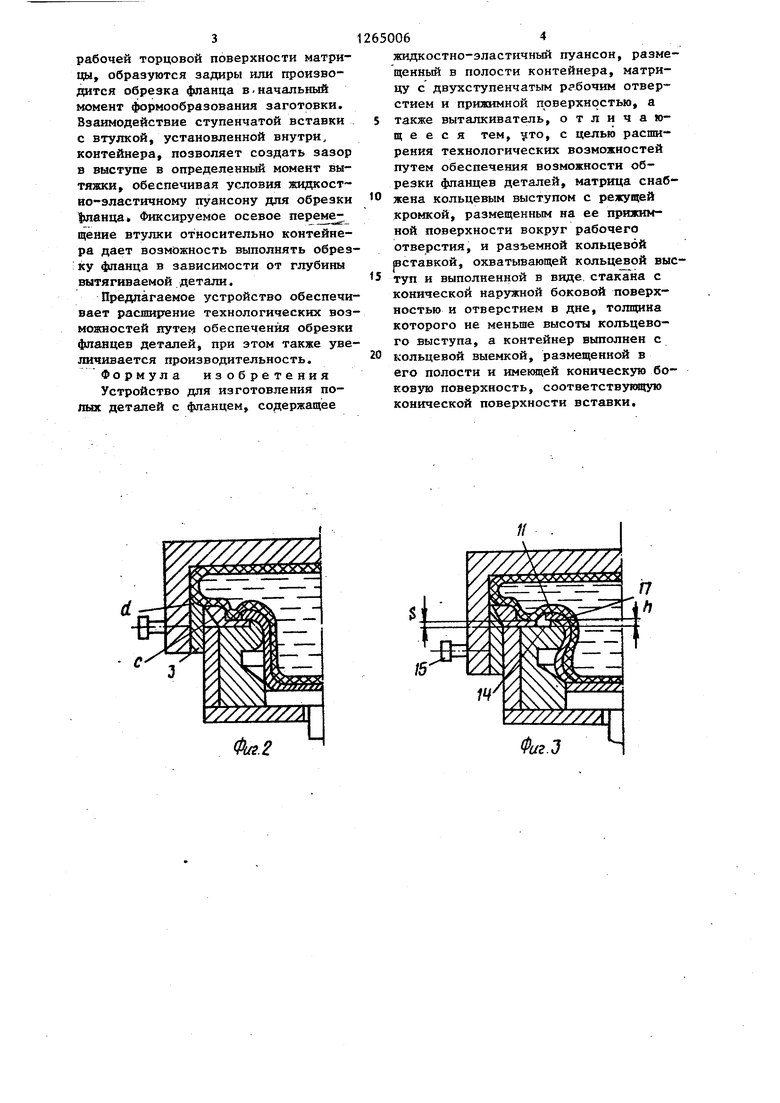
Изобретение относится к обработке металлов давлениемеа именно к устройствам для изготовления полых деталей с фланцем. Цель изобретения 1эасширение технологических возможностей путем обеспечения возможности обрезки флан цев деталей. На фиг.1 изображено уйтройство, продольный разрез (в начале вытяжки); на фиг.2 - то же, в момент око чания вытяжки на фиг.З - то же в момент пробивки отверстия и начала обрезки фланца} на фиг,4 - то же, в конечный момент штамповки; на фиг.5 готовая деталь. Штамп содержит коутейнер 1, в ко тором установлены жидкостно-эластич ный пуансон 2 и фиксируемая втулка 3 с возможностью осевого перемещения, жесткую разъемную матрицу 4, обхватываемую обоймой 5, Внутренняя поверхность матрицы 4 выполнена со ступенями 6-8. Поверхность d ступени 7.выполнена конической и образует при пересечении со ступенью 8 режущую кромку 9, На прижимной поверхности разъемной ма рицы выполнен выступ 10 с режущей кромкой 11 Вокруг выступа 10 размещена кольце вая разъемная ступенчатая вставка 12 в виде стакана с отверстием в дне, толщина S которого не менее вы соты h выступа 10 матри цы 4. В рабочем отверстии матрицы установлен выталкиватель 13. На торцовой поверхности выступа 10 имеются ножи 14 для разрезания откода. Контейне выполнен с отверстием в стенке, в котором установлен болт 15 для фик сации втулки 3 в нарзгжном положении Внутренняя боковая поверхность d втулки 3 выполнена конической, наружная боковая поверхность С встав ки 12 выполнена также конической,, соответствующей конической поверхности d втулки 3. Кроме того, имеет обрабатываему заготовку 16, фланец 17 обрабатыва мой детали, отход 18 после обреэки фланца, готовую деталь 19. Устройство работает следующим о разом . После установки заготовки 16 на матрицу 4. и вставку 12 контейнер 1 начинает опускаться и пуансон 2 пр изводит вытяжку с диаметром5 равны диаметру ступени 6. Зазор между 06 вставкой 12 и режущей кромкой 11 выступа 10 матрицы 4 в этот момент отсутствует, а пуансон 2 одновременно создает усилие на поверхность b вставки 12 и прижимает ее к втулке 3 о Вытяжка прекращается при соприкосновении вытянутой части заготовки 16 с режущей кромкой 9, после чего начинается процесс пробивки отверстия. В этот же момент коническая поверхность с вставки 12 под действием пуансона 2 перемещается к стенке контейнера 1 по конической поверхности d втулки 3, создавая заэор.между вставкой 12 и режущей кромкой 11, и начинается обрезка фланца 17 вытягиваемой детали 19. После пробивки отверстия при дальнейшем перемещении пуансона 2 осуществляется отбортовка. При этом торец борта перемещается по поверхности а , которая осуществляет подпор, улучшая условия деформации, и заготовка 16 принимает форму в соответствии с профилем ступени 7. Для облегчения снятия отхода 18 с матрицы 4 после подъема контейнера 1 ножи 14 разрезают его. После окончания процесса контейнер 1 с пуансоном 2 поднимается, удаляется отход 18, при помощи выта:живателя 13 вынимается матрица 4 из обоймы 5, что позволяет извлечь изготовленную деталь 19. Из контейнера 1 удаляется вставка 12. Для. облегчения удаления вставки 12 из контейнера 1 поверхности с и d выполнены коническими. При получении деталей с различной глубиной вытяжки производится регулировка осевого положения втулки 3, закрепляемой болтом 15 о. Размещение разъемной вставки вокруг выступа матрицы позволяет производить вытя71жу детали до требуемой глубины, а затем при перемещекии этой вставки, в направлении обоймы и наличии режущей кромки в выступе на рабочей торцевой поверхности матрица обеспечивает обрезку фланца в одном штампе. Толщина нижней сту- пени вставки, равная или более глубины выступа, обеспечивает качественную поверхность штампуемой детали. При толщине нижней ступени вставки менее глубины выступа в процессе вытяжки детали на ее фланце режущей кромкой, расположенной на
рабочей торцовой поверхности матрицы, образуются задиры или производится обрезка фланца в-начальный момент формообразования заготовки. Взаимодействие ступенчатой вставки с втулкой, установленной внутри, контейнера, позволяет создать зазор в выступе в определенный момент вытяжки, обеспечивая условия жидкостно эластичному пуансону для обрезки |)ланца« Фиксируемое осевое перемер щенне втулки относительно контейнера дает возможность выполнять обрез ку фланца в зависимости от глубины вытягиваемой детали.
Предлагаемое устройство обеспечивает расширение технологических возможностей путем обеспечения обрезки фпаяцев деталей, при этом также увеличивается производительность. Формула изобретения Устройство для изготовления полых деталей с фланцем, содержащ ее
жидкостно-эластичный пуансон, размещенный в полости контейнера, матрицу с двухступенчатым рабочим отверстием и прижимной поверхностью, а также выталкиватель, отличающееся тем, уто, с целью расширения технологических возможностей путем обеспечения возможности обрезки фланцев деталей, матрица снабжена кольцевым выступом с режущей кромкой, размещенным на ее прижимной поверхности вокруг рабочего отверстия, и разъемной кольцевой рставкой, охватывающей кольцевой выступ и выполненной в виде стакана с конической наружной боковой поверхностью и отверстием в дне, толпщна которого не меньше высоты кольцевого выступа, а контейнер выполнен с
кольцевой выемкой, размещенной в
его полости и имеющей коническую боковую поверхность, соответствукнцую конической поверхности вставки.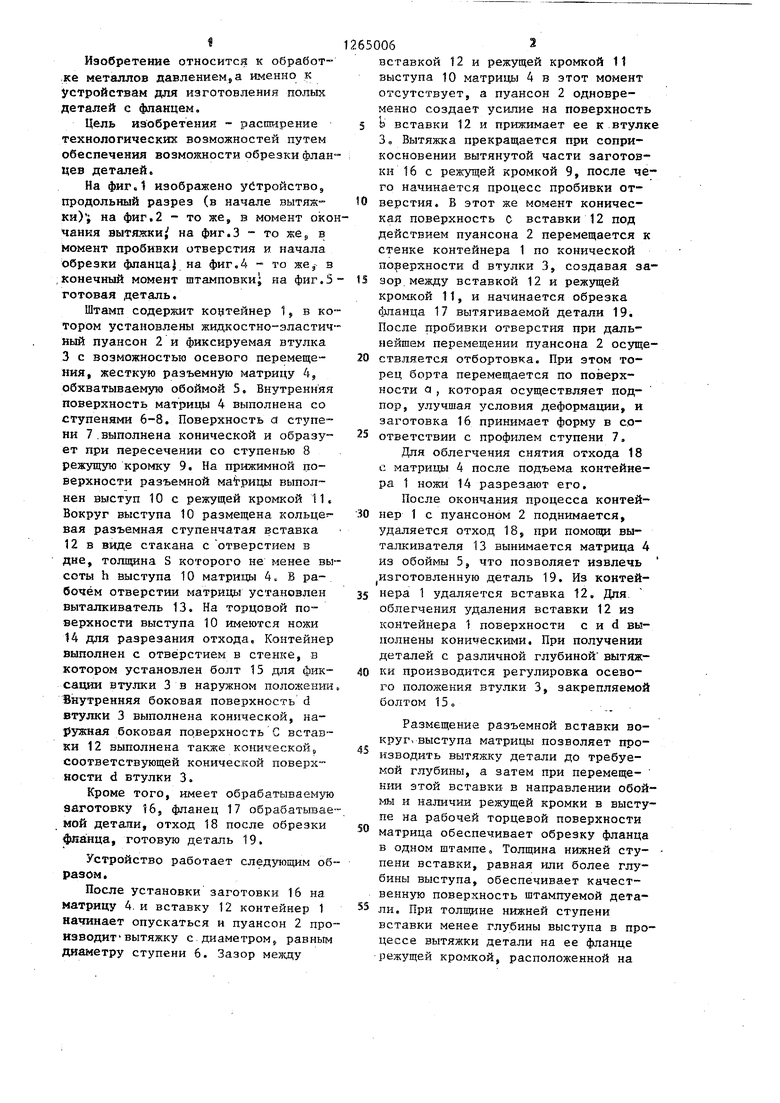
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |
| Штамп совмещенного действия "Викост | 1987 |
|
SU1496871A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| Кассета универсального штампа | 1981 |
|
SU1069905A1 |
| Штамп для отрезки полых деталей | 1988 |
|
SU1655672A1 |
| Штамп для вытяжки и обрезки | 1986 |
|
SU1333449A1 |

19
Фи2.5
| Авторское свидетельство СССР 923676, 1Ш | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
