Изобретение относится к обработке металлов давлением и касается вытяжки листовых заготовок эластичным пуансоном.
Известен способ вытяжки листовых заготовок, при котором фланец заготовки прилщмают к матрице и воздействуют на свободную поверхность заготовки эластичным пуансоном, обеспечивая течение металла в рабочую полость матрицы. Штамп для осуществления этого способа содержит жесткие матрицу, прижим и эластичный пуансон, имеющий цилиндрическую форму 1.
В известном решении эластичный пуансон начинает деформироваться с момента его соприкосновения с заготовкой. Это вызывает згиким материала заготовки, что затормаживает его течение из фланца в рабочую полость матрицы. В результате в известном способе затруднена вытяжка глубоких деталей.
Цель изобретения - увеличение глубины вытяжки при изготовлении деталей с наклонными стенкаг.ш.
Для этого в начале процесса вытяжки пуансоном воздействуют только ,ча центральную часть заготовки, оставляя свободными участки заготовки.
прилежаише к фланцу, и деформирование ведут путем вытяжки металла фланца до достижения в стенках вытягиваемого полуфабриката предельно допустимых дефорг.1аций, а дальнейшую вытяжку до окончательной высоты детали осуществляют за счет деформации донной части получаемого полуфабриката при одновременной дефор10мации эластичного пуансона,
Для обеспечения такого способа вытяжки эластичный пуансон штампа выполнен профилированным и имеет со стороны матрицы участок меньшего
15 сечения с высотой, соответствующей высоте полуфабриката, получаемого на первом этапе вытяжки, и с профилем, соответствующим профилю верхней части рабочей полости матрицы
20 на участке той же высоты.
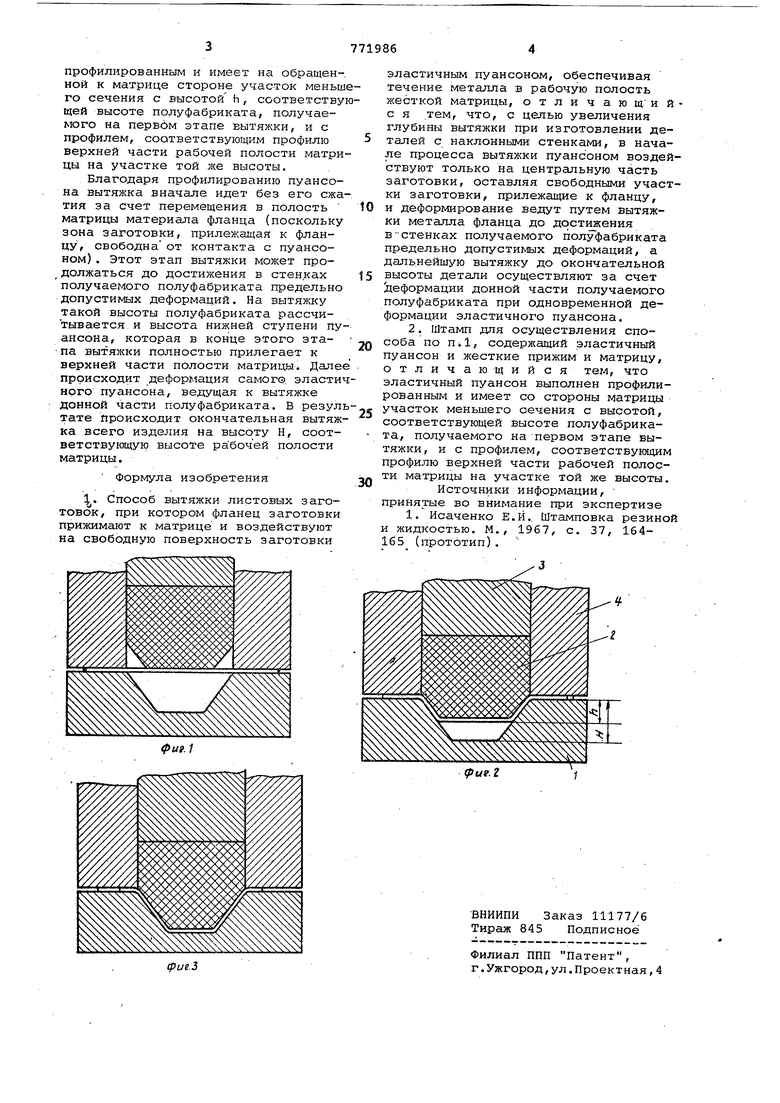
На фиг. 1 представлен штамп в исходном положении, перед началом формования; на фиг, 2 - первый период вытяжки, путем вытяжки металла
25 фланца; на фиг. 3 .- штамп, момент окончания процесса вытяжки.
Штамп содержит жесткую матрицу 1, эластичный пуансон 2, связанный с пуансонодержателем 3, и жесткий при30жим 4. Эластичный пуансон выполнен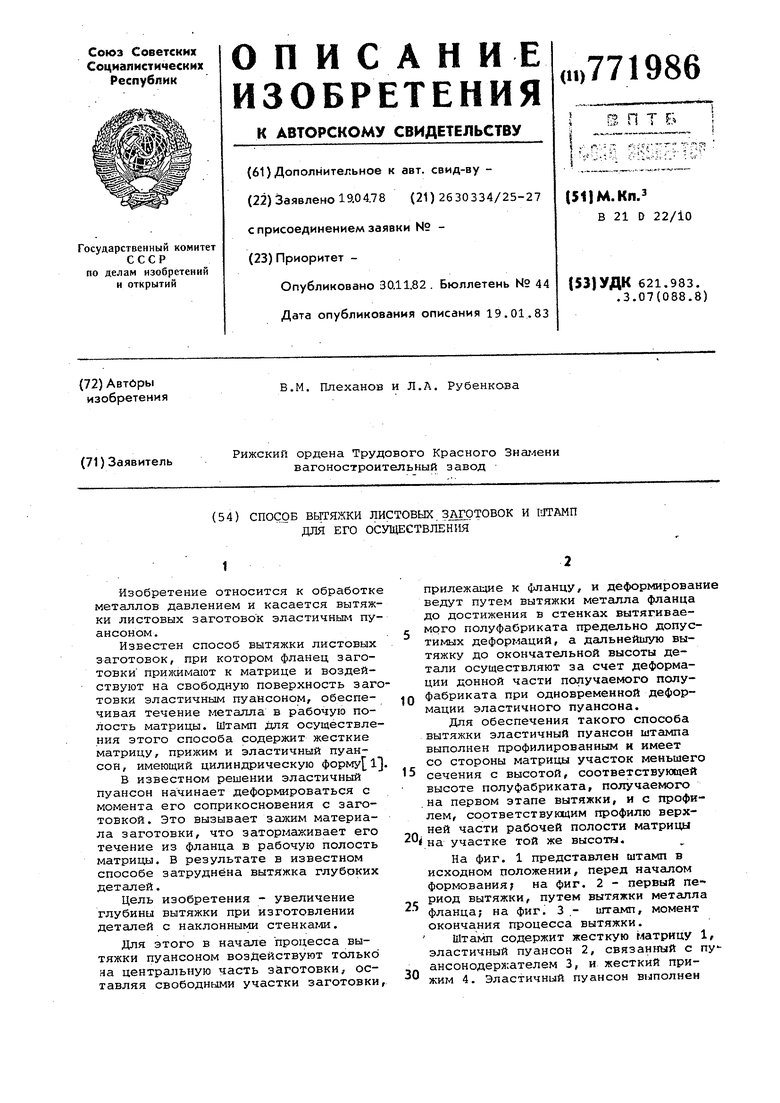
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2155113C2 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Устройство для получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2763862C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
