Изобретение относится к обработке металлов давлением, к процессам вытяжки, и связано с разработкой технологии для изготовления многослойных полых и оболочковых деталей из тонколистовых материалов.
Известны способы вытяжки деталей эластичной средой, которая работает в качестве пуансона и прижима (матрица жесткая) [1][3], и эластичной средой, работающей в качестве матрицы (пуансон и прижим жесткие)[3].
Наиболее близким техническим решением является способ изготовления многослойных баллонов из листового металла [2], при котором заготовки устанавливают соосно одна на другую, вытягивают из многослойных заготовок полубаллоны, подрезают торцы полубаллонов, сваривают два полубаллона в месте их стыка по контуру и подвергают баллон термообработке.
Недостатками известного способа вытяжки деталей эластичным пуансоном являются сложность обработки и невозможность использования при изготовлении других типов многослойных изделий, таких как крышки, элементы корпуса, лицевые панели.
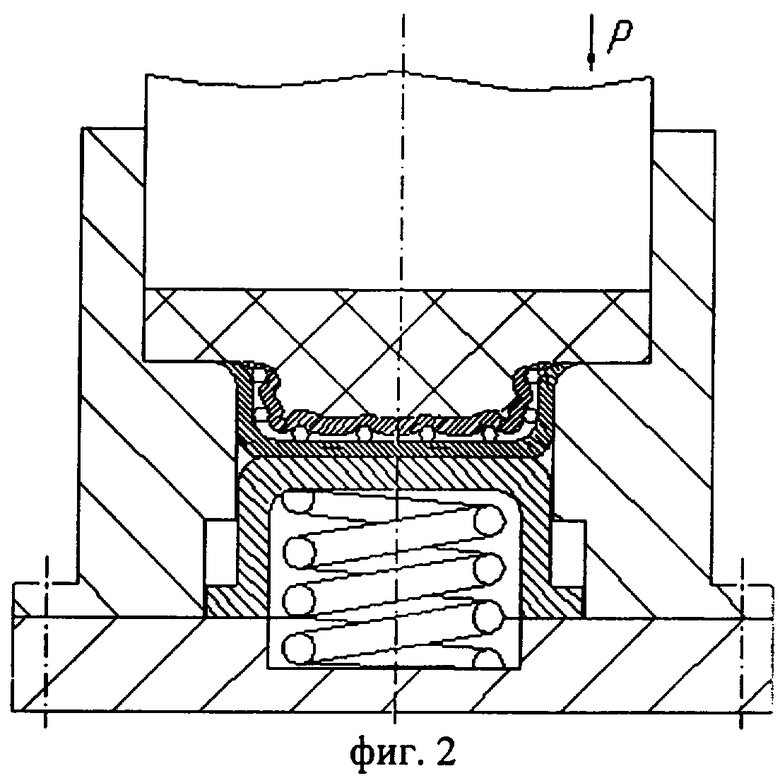
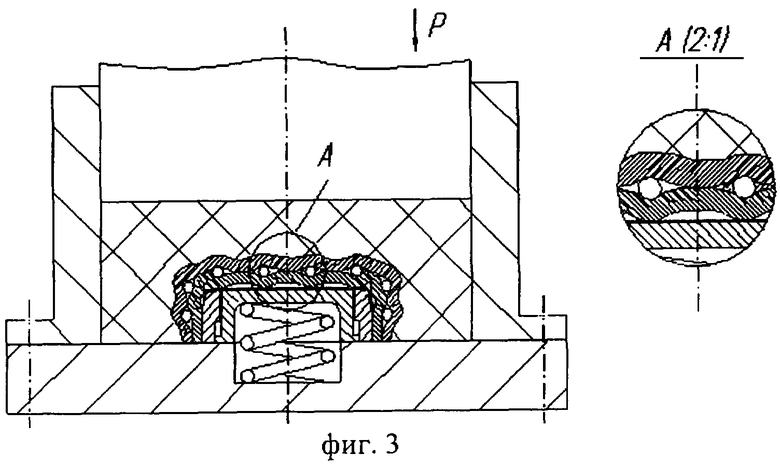
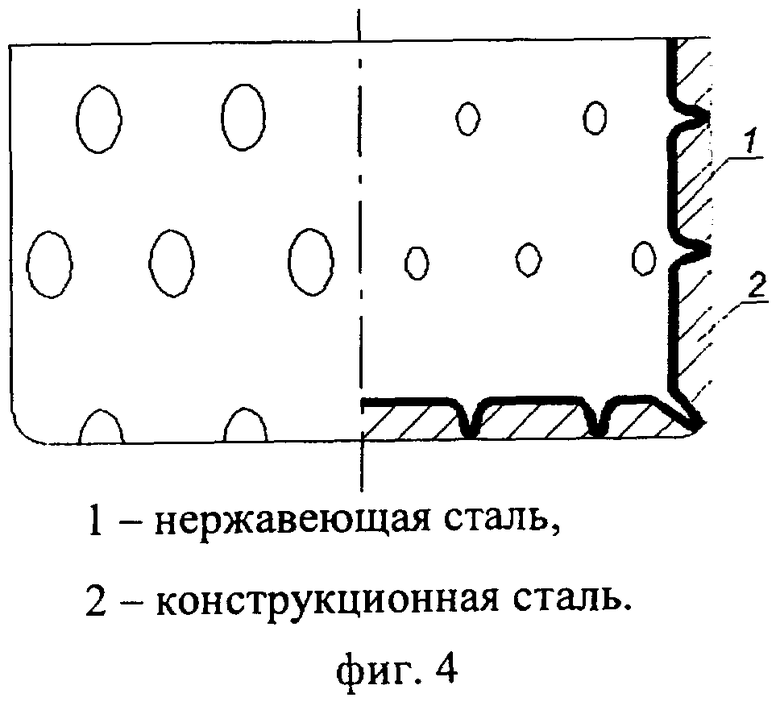
Задачей предложенного в заявке способа является технологическая возможность изготовления различных многослойных полых и оболочковых деталей, отличающихся повышенной прочностью. Данная задача достигается путем применения дополнительных подготовительных операций по изготовлению заготовок из тонколистового металла для наружных слоев 1 (фиг.1) и заготовки в виде сетки из металла или неметаллических материалов для промежуточного слоя 2, и далее осуществления двух последовательных операций вытяжки деталей с применением штампов с эластичным пуансоном (фиг.2) и с эластичной матрицей (фиг.3).
Технический результат достигается тем, что по заявленному способу деталь изготовляется в 3 этапа:
- Сначала (подготовительная операция) изготавливаются заготовки для промежуточного слоя и непосредственно для внешних слоев методом вырубки. В качестве материалов для заготовок для наружных слоев служат листы металлов 1, а для заготовок для промежуточного слоя - сетка 2, изготовленная из металла или неметаллического материала (фиг.1).
- Далее производится процесс вытяжки трех заготовок (фиг.2) в вытяжном штампе с эластичным пуансоном. После получения искомой формы заготовки дальнейшее формообразование происходит за счет увеличения гидростатического давления, в результате чего образуются пуклевки во внутреннем слое. Вследствие этого создается неразъемное соединение верхнего и промежуточного слоя. При этом давление в штампе должно быть выбрано таким образом, чтобы при образовании пуклевки металл внешней листовой заготовки не заходил на всю глубину сетки.
- Следующий этап - использование штампа с эластичной матрицей (фиг.3), выполненный из металла пуансон которого обеспечивает возможность надевания на него заготовки без повреждения соприкасаемых поверхностей. В результате действия эластичной матрицы создается гидростатическое давление, обеспечивая создание пуклевок с наружной стороны изделия. При этом давление в штампе должно быть выбрано таким образом, чтобы при образовании пуклевки металл внешней листовой заготовки не заходил на всю глубину сетки. Подготовительные операции по созданию заготовок из тонколистового металла повторяют в соответствии с количеством слоев в изделии.
Примером конкретного выполнения служит изготовленная таким способом помольная чашечка для кофемолки (фиг.4). Примененный в данном случае способ является частным случаем предложенного выше.
Перечень фигур графических изображений:
фиг.1 - исходное состояние;
фиг.2 - первый этап вытяжки трехслойной детали;
фиг.3 - второй этап вытяжки трехслойной детали;
фиг.4 - помольная камера бытовой кофемолки.
Источники информации
1. Исаченков Е.И. Штамповка резиной и жидкостью. - М.: Машиностроение, 1967.
2. Авторское свидетельство SU 1204295A, В 21 D 22/20, 15.01.1986 г.
3. Ходырев В.А. Применение полиуретана в листоштамповочном производстве. - Пермское книжное издательство, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2282516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ вытяжки листовых заготовок и штамп для его осуществления | 1978 |
|
SU771986A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2211740C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| Способ изготовления тонкостенных сосудов из листовой заготовки | 1987 |
|
SU1505629A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| СПОСОБ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2012 |
|
RU2506136C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ (ВАРИАНТЫ) | 2013 |
|
RU2550474C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления многослойных полых и оболочковых деталей из тонколистовых материалов. Способ включает подготовительные операции по изготовлению заготовок слоев и их одновременную вытяжку в штампе. В качестве материала для наружных слоев используют тонколистовой металл, а для промежуточных слоев - сетку из металлических или неметаллических материалов. Одновременную вытяжку всех заготовок осуществляют в два этапа, на первом из которых осуществляют вытяжку в штампе эластичным пуансоном с получением полуфабриката с неразъемным соединением верхнего и промежуточного слоев при условии, что материал заготовки при образовании пуклевки не заходит на всю глубину сетки, а на втором этапе - в штампе эластичной матрицей полученного полуфабриката по пуансону с его формой. Подготовительные операции повторяют в соответствии с количеством слоев в изделии. Повышается прочность, жесткость и шумоизоляция деталей. 4 ил.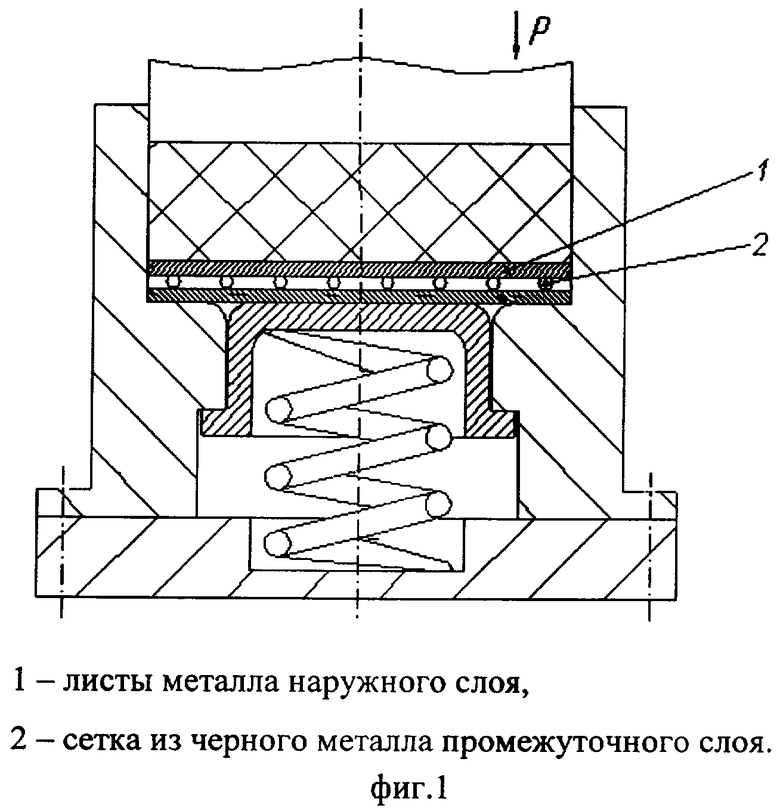
Способ изготовления многослойных полых металлических изделий, включающий подготовительные операции по изготовлению заготовок слоев и их одновременную вытяжку в штампе, отличающийся тем, что в качестве материала для наружных слоев используют тонколистовой металл, а для промежуточного слоя - сетку из металла или неметаллических материалов, одновременную вытяжку всех заготовок осуществляют в два этапа, на первом из которых осуществляют вытяжку в штампе эластичным пуансоном с получением полуфабриката с неразъемным соединением верхнего и промежуточного слоев при условии, что материал заготовки при образовании пуклевки не заходит на всю глубину сетки, а на втором этапе - в штампе эластичной матрицей полученного полуфабриката по пуансону с его формой, при этом подготовительные операции повторяют в соответствии с количеством слоев в изделии.
| Способ изготовления многослойных баллонов из листового металла | 1983 |
|
SU1204295A1 |
| Слоистый конструкционный материал | 1990 |
|
SU1745468A1 |
| Способ вытяжки цилиндрических проницаемых оболочек | 1985 |
|
SU1292875A1 |
| ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2018 |
|
RU2683173C1 |

