Изобретение предназначено для решения проблемы утилизации одного из самых крупнотоннажных видов твердых бытовых отходов, таких как изношенные автошины, методом их измельчения и разделения на отдельные ингредиенты.
Область применения: переработка твердых бытовых отходов, в частности изношенных шин, и возврат получаемых ингредиентов в производственный цикл, например резинового производства, в качестве добавок резинового порошка как активного наполнителя в резиновые смеси, а также производств, связанных с изготовлением дорожных и строительных изделий и материалов с применением не только резинового порошка, но и измельченного текстильного (синтетического) и металлического корда.
Резина характеризуется таким сочетанием свойств, которым не обладает никакой другой материал подобного рода, в частности:
- сохранение эластичности после температурной обработки;
- невосприимчивость по отношению к многочисленным агрессивным факторам;
- гибкость при высокой износостойкости.
В комбинации с такими каркасными материалами, как сталь, арамиды, полиамиды или вискозный шелк, резина является высокоэффективным материалом.
Принимая во внимание, что автомобильные шины являются сложным техническим объектом, над разработкой которого постоянно работают самые крупные фирмы-производители, постоянно повышая их эксплуатационный ресурс, они также являются одним из самых крупнотоннажных источников вторичных резиносодержащих ресурсов. К моменту выхода из эксплуатации материалы шины (главным образом за счет истирания) претерпевают незначительные изменения, связанные со старением, поэтому возврат резины в хозяйственные оборот может позволить существенно экономить первичные ресурсы, в частности каучуки.
Т.е., использованные автошины, будучи продуктом с высоким уровнем овеществленного труда, является вторичным ресурсом, имеющим высокий экономический потенциал переработки.
Существуют многочисленные способы переработки изношенных автошин в резиновый порошок (при обычной температуре, при отрицательных температурах, в жидких средах и т.д.), каждый из которых имеет свои достоинства и недостатки [Дроздовский В.Ф. «Получение измельченных вулканизатов», Каучук и резина, №5, с.44-50].
Одним из традиционных (консервативных) способов переработки изношенных автошин в резиновый порошок является их механическое измельчение при нормальных условиях и разделение получаемых продуктов измельчения на составляющие их материалы, т.е. резина измельчается механическим способом до резинового порошка полифракционного состава, очищается от примесей и классифицируется по фракциям. Измельченная сталь металлокорда может быть переплавлена в новые изделия, текстиль может быть применен в строительстве, например, в качестве изоляционного материала или наполнителя резинотекстильных материалов. Основное преимущество такого способа переработки использованных автошин в конечный продукт по отношению к другим методам состоит в том, что в полученном резиновом порошке сохраняются основные физические и химические свойства исходной резины. Кроме того, это один из самых наиболее дружественных к окружающей среде способов переработки изношенных шин [Демина Л.А. (МГУП "Промотходы") «Старая шина между будущим и настоящим», «Энергия: экономика, техника, экология», 2002, №2, с.55-59].
Такой способ переработки включает в себя, как правило, следующие основные, последовательно реализуемые стадии:
1) удаление загрязнений (мойка или чистка) - при необходимости;
2) предварительная разделка шины на фрагменты;
3) измельчение (одно- или многостадийное) до получения основной массы резинового порошка с размером частиц до 4 мм;
4) одно- или многостадийная сепарация из продуктов измельчения ферромагнитных частиц металлокорда;
5) одно- или многостадийная сепарация из резиноволокнистой массы волокна текстильного корда и возврат крупных частиц продуктов резины на доизмельчение;
6) классификация резинового порошка по размерам на несколько фракций - в зависимости от потребности [Тугов И.И. «Проблема использования изношенных шин (Комплексная регенерация методом набухания и вторичное использование полимерных материалов из изношенных шин», Москва, Ростехиздат, 1962 г., с.43-45].
Известен способ переработки изношенных шин, при котором из шин предварительно удаляют бортовые кольца, режут шины на фрагменты, постадийно измельчают их с последующим фракционированием резинового порошка и попутно извлекают текстильный корд посредством вибрационного воздействия на ситах, а также подвергают магнитной сепарации и отделяют металлический корд [патент РФ №2043924].
Признаками изобретения, совпадающие с аналогом:
а) фрагментирование шины с вырезкой бортовых колец;
б) постадийное измельчение;
в) отделение материала текстильного и металлического корда;
г) фракционирование получаемого резинового порошка.
Отличие данного способа заключается в том, что на одной из стадий измельчение осуществляют в дробилке роторного типа, т.е. отличие в способе измельчения. Кроме того, существенно различаются способы отделения металлического и текстильного корда.
Известен способ переработки изношенных шин в резиновый порошок, при котором предварительную разделку шин осуществляют продавливанием через отверстия решетки с образованием смеси резиновых жгутов, металлобрикетов, текстильного корда [патент РФ №2138393]. Затем резиновые жгуты в смеси с текстильным кордом измельчают с образованием резинового порошка. Из него выделяют текстильный корд путем его разделения на длинноволокнистую и коротковолокнистую фракции с одновременным свойлачиванием волокон длинноволокнистой фракции и последующим пневматическим отсасыванием волокон коротковолокнистой фракции. Одновременно с выделением текстильного корда осуществляют разделение резинового порошка на мелкую и крупную фракции. Крупную фракцию отправляют на доизмельчение.
Признаки изобретения, совпадающие с прототипом:
а) измельчение материала изношенных шин до резинового порошка;
б) отделение металлического и текстильного корда.
Отличия заключаются в том, что в изобретении операцию предварительного фрагментирования шин осуществляют с помощью борторезательного станка, где вырезают бортовые кольца и разрезают шину вдоль образующей, а также в способах выделения металла, и текстиля, причем последний характеризуется исключением операции свойлачивания крупноволокнистой его части.
Известен способ получения резинового порошка из изношенных шин [патент РФ №2162015], согласно которому:
а) шины измельчают в три стадии на дисковых валковых дробилках;
б) измельченную массу сортируют после второй и третьей стадий измельчения;
в) измельченную массу разделяют на составные части, при этом
г) металлический корд отделяют после каждой стадии измельчения,
д) а текстильный корд - на этапах сортировки;
е) частицы измельченной массы, не прошедшие сортировку, направляют на повторное измельчение.
Признаки изобретения, совпадающие с аналогом:
а) постадийное измельчение шин дисковыми валковыми дробилками;
б) сортировка продуктов измельчения;
в) доизмельчение частиц, не прошедших сортировку;
г) отделение металлического корда;
д) отделение текстиля.
Признаки изобретения, отличные от аналога:
а) двухстадийная схема измельчения изношенных шин;
б) отделение металлического корда после второй (и последней) стадии измельчения;
в) способ отделения металла;
г) способ отделения текстиля.
Известен способ, выбранный в качестве прототипа [патент РФ 2128115], согласно которому последовательно:
- шину фрагментируют (вырезают бортовые кольца и разрезают пополам вдоль образующей);
- полученные половинки шин измельчают (дробят) в три стадии;
- на 1-й и 2-й стадиях на измельчителях валкового типа, снабженных
- набором дисковых фрез с расстоянием между ними 50÷100 мм, причем
- измельчитель второй стадии снабжен калибрующей решеткой с размером отверстий 10÷40 мм,
- а тонкое измельчение осуществляют в аппарате экструзионного типа в условиях реализации в материале сдвиговых деформаций;
- выделение из продуктов измельчения ферромагнитных и текстильных включений;
- фракционирование полученного порошка на ситах с отверстиями размером 1÷5 мм.
Согласно описанию по способу-прототипу можно получать товарный резиновый порошок с остаточным содержанием:
- текстиля 3÷5%;
- металла 0,01÷0,08%.
Признаки изобретения, совпадающие с прототипом:
а) вырезка бортовых колец и резка шины вдоль образующей на две половины;
б) постадийное измельчение на дробилках валкового типа, снабженных набором дисковых фрез разного диаметра;
в) получение тонкой фракции резинового порошка в условиях обеспечения сдвиговых деформаций, которые реализуются в процессе экструзии;
г) сепарация продуктов после второй стадии измельчения с помощью калибрующей решетки;
д) магнитная сепарация металла;
е) отделение текстильных включений;
ж) фракционирование резинового порошка.
Признаки изобретения, отличительные от прототипа:
а) получение резинового порошка тонкой фракции в две стадии путем изменения конструкции фрез, а также реализации сдвиговых деформаций за счет обеспечения возможности вращения валков с фрикцией, величина которой различается на измельчителях первой и второй стадиях.
б) двухстадийное отделение ферромагнитных включений из продуктов измельчения, в условиях их псевдоожижения за счет вибрации на вибростоле в момент схода разделяемого материала с вибростола, установленного на каркасе на виброопорах.
в) отделение текстильных включений на решетчатом вибростоле, установленном на виброопорах на каркасе под углом 8÷14 град к горизонту, из материала, находящегося в условиях псевдоожижения за счет вибрации.
Раскрытие изобретения - способ.
Задача, решаемая изобретением, - расширение арсенала технических средств в технологии переработки изношенных шин в резиновый порошок.
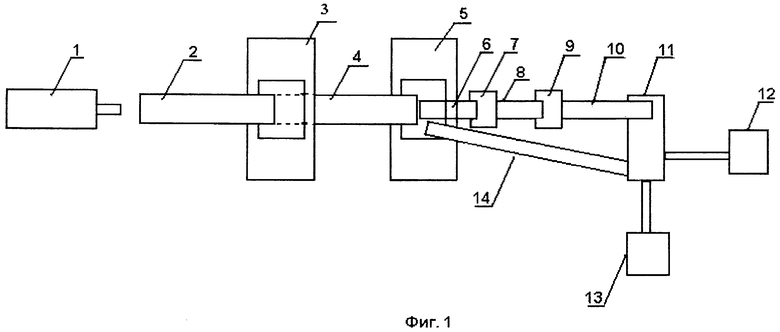
Согласно изобретению процесс получения резинового порошка из изношенных шин представлен на схеме (фиг.1).
Шину предварительно разделывают на фрагменты, например, на борторезательном станке 1, где горизонтально установленными ножами вырезают бортовые кольца, и вертикальным ножом разрезают ее вдоль образующей на две половинки. Бортовые кольца далее не используют.
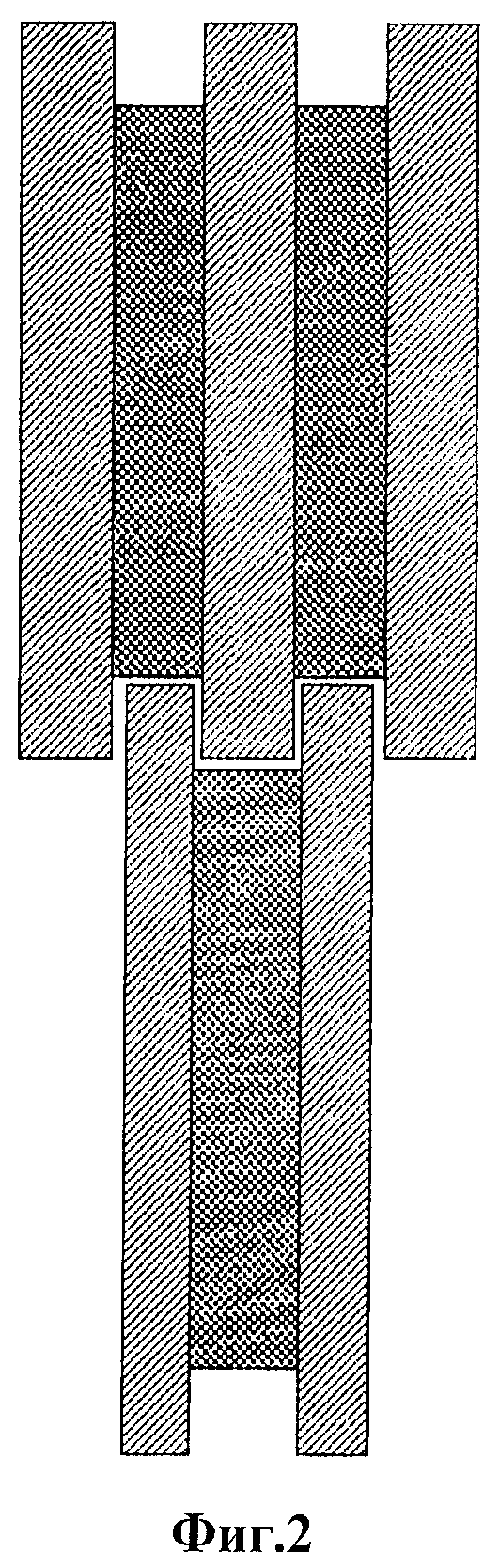
Полученные половинки шин подают, например, ленточным транспортером 2, на первую стадию измельчения - на валковый дисковый измельчитель 3 с фрезами с различным диаметром и шириной, вращающимися навстречу друг другу, выполненными так, что фрезы одного валка образуют с фрезами другого валка ступенчатое «зацепление», как показано на (фиг.2), с «глубиной» 40÷100 мм и с шириной зазора между фрезами разных валков 5÷10 мм на измельчителе первой стадии и 2÷5 мм на измельчителе второй стадии.
Измельчение на первой стадии осуществляют при вращении валков с фрикцией 1÷3.
Полученный измельченный продукт, например, с помощью ленточного транспортера 4 подают на дисковый измельчитель второй стадии 5, снабженный калибрующей решеткой с отверстиями размером 5÷10 мм, причем валки измельчителя 2-й стадии вращаются с фрикцией 3÷5.
Затем продукт, прошедший через калибрующую решетку, подают (например, ковшовым транспортером) 6 в загрузочное устройство сепаратора ферромагнитных включений первой стадии 7. Использование ковшового транспортера, в частности, позволяет избежать агломерирования продуктов измельчения, которое неизбежно возникает при использовании, например, ленточных и шнековых транспортеров, а это, в свою очередь, повышает эффективность сепарации смеси на отдельные компоненты.
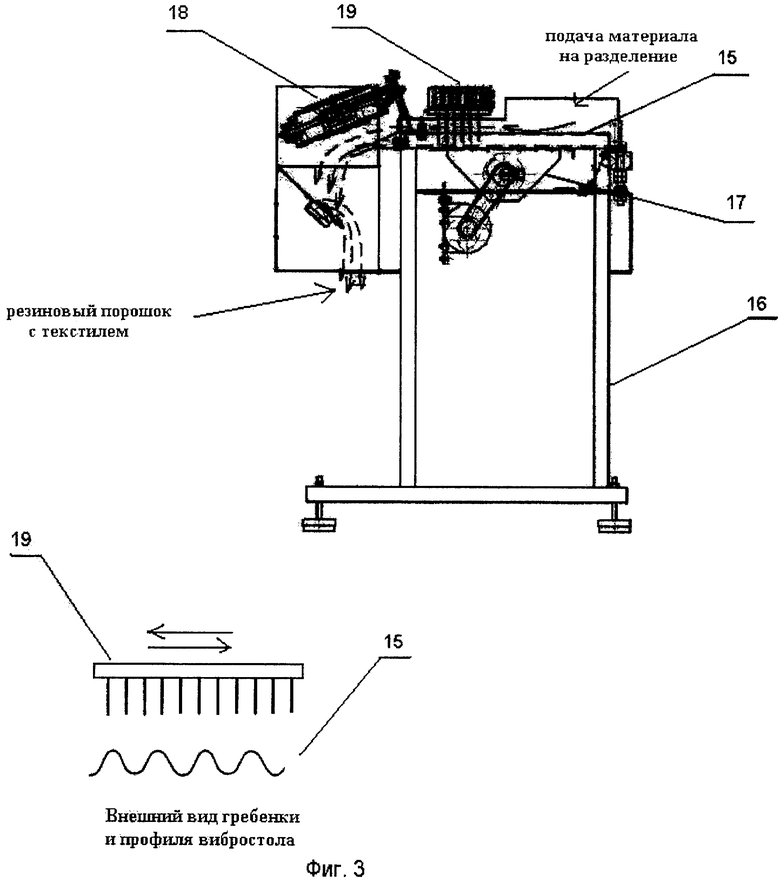
Отделение ферромагнитных включений осуществляют в условиях псевдоожижения слоя разделяемого материала в две стадии путем предварительного разрыхления разделяемой смеси на каждой стадии на вибростоле 15 магнитного сепаратора (фиг.3), совершающем колебания с частотой 10÷20 Гц и амплитудой 0,5÷5 мм. При этом материал измельченной шины продвигается за счет вибраций вибростола к зоне действия магнитной системы, установленной внутри ленточного транспортера 18, смонтированного на краю вибростола в месте схода с него материала. Ферромагнитные включения притягиваются магнитной системой, образованной постоянными магнитами с коэрцитивной силой 200÷300 кА/м, к ленте транспортера и уносятся ею за зону действия магнитной системы, где отрываются от нее под действием силы тяжести и падают в сборную емкость.
На первой стадии магнитной сепарации отделяют до 90% измельченного металлокорда.
Далее, полученный продукт подают также транспортером 8, например ковшовым, в загрузочное устройство сепаратора ферромагнитных включений второй стадии 9 (с теми же характеристиками и в тех же условиях), на выходе из которого получают продукт, содержащий 0,01÷0,1% остаточного металла.
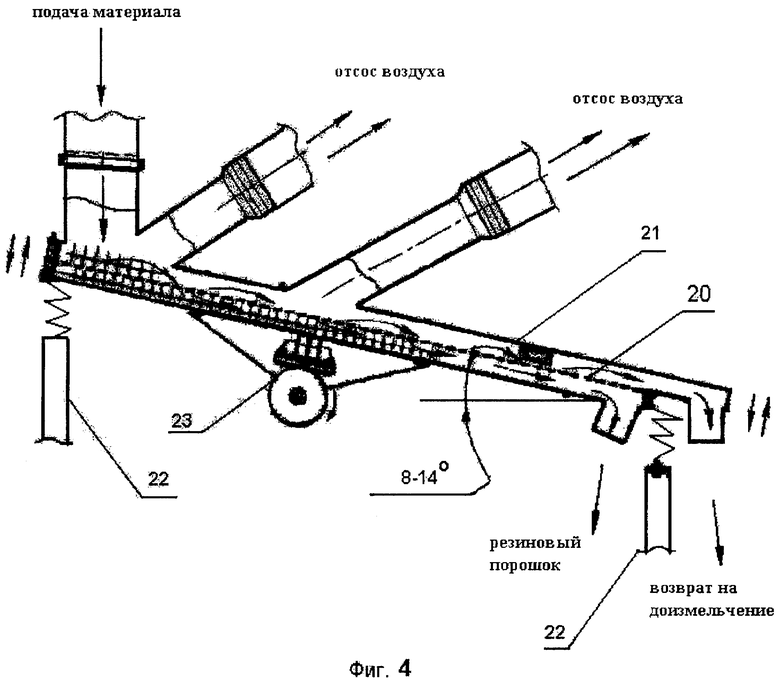
Затем также транспортером 10, например ковшовым, полученную смесь резинового порошка и текстильных включений (с остаточным содержанием металла) подают в загрузочное устройство сепаратора текстильных включений 11. Здесь, на вибростоле (фиг.4), представляющем собой сепарационную решетку 20 с отверстиями размером 3÷4 мм, установленную под углом 8÷14 град к горизонту на каркасе 22 на виброопорах и заключенную в корпус 21, из разделяемого материала, в условиях его псевдоожижения за счет колебаний вибростола с частотой 10÷20 Гц и амплитудой 3÷8 мм, вызываемых дисбалансом 23, в восходящем воздушном потоке (который создается вентилятором высокого давления) при скорости витания частиц 0,5÷1 м/с из смеси извлекают текстильные включения, которые оседают в циклоне 13.
Резиновый порошок с остаточным содержанием текстильного пуха, прошедший через решетку сепаратора, подается на фракционирование, например в секционное вибрационное сито 12.
Порошок, не прошедший через сепарационную решетку, возвращается транспортером 14 на доизмельчение на дисковый измельчитель второй стадии 5.
Краткое описание чертежей.
На фиг.1 показана последовательность осуществления способа переработки изношенных автошин, а также совокупность оборудования технологической линии и последовательность его установки.
На фиг.2 показана конфигурация и зацепление валковых фрез измельчителя.
На фиг.3 показана компоновка рабочих органов магнитного сепаратора, устройство (внешний вид) игольчатой гребенки, а также направление движения материала.
На фиг.4 показана компоновка рабочих органов воздушного сепаратора и направление движения материала.
Осуществление изобретения - способ.
Пример 1.
- глубина ступенчатого «зацепления» фрез 50 мм;
- ширина зазора между фрезами на измельчителе 1-й стадии 5 мм;
- ширина зазора между фрезами на измельчителе 2-й стадии 2 мм;
- фрикция валков на первой стадии 1;
- фрикция валков на второй стадии 3;
- размер отверстий калибрующей решетки на измельчителе 2-й стадии 5 мм;
- частота колебаний вибростола магнитного сепаратора 10 Гц;
- амплитуда колебаний вибростола магнитного сепаратора 0,5 мм;
- коэрцитивная сила постоянных магнитов магнитного транспортера 200 кА/м;
- размер отверстий решетки вибростола сепаратора текстильных включений 3 мм;
- угол наклона вибростола сепаратора текстильных включений к горизонту 8 град;
- частота колебаний сепаратора текстильных включений 10 Гц;
- амплитуда колебаний 3 мм,
- скорость витания частиц в восходящем воздушном потоке 0,5 м/с.
Получают резиновый порошок с показателями:
- массовая доля черных металлов 0,005%;
- массовая доля остатков кордного волокна 2%.
Пример 2.
- глубина ступенчатого «зацепления» фрез 100 мм;
- ширина зазора между фрезами на измельчителе 1-й стадии 10 мм;
- ширина зазора между фрезами на измельчителе 2-й стадии 5 мм;
- фрикция валков на первой стадии 3;
- фрикция валков на второй стадии 5;
- размер отверстий калибрующей решетки на измельчителе 2-й стадии 10 мм;
- частота колебаний вибростола магнитного сепаратора 20 Гц;
- амплитуда колебаний вибростола магнитного сепаратора 5 мм;
- коэрцитивная сила постоянных магнитов магнитного транспортера 300 кА/м;
- размер отверстий решетки вибростола сепаратора текстильных включений 4 мм;
- угол наклона вибростола сепаратора текстильных включений к горизонту 14 град;
- частота колебаний сепаратора текстильных включений 20 Гц;
- амплитуда колебаний 8 мм;
- скорость витания частиц в восходящем воздушном потоке 1 м/с.
Получают резиновый порошок с показателями:
- массовая доля черных металлов 0,002%;
- массовая доля остатков кордного волокна 0,01%.
Известные технологические линии, предназначенные для переработки изношенных шин в резиновый порошок методом измельчения при положительной температуре, как правило, в качестве основного технологического оборудования, включают в себя:
- устройства грубого измельчения;
- устройства тонкого измельчения;
- устройства отделения ферромагнитных частиц металлокорда;
- устройства отделения волокнистых включений текстильного корда;
- устройства фракционирования полученного резинового порошка [Дроздовский В.Ф. «Получение измельченных вулканизатов», Каучук и резина, №5, с.44-50].
Известна линия для получения резинового порошка из изношенных шин [патент РФ №38457], которая включает в себя последовательно соединенные измельчители грубого и тонкого помола и классификатор на выходе линии, разделяющий резиновый порошок на отдельные фракции, причем между измельчителем тонкого помола и классификатором установлены последовательно соединенные магнитный сепаратор и сепаратор текстильных включений, а между измельчителями грубого и тонкого помола установлен вибропросеиватель, имеющий два выхода: один к выходу крупной фракции, к которой присоединен измельчитель тонкого помола, а другой - к выходу мелкой фракции, к которой последовательно присоединены магнитный сепаратор и вибросито, один выход которого присоединен к измельчителю тонкого помола, а второй - к сепаратору текстильных включений, включающему в себя циклон, отсасывающий вентилятор и воздуховоды отсоса текстильных отходов, соединяющие циклон с вибропросеивателем и сепаратором текстильных отходов.
Признаки изобретения, совпадающие с аналогом:
- наличие устройства грубого измельчения;
- наличие устройства тонкого измельчения;
- наличие устройства просеивания тонкой фракции;
- наличие устройства магнитной сепарации металла;
- наличие устройства сепарации текстильных отходов;
- наличие классификатора.
Признаки изобретения, отличные от аналога:
- конструктивное исполнение измельчителей грубого и тонкого помола;
- средство просеивания продуктов измельчения выполнено в виде калибрующей решетки, установленной на втором измельчителе;
- способ работы и конструктивное исполнение устройства сепарации металлических и текстильных включений.
Известна линия для переработки изношенных шин в резиновый порошок, выбранная в качестве прототипа [патент РФ №2162015], которая включает следующие устройства:
- установки грубого, мелкого и порошкового измельчения, выполненные в виде валковых дробилок с зубчатыми дисками;
- устройства сортировки продуктов измельчения и возврата на доизмельчение, причем устройства сортировки совмещены с устройствами отделения текстиля;
- устройства отделения металла.
Признаки изобретения, совпадающие с прототипом:
- применение измельчителей валкового типа с дисковыми фрезами;
- наличие устройств отделения металла и текстиля.
Признаки изобретения, отличные от прототипа:
- технологическая линия включает дополнительно устройство для предварительной разделки шин на фрагменты, например станок борторезательный;
- общая компоновка оборудования;
- два измельчителя валкового типа с дисковыми фрезами, вместо трех по прототипу;
- конструктивное выполнение устройств отделения металла и текстиля.
Раскрытие изобретения - технологическая линия.
Задача, решаемая изобретением, - расширение арсенала технических средств, в частности оборудования в области переработки изношенных шин в резиновый порошок.
На фиг.1 показана общая схема и последовательность расположения оборудования технологической линии для переработки изношенных шин в резиновый порошок. Согласно схеме технологическая линия включает:
- устройство для предварительной разделки шин на фрагменты, например станок борторезательный (1);
- устройство измельчения, выполненное в виде двух последовательно установленных валковых дисковых измельчителей (3, 5);
- устройство сепарации металла, выполненное в виде двух последовательно установленных магнитных сепараторов (7, 9);
- устройство сепарации текстильных включений (11).
Все устройства технологической линии соединены подающими транспортерами (2, 4, 6, 8, 10). Кроме того, аппарат сепарации текстильных включений снабжен транспортером (14) возврата материала, не прошедшего через сепарирующую решетку, на измельчитель второй стадии (5).
Шину предварительно разделывают на фрагменты, например, на борторезательном станке 1, где бортовые кольца разрезают ее вдоль образующей на две половинки. Бортовые кольца далее не используют.
Полученные половинки шин транспортером 2, например ленточным, подают на первую стадию измельчения - на валковый дисковый измельчитель 3 с фрезами различного диаметра и шириной 30÷60 мм, вращающимися навстречу друг другу, выполненными так, что фрезы одного валка образуют с фрезами другого валка ступенчатое «зацепление», как показано на фиг.2, с «глубиной» 40÷100 мм и с шириной зазора между фрезами 5÷10 мм на измельчителе 1-й стадии и 2÷5 мм на измельчителе 2-й стадии. Причем измельчение на первой стадии осуществляют при вращении валков с фрикцией 1÷3.
Полученный измельченный продукт, например, с помощью транспортера 4, например ленточного, подают на дисковый валковый измельчитель второй стадии 5, снабженный калибрующей решеткой с отверстиями размером 5÷10 мм, с такой же конфигурацией фрез, как и на первом (только «зеркально отраженной», т.е. фреза с большим диаметром одного валка входит в зацепление с фрезой меньшего диаметра противоположного валка), вращающихся с фрикцией 3÷5.
Затем продукт, прошедший через калибрующую решетку, подают транспортером 6, например ковшовым, на сепарацию металла сепаратора ферромагнитных включений первой стадии 7. Так, например, ковшовый транспортер позволяет избежать чрезмерного агломерирования продуктов измельчения, которое неизбежно возникает при использовании, например, ленточных и/или шнековых транспортеров, а это повышает эффективность сепарации смеси на отдельные компоненты.
Отделение ферромагнитных включений осуществляют в устройстве сепарации металла, выполненном в виде двух последовательно расположенных магнитных сепараторов, каждый из которых (фиг.3 - вид сбоку), представляет собой вибростол 15, установленный на каркасе 16 на виброопорах с возможностью совершения колебаний с частотой 10÷20 Гц и амплитудой 0,5÷5 мм. В качестве источника вынужденных колебаний используют дебаланс 17, установленный в центре масс вибростола, в частности, при отношении веса стола к статическому крутящему моменту дисбаланса от 6 до 7 см-1.
При этом ферромагнитные включения извлекают из смеси материалов с помощью неподвижно установленной магнитной системы, образованной постоянными магнитами с коэрцитивной силой 200÷300 кА/м, смонтированной внутри ленточного транспортера 18, установленного на каркасе в месте схода разделяемой смеси материалов с вибростола, так, что движение ленты транспортера осуществляется в направлении, перпендикулярном движению разделяемого материала на расстоянии от 0,5h до 1h от поверхности вибростола, где h - наибольший из размеров наиболее крупного агломерата продуктов измельчения изношенных шин.
Для повышения эффективности разрыхления материала на вибростоле дополнительно используют систему игольчатых гребенок 19 в количестве от 3 до 6 шт., установленных на каркасе параллельно друг другу с возможностью совершения возвратно-поступательных колебаний в направлении, перпендикулярном направлению движения материала на вибростоле, и зазором относительно поверхности вибростола, уменьшающимся в направлении движения материала от 0,9h до 0,1h и с промежутками между иглами от 0,2 до 1,4h, где h - размер наиболее крупного агломерата продукта измельчения изношенных шин.
Игольчатые гребенки совершают возвратно-поступательные колебания с амплитудой 0,3÷2h и частотой 1÷5 Гц, причем соседние гребенки колеблются в противоположных направлениях.
Для улучшения разделения смеси материалов поверхность стола выполнена волнообразной.
На первой стадии магнитной сепарации отделяют до 90% измельченного металлокорда.
Далее, полученный продукт подают транспортером 8 (фиг.1), например также ковшовым, в загрузочное устройство сепаратора ферромагнитных включений 9 второй стадии с теми же характеристиками и в тех же условиях, на выходе из которого получают продукт, содержащий 0,01÷0,1% остаточного металла.
Затем транспортером 10, например ковшовым, полученную смесь резинового порошка и текстильных включений (с остаточным содержанием металла) подают в загрузочное устройство сепаратора текстильных включений 11.
Сепаратор текстильных включений (фиг.4) представляет собой вибростол, выполненный в виде решетки 20 с отверстиями размером 3÷4 мм, установленной под углом 8÷14 град к горизонту и заключенной в корпус 21, смонтированный на виброопорах на каркасе 22 (фрагмент), с возможностью совершения колебаний с частотой 10-20 Гц и амплитудой 3÷8 мм, обеспечиваемых, например, дисбалансом 23, установленным в центре масс вибростола.
На верхней крышке корпуса вибростола смонтировано средство создания регулируемого восходящего воздушного потока, выполненное в виде патрубков отсоса воздуха, соединенных со средством создания разрежения, например с вентилятором высокого давления. Кроме того, на боковых стенках корпуса выполнены отверстия с заслонками, позволяющие регулировать скорость воздушного потока. Извлечение текстильных включений осуществляют в восходящем воздушном потоке при скорости витания частиц 0,5÷1 м/с, из смеси извлекают текстильные включения, которые оседают в циклоне 13 (фиг.1).
Далее, очищенный резиновый порошок подают на фракционирование, например на ситовый классификатор 12 (фиг.1), где порошок фракционируют на 3÷4 фракции.
Частицы смеси, не прошедшие через сепарационную решетку, транспортером 14 возвращаются на доизмельчение на дисковый валковый измельчитель 2-й стадии.
Частные существенные признаки - расположение и количество игольчатых гребенок, отношение веса вибростола к статическому крутящему моменту дисбаланса от 6 до 7 см-1, а также отношение площади отверстий к общей площади решетки 0,3÷0,5.
Осуществление изобретения - технологическая линия.
Пример 1:
- ширина фрез на первом валу 30 мм;
- глубина ступенчатого «зацепления» фрез 50 мм;
- ширина зазора между фрезами соседних валков на измельчителе 1-й стадии 5 мм;
- ширина зазора между фрезами соседних валков на измельчителе 2-й стадии 2 мм;
- фрикция валков на первой стадии 1;
- фрикция валков на второй стадии 3;
- размер отверстий калибрующей решетки на измельчителе 2-й стадии 5 мм;
- частота колебаний вибростола магнитного сепаратора 10 Гц;
- амплитуда колебаний вибростола магнитного сепаратора 0,5 мм;
- коэрцитивная сила постоянных магнитов магнитного транспортера 200 кА/м;
- размер отверстий решетки вибростола сепаратора текстильных включений 3 мм;
- угол наклона вибростола сепаратора текстильных включений к горизонту 8 град;
- частота колебаний сепаратора текстильных включений 10 Гц;
- амплитуда колебаний решетки 3 мм;
- соотношение площади отверстий к всей площади решетки 0,3.
- отношение веса вибростола к статическому крутящему моменту составляет 6 см-1.
Получают резиновый порошок с показателями:
- массовая доля черных металлов 0,01%;
- массовая доля остатков кордного волокна 0,02%.
Пример 2.
- ширина фрез на первом валу 60 мм;
- глубина ступенчатого «зацепления» фрез 90 мм;
- ширина зазора между фрезами на измельчителе 1-й стадии 10 мм;
- ширина зазора между фрезами на измельчителе 2-й стадии 5 мм;
- фрикция валков на первой стадии 3;
- фрикция валков на второй стадии 5;
- размер отверстий калибрующей решетки на измельчителе 2-й стадии 10 мм;
- частота колебаний вибростола магнитного сепаратора 20 Гц;
- амплитуда колебаний вибростола магнитного сепаратора 5 мм;
- коэрцитивная сила постоянных магнитов магнитного транспортера 300 кА/м;
- размер отверстий решетки вибростола сепаратора текстильных включений 4 мм;
- угол наклона вибростола сепаратора текстильных включений к горизонту 14 град;
- частота колебаний сепаратора текстильных включений 20 Гц;
- амплитуда колебаний 8 мм;
- отношение веса вибростола к статическому крутящему моменту составляет 7 см-1.
- соотношение площади отверстий к всей площади решетки 0,5.
Получают резиновый порошок с показателями:
- массовая доля черных металлов 0,005%;
- массовая доля остатков кордного волокна 0,01%.
На практике, на основе данного изобретения, реализована промышленная технологическая линия со следующими характеристиками:
Производительность до 500 кг шин/час.
Размеры перерабатываемых шин:
- диаметр до 1400 мм;
- ширина профиля до 450 мм.
Производительность по резиновому порошку фракции до 4 мм - от 250 кг/час (в зависимости от вида шин).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отделения ферромагнитных включений из продуктов измельчения изношенных шин и устройство для его осуществления | 2001 |
|
RU2225261C2 |
| ЛИНИЯ ДЛЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 2005 |
|
RU2283226C1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК | 1997 |
|
RU2128115C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| Способ утилизации отходов в виде измельченного металлокорда от механической переработки автопокрышек и устройство для его осуществления | 2019 |
|
RU2715125C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 2005 |
|
RU2312015C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ШИН | 2014 |
|
RU2570433C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| ЛИНИЯ УТИЛИЗАЦИИ ИЗНОШЕННЫХ ШИН | 2002 |
|
RU2213657C1 |
| Диспергатор резиновой крошки | 2019 |
|
RU2712673C1 |
Группа изобретений относится к области переработки изношенных автошин в резиновый порошок. Согласно способу переработки изношенных шин в резиновый порошок шины предварительно разделяют с удалением бортового кольца, производят двухстадийное измельчение полученных кусков шин, сепарацию продуктов после второй стадии измельчения и последующее извлечение измельченного металлического и текстильного корда. Измельчение осуществляют фрезами, сепарацию продуктов после второй стадии измельчения осуществляют путем просева через калибрующую решетку, извлечение металла осуществляют в две стадии путем предварительного разрыхления разделяемой смеси на каждой стадии на вибростоле и последующего извлечения ферромагнитных включений с помощью магнитной системы с коэрцитивной силой 200÷300 кА/м в момент схода смеси с вибростола, а извлечение остаточного текстиля из разделяемого материала осуществляют на вибростоле в восходящем воздушном потоке, причем продукты, не прошедшие через сепарирующую решетку, возвращают на 2-ю стадию измельчения. Технологическая линия для осуществления способа включает два последовательно установленных валковых дисковых измельчителя - первой и второй стадии измельчения, устройство для извлечения ферромагнитных включений из продуктов измельчения изношенных шин, устройство для извлечения текстильных включений и средства транспортирования. Технологическая линия дополнительно включает устройство для предварительной разделки шин на фрагменты. Дисковые измельчители оснащены фрезами шириной 30÷60 мм, установленными так, что соседние дисковые фрезы одного валка, вращающиеся навстречу друг другу и имеющие разный диаметр, входят между соответствующими фрезами другого валка на глубину 40÷100 мм, образуя зазоры шириной 5÷10 мм на измельчителе 1-й стадии и 2÷5 мм - на 2-й стадии. Валки измельчителя первой стадии вращаются с фрикцией 1÷3, а валки 2-й стадии с фрикцией 3-5. Измельчитель второй стадии снабжен калибрующей решеткой с отверстиями размером 5÷10 мм. Устройство для извлечения ферромагнитных включений выполнено в виде двух последовательно расположенных магнитных сепараторов, каждый из которых представляет собой вибростол с источником вынужденных колебаний, установленный на каркасе на виброопорах, с возможностью совершения колебательных движений с частотой 10÷20 Гц и амплитудой 0,5÷5 мм. Вибростол снабжен средством разрыхления продуктов измельчения, представляющим собой систему игольчатых гребенок, установленных параллельно друг другу и закрепленных на каркасе с возможностью совершения возвратно-поступательных колебаний в направлении, перпендикулярном к направлению движения продуктов измельчения. Устройство извлечения металла выполнено в виде системы постоянных магнитов с коэрцитивной силой 200÷300 кА/м, смонтированных внутри ленточного транспортера, установленного в месте схода материала с вибростола так, что движение ленты транспортера осуществляется в направлении, перпендикулярном направлению движения разделяемого материала, на расстоянии от 0,5 h до 1 h от поверхности вибростола, где h - наибольший из размеров наиболее крупного агломерата продуктов измельчения изношенных шин. Устройство для извлечения текстильных включений выполнено в виде вибростола, представляющего собой решетку с отверстиями размером 3÷4 мм, установленную под углом 8÷14 град к горизонту и заключенную в корпус, обеспечивающий создание регулируемого восходящего воздушного потока. Корпус с источником вынужденных колебаний установлен на каркасе на виброопорах, обеспечивающих возможность совершения колебаний вибростола с частотой 10÷20 Гц и амплитудой 3÷8 мм. Техническим результатом является расширение арсенала технических средств в технологии переработки изношенных шин в резиновый порошок. 2 н. и 9 з.п. ф-лы, 4 пр., 4 ил.
1. Способ переработки изношенных шин в резиновый порошок, включающий предварительную разделку шин с удалением бортового кольца, двухстадийное измельчение полученных кусков шин на последовательно установленных дисковых валковых измельчителях, валки которых оснащены наборами дисковых фрез, вращающихся навстречу друг другу, сепарацию продуктов после второй стадии измельчения путем просева через калибрующую решетку и последующее последовательное извлечение измельченного металлического и текстильного корда, отличающийся тем, что измельчение осуществляют фрезами, установленными так, что соседние дисковые фрезы одного валка, имеющие разный диаметр, входят между соответствующими фрезами другого валка на глубину 40÷100 мм, образуя зазоры между фрезами разных валков шириной 5÷10 мм на измельчителе 1-й стадии и 2÷5 мм - на 2-й стадии, причем валки измельчителя первой стадии вращаются с фрикцией 1÷3, а валки 2-й стадии с фрикцией 3÷5, и сепарацию продуктов после второй стадии измельчения осуществляют через калибрующую решетку с размерами отверстий 5÷10 мм, извлечение металла осуществляют в две стадии путем предварительного разрыхления разделяемой смеси на каждой стадии на вибростоле, установленном на каркасе на виброопорах и колеблющемся с частотой 10÷20 Гц и амплитудой 0,5÷5 мм, и последующего извлечения ферромагнитных включений с помощью магнитной системы с коэрцитивной силой 200÷300 кА/м в момент схода смеси с вибростола, а извлечение остаточного текстиля из разделяемого материала осуществляют на вибростоле. представляющем собой решетку с размерами отверстий 3÷4 мм, установленную на каркасе на виброопорах под углом 8÷14° к горизонту, колеблющуюся с частотой 10÷20 Гц и амплитудой 3÷8 мм, в восходящем воздушном потоке, причем продукты, не прошедшие через сепарирующую решетку, возвращают на 2-ю стадию измельчения.
2. Способ по п.1, отличающийся тем, что предварительную разделку шин на куски осуществляют путем вырезания бортового кольца и резки шины вдоль образующей на две половины.
3. Способ по п.1, отличающийся тем, что извлечение остаточного текстиля осуществляют в восходящем воздушном потоке при скорости витания 0,5÷1 м/с.
4. Способ по п.1, отличающийся тем, что для подачи измельченного материала со второго измельчителя на первую стадию отделения ферромагнитных включений, затем - на вторую и далее - на стадию отделения текстиля осуществляется с использованием ковшовых транспортеров.
5. Технологическая линия для осуществления способа по п.1, включающая два последовательно установленных валковых дисковых измельчителя - первой и второй стадии измельчения, оснащенных набором фрез, вращающихся навстречу друг другу, причем измельчитель второй стадии снабжен калибрующей решеткой, устройство для извлечения ферромагнитных включений из продуктов измельчения изношенных шин, и устройство для извлечения текстильных включений и средства транспортирования, отличающаяся тем, что дополнительно включает устройство для предварительной разделки шин на фрагменты, дисковые измельчители оснащены фрезами шириной 30÷60 мм, установленными так, что соседние дисковые фрезы одного валка, имеющие разный диаметр, входят между соответствующими фрезами другого валка на глубину 40÷100 мм, образуя зазоры шириной 5÷10 мм на измельчителе 1-й стадии и 2÷5 мм - на 2-й стадии, причем валки измельчителя первой стадии вращаются с фрикцией 1÷3, а валки 2-й стадии с фрикцией 3-5, причем измельчитель второй стадии снабжен калибрующей решеткой с отверстиями размером 5÷10 мм, устройство для извлечения ферромагнитных включений выполнено в виде двух последовательно расположенных магнитных сепараторов, каждый из которых представляет собой вибростол с источником вынужденных колебаний, установленный на каркасе на виброопорах, с возможностью совершения колебательных движений с частотой 10÷20 Гц и амплитудой 0,5÷5 мм, причем вибростол снабжен средством разрыхления продуктов измельчения, представляющим собой систему игольчатых гребенок, установленных параллельно друг другу и закрепленных на каркасе с возможностью совершения возвратно-поступательных колебаний в направлении, перпендикулярном к направлению движения продуктов измельчения, а устройство извлечения металла выполнено в виде системы постоянных магнитов с коэрцитивной силой 200÷300 кА/м, смонтированных внутри ленточного транспортера, установленного в месте схода материала с вибростола так, что движение ленты транспортера осуществляется в направлении, перпендикулярном направлению движения разделяемого материала, на расстоянии от 0,5 h до 1 h от поверхности вибростола, где h - наибольший из размеров наиболее крупного агломерата продуктов измельчения изношенных шин, и устройство для извлечения текстильных включений, выполненное в виде вибростола, представляющего собой решетку с отверстиями размером 3÷4 мм, установленную под углом 8÷14° к горизонту и заключенную в корпус, обеспечивающий создание регулируемого восходящего воздушного потока, причем корпус с источником вынужденных колебаний установлен на каркасе на виброопорах, обеспечивающих возможность совершения колебаний вибростола с частотой 10÷20 Гц и амплитудой 3÷8 мм.
6. Технологическая линия по п.5, отличающаяся тем, что источник вынужденных колебаний устройства для извлечения ферромагнитных включений выполнен в виде дебаланса, установленного в центре масс вибростола, причем отношение веса стола к статическому крутящему моменту составляет от 6 до 7 см-1.
7. Технологическая линия по любому из пп.5 или 6, отличающаяся тем, что система разрыхления устройства для извлечения ферромагнитных включений выполнена в виде 3-6 игольчатых гребенок, установленных параллельно друг другу с зазором относительно дна вибростола, уменьшающимся в направлении движения материала от 0,9h до 0,1h и с промежутками между иглами от 0,2 до 1,4h.
8. Технологическая линия по п.7, отличающаяся тем, что игольчатые гребенки системы разрыхления установлены с возможностью совершения возвратно-поступательных колебаний с амплитудой 0,3÷2 h и частотой 1÷5 Гц, причем соседние гребенки колеблются в противоположных направлениях.
9. Технологическая линия по п.5, отличающаяся тем, что устройство для извлечения текстильных включений в качестве источника вынужденных колебаний включает дебаланс, установленный в центре масс вибростола, причем отношение веса вибростола к статическому крутящему моменту составляет от 6 до 7 см-1.
10. Технологическая линия по п.5, отличающаяся тем, что устройство для извлечения текстильных включений содержит вибростол с решеткой, выполненной при соотношении площади отверстий к общей площади решетки 0,3÷0,5.
11. Технологическая линия по п.5, отличающаяся тем, что средства подачи измельченного материала со второго измельчителя на первую стадию отделения ферромагнитных включений, затем - на вторую и далее - на стадию отделения текстиля, выполнены в виде ковшовых транспортеров.
| ЛИНИЯ ПЕРЕРАБОТКИ ШИН | 1998 |
|
RU2145541C1 |
| Способ выравнивания окраски мездры цветных шубных овчин | 1937 |
|
SU56263A1 |
| Машина для обесшкуривания рыбного филе | 1982 |
|
SU1055458A2 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОГО ПОРОШКА ИЗ ИЗНОШЕННЫХ ШИН И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2138393C1 |
| ЛИНИЯ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ШИН | 1997 |
|
RU2140357C1 |
| Приспособление для перемещения диаграммы в регистрирующих измерительных приборах | 1945 |
|
SU69802A1 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗНОШЕННЫХ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2043924C1 |

