Изобретение относится к области машиностроения и может быть использовано при изготовлении подвижных соединений.
Известны способы изготовления подвижного соединения, включающие формирование зазоров между элементами арматуры при помощи разделительных элементов и заполнение зазоров эластомером (ВУДБЕРРИ Р. "Поворотные сопла с гибкими шарнирами для управления вектором тяги ракетного двигателя", AIAA Paper, 1221, РР-1-18, В-78-16-;заявка Японии №56-23329, F 16 L 13/00, 1981).
В качестве разделительных элементов используются металлические шарики, которые удаляют после изготовления подвижного соединения. Из-за отсутствия разделительных элементов в центральной части сечения подвижного соединения элементы арматуры могут прогибаться под действием давления на их поверхность при заполнении зазоров эластомером, при этом толщина слоев эластомера между элементами арматуры не постоянна, что приводит к нестабильности характеристик подвижного соединения.
Известен также способ изготовления подвижного соединения, включающий сборку в пресс-форму элементов арматуры, формирование зазоров между ними при помощи разделительных элементов, заполнение зазоров эластомером и вулканизацию эластомера (патент №2195601, кл. F 16 L 27/103, F 16 L 51/00, 1998 - прототип).
Разделительные элементы выполняют из эластомера и располагают равномерно по поверхности элементов арматуры, в том числе и в центральной части сечения подвижного соединения, что позволяет получить постоянную толщину эластомера между элементами арматуры, а это важно для обеспечения стабильности характеристик подвижного соединения.
Формирование из эластомера разделительных элементов, их размещение и присоединение к элементам арматуры выполняют в отдельной пресс-форме, что позволяет технологично изготовить разделительные элементы и прочно скрепить их при вулканизации эластомера с элементами арматуры.
Однако при подготовке оснастки для осуществления способа необходимо разрабатывать громоздкую пресс-форму для изготовления из эластомера разделительных элементов и присоединения их ко всем элементам арматуры одновременно, а в менее габаритной пресс-форме нужно выполнять эту операцию в несколько приемов, что приводит к удлинению производственного процесса и повышает трудоемкость способа.
Кроме того, как показали исследования, нежелательно дважды подвергать все элементы арматуры высокотемпературному воздействию: сначала при вулканизации эластомера для создания разделительных элементов, а затем при вулканизации эластомера для образования упругих элементов подвижного соединения.
Технической задачей данного изобретения является упрощение способа и уменьшение трудоемкости процесса изготовления подвижного соединения.
Технический результат достигается тем, что в известном способе изготовления подвижного соединения, включающем сборку в пресс-форму элементов арматуры, формирование зазоров между ними при помощи разделительных элементов, заполнение зазоров эластомером и вулканизацию эластомера, элементы арматуры комплектуют в нечетном количестве, при этом каждый второй элемент арматуры скрепляют по наружной и внутренней поверхности с разделительными элементами.
При установке в пресс-форму элементы арматуры без разделительных элементов размещают около опорных колец пресс-формы, между ними устанавливают элементы арматуры с разделительными элементами, чередуя с элементами арматуры без разделительных элементов, после чего проводят заполнение зазоров эластомером и вулканизацию эластомера.
Разделительные элементы выполняют из вулканизованного эластомера.
Комплектование элементов арматуры в нечетном количестве необходимо для обеспечения рационального размещения элементов арматуры в пресс-форме, чередуя элементы арматуры без разделительных элементов с элементами арматуры с разделительными элементами, при этом скрепление разделительных элементов возможно производить с меньшей половиной элементов арматуры (с каждым вторым элементом арматуры) и тем самым снизить трудоемкость способа.
Скрепление разделительных элементов с наружной и внутренней поверхностями каждого второго (каждого четного) элемента арматуры, а не со всеми элементами арматуры позволяет выполнять эту операцию за один прием, применять менее габаритную пресс-форму и не подвергать дважды все элементы арматуры высокотемпературному воздействию при вулканизации эластомера.
Выполнение разделительных элементов из вулканизованного эластомера позволяет обеспечить совместимость после заполнения зазоров эластомером и его вулканизации, что важно для надежной работы подвижного соединения.
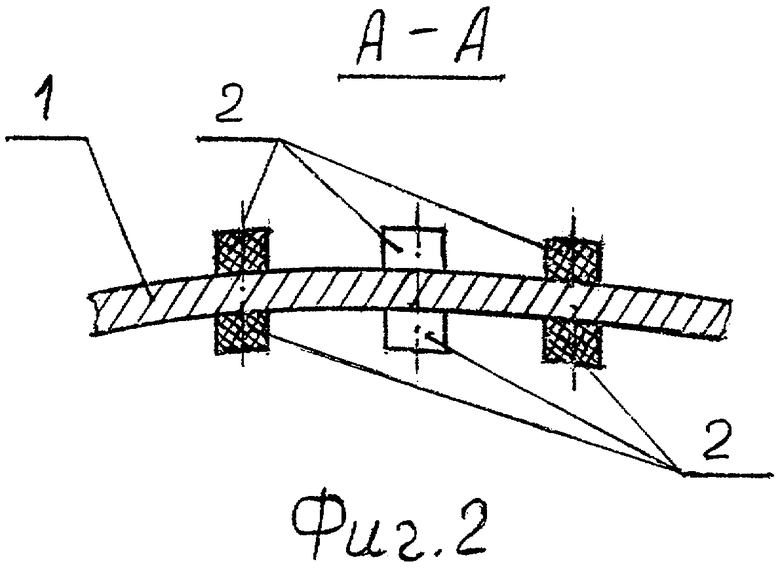
На фигурах 1, 2 представлен элемент арматуры со скрепленными разделительными элементами.
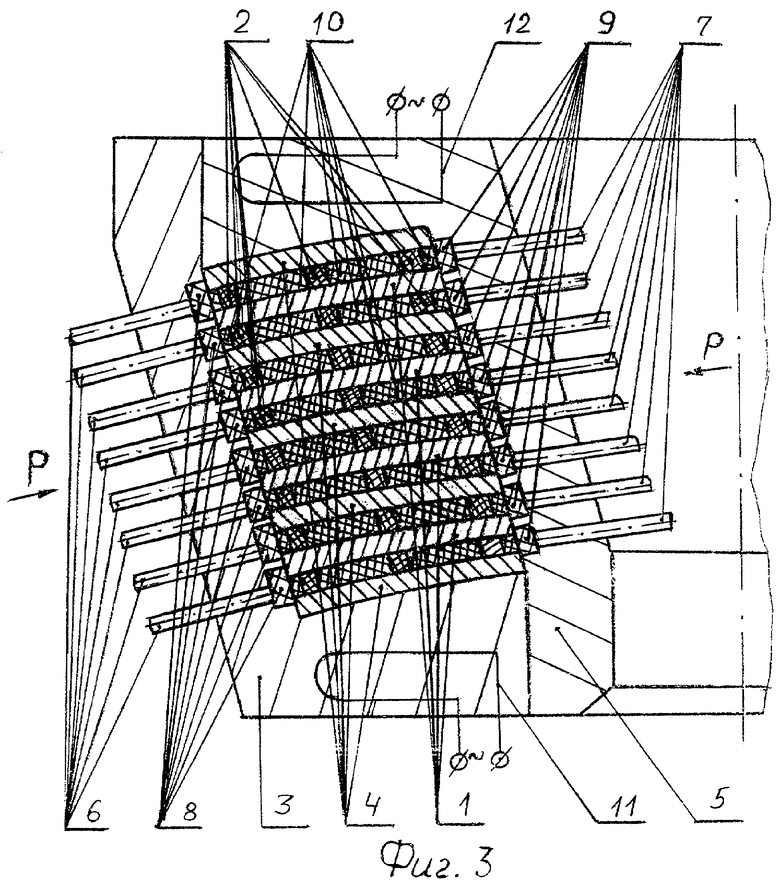
На фигуре 3 показан поперечный разрез пресс-формы для изготовления подвижного соединения.
Способ изготовления подвижного соединения заключается в следующем.
При проектировании подвижных соединений различных типоразмеров предусматривают состав элементов арматуры в нечетном количестве. Для обеспечения этого условия варьируют толщиной элементов арматуры и величиной зазоров между ними.
При подготовке к изготовлению подвижного соединения комплектуют элементы арматуры, например в количестве 9 штук, рассчитывают элементы арматуры на 1, 2-ой и, соответственно присвоенному номеру, образуют две партии.
Вторую, меньшую партию, содержащую четное количество элементов арматуры 1, в данном случае 4 штуки, предназначают для скрепления с разделительными элементами 2.
Разделительные элементы 2 изготавливают из вулканизованного эластомера, размещают на наружной и внутренней поверхности элементов арматуры 1 и скрепляют с ними в отдельной пресс-форме, одновременно на всей партии.
При изготовлении подвижного соединения на опорное кольцо 3 основной пресс-формы устанавливают элемент арматуры 4 (без разделительных элементов 2), затем устанавливают элемент арматуры 1 (со скрепленными разделительными элементами 2), после чего устанавливают элемент арматуры 4 и на него устанавливают элемент арматуры 1 и так далее, продолжая чередование (при этом в центре полученного пакета будет размещен элемент арматуры 4). В завершение устанавливают последний элемент арматуры 4.
На полученную сборку устанавливают опорное замыкающее кольцо 5 и по трубопроводам 6 и 7 с вентилями 8 и 9 нагнетают под давлением Р эластомер 10. Пресс-форму подогревают при помощи нагревательных элементов 11 и 12. После заполнения эластомером 10 зазоров между элементами арматуры 1 и элементами арматуры 4 перекрывают вентилями 8 и 9 подачу эластомера 10 и проводят режим его вулканизации.
После вулканизации эластомера пресс-форму охлаждают до нормальных условий, разбирают и извлекают изготовленное подвижное соединение, в котором из эластомера сформированы упругие элементы.
Практическое применение изобретения подтвердило высокую технологичность предлагаемого способа при обеспечении требуемого качества изготовления подвижных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2302580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2293899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПОДВИЖНОГО СОЕДИНЕНИЯ | 1998 |
|
RU2195601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2283451C1 |
| СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2012 |
|
RU2515844C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 1996 |
|
RU2118732C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2498890C1 |
| СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537605C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
Изобретение относится к области машиностроения и может быть использовано при изготовлении подвижных соединений. Способ изготовления подвижного соединения включает сборку в пресс-форму элементов арматуры, формирование зазоров между ними при помощи разделительных элементов, заполнение зазоров эластомером и вулканизацию эластомера. Элементы арматуры комплектуют в нечетном количестве, каждый второй элемент арматуры скрепляют по наружной и внутренней поверхности с разделительными элементами. При сборке около опорных колец пресс-формы размещают элементы арматуры без разделительных элементов, между ними устанавливают элементы арматуры с разделительными элементами, чередуя с элементами арматуры без разделительных элементов, после чего проводят заполнение зазоров эластомером и вулканизацию эластомера. Разделительные элементы выполняют из вулканизованного эластомера. Использование способа обеспечивает высокую технологичность изготовления подвижных соединений при обеспечении требуемого качества. 1 з.п. ф-лы, 3 ил.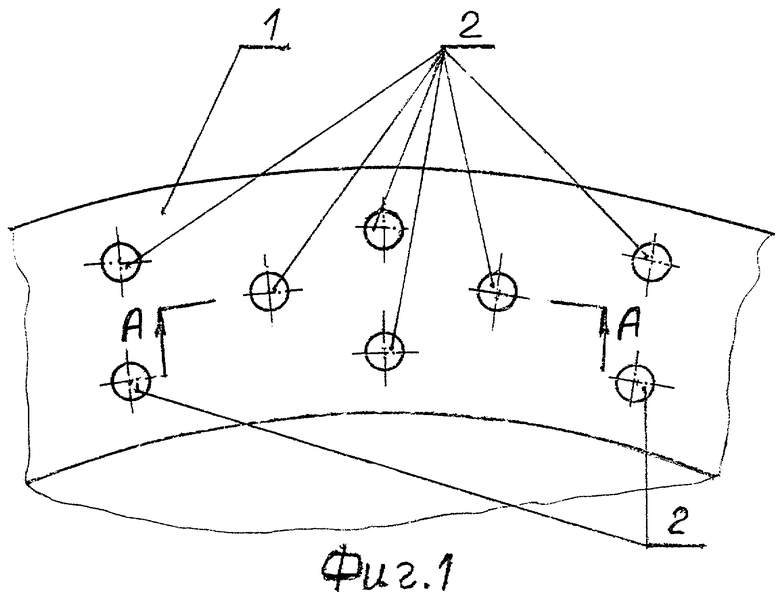
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПОДВИЖНОГО СОЕДИНЕНИЯ | 1998 |
|
RU2195601C2 |

