Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов.
Известны конструкции пресс-форм для изготовления подвижного соединения (см., например, патенты РФ №№2113998 и 2351472).
Эти пресс-формы содержат формующий блок, заполняемую эластомером загрузочную камеру с перемещающимся в ней пуансоном и литниковую систему.
В формующий блок помещают опорные кольца подвижного соединения, между которыми устанавливают тарели с разделительными элементами, соединяют наружные торцы опорных колец с формообразующими кольцами и скрепляют последние между собой.
Сборка формующего блока при подготовке пресс-формы к работе является ответственной операцией, во многом определяющей качество изготовления подвижного соединения.
Известен способ сборки формующего блока пресс-формы для изготовления подвижного соединения, включающий установку тарелей с разделительными элементами между внутренними торцами опорных колец подвижного соединения, соединение наружных торцов опорных колец с формообразующими кольцами и скрепление последних между собой (патент РФ №2302944), наиболее близкий аналог.
Применение известного способа для изготовления крупногабаритных подвижных соединений показало, что установка и центрирование тарелей с разделительными элементами между внутренними торцами опорных колец при сборке формующего блока является сложной и трудоемкой операцией.
При значительном по величине диаметре тарелей, особенно при их большом количестве в составе подвижного соединения, точная установка пакета тарелей в требуемом положении без введения дополнительных операций, практически невозможна.
Кроме того, не исключается возможность нарушения поверхности внутренних торцов опорных колец при соединении наружных торцов опорных колец с формообразующими кольцами, например, в результате взаимодействия с поверхностью подставки.
Указанные недостатки способа сборки формующего блока не позволяют обеспечить надежную работу пресс-формы и приводят к снижению качества изготавливаемых в пресс-форме подвижных соединений.
Таким образом, известный способ сборки формующего блока пресс-формы сложен, трудоемок, не исключает возможность повреждения опорных колец и не позволяет обеспечить требуемую точность установки тарелей подвижного соединения.
Технической задачей данного изобретения является снижение трудоемкости, упрощение и повышение точности технологического процесса сборки формующего блока, обеспечивающего надежную работу пресс-формы и качественное изготовление подвижного соединения.
Технический результат достигается тем, что в способе сборки формующего блока пресс-формы для изготовления подвижного соединения, включающем установку тарелей с разделительными элементами между внутренними торцами опорных колец подвижного соединения, соединение наружных торцов опорных колец с формообразующими кольцами и скрепление последних между собой, на внутреннем торце каждого из опорных колец выполняют кольцевой паз и открывают два диаметрально противоположно расположенные глухие отверстия, а в тарелях выполняют сквозные отверстия, расположенные напротив глухих отверстий в опорных кольцах, соединяют опорные кольца с формообразующими кольцами поочередно на подставке, снабженной установочным фланцем, вводимым в кольцевой паз опорного кольца, затем устанавливают в глухие отверстия одного из опорных колец направляющие штыри и нанизывают на них тарели, используя выполненные в тарелях сквозные отверстия для центрирования, извлекают направляющие штыри и устанавливают на полученный пакет тарелей второе опорное кольцо, после чего скрепляют между собой формообразующие кольца.
Выполнение кольцевого паза на внутреннем торце каждого из опорных колец позволяет соединять опорные кольца с формообразующими кольцами поочередно на подставке, снабженной установочным фланцем, вводимым в кольцевой паз, без взаимодействия внутренних торцов опорных колец с поверхностью подставки и тем самым исключить возможность нарушения поверхности опорных колец, снизить трудоемкость и упростить процесс сборки.
Открытие на внутреннем торце каждого из опорных колец двух диаметрально противоположно расположенных глухих отверстий и выполнение в тарелях сквозных отверстий, расположенных напротив глухих отверстий в опорных кольцах, позволяет существенно облегчить и повысить точность установки тарелей между опорными кольцами при сборке, нанизывая тарели на направляющие штыри, устанавливаемые в глухие отверстия опорных колец.
Разработанная совокупность технологических операций, проводимых в строго определенной последовательности, позволяет наилучшим образом осуществить сборку формующего блока пресс-формы при ее подготовке к работе и тем самым обеспечить надежную работу пресс-формы и качественное изготовление в ней подвижного соединения.
Сущность способа поясняется чертежами.
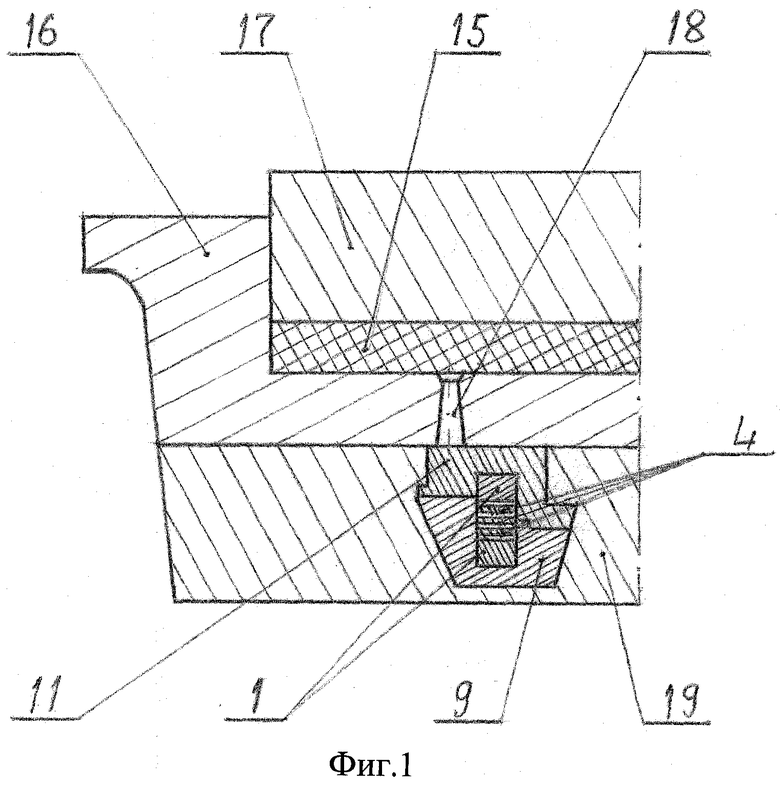
На фиг.1 приведена схема пресс-формы для изготовления подвижного соединения.
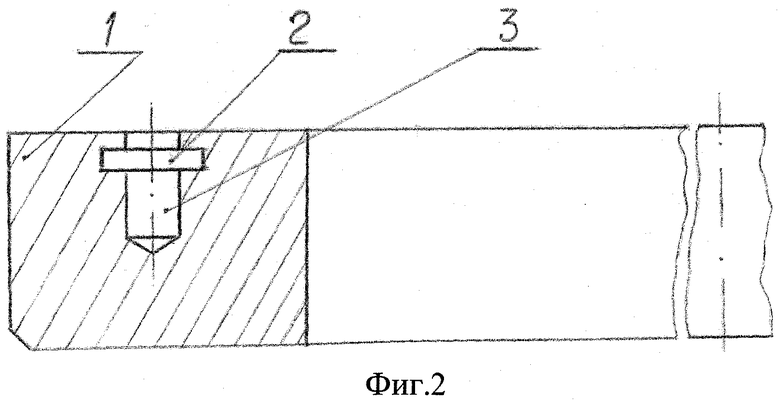
На фиг.2 приведено сечение опорного кольца, проходящее через паз и отверстие в нем.
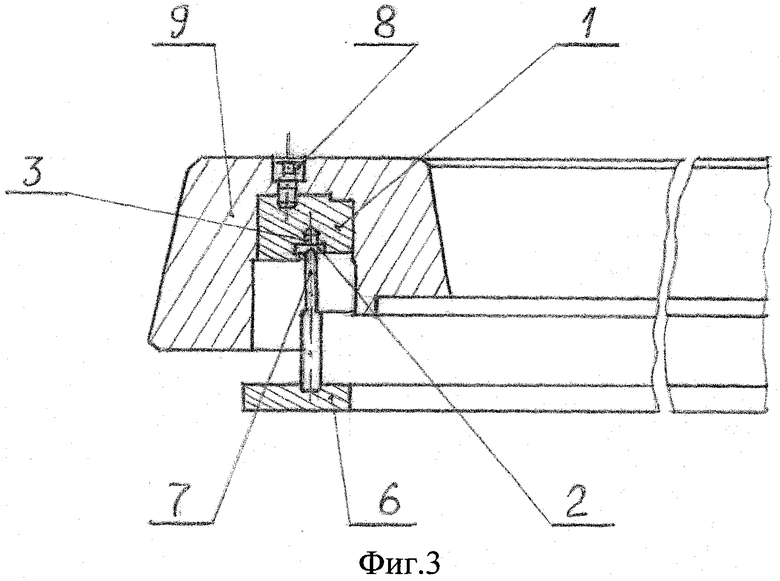
На фиг.3 приведена схема скрепления опорных колец подвижного соединения с формообразующими кольцами.
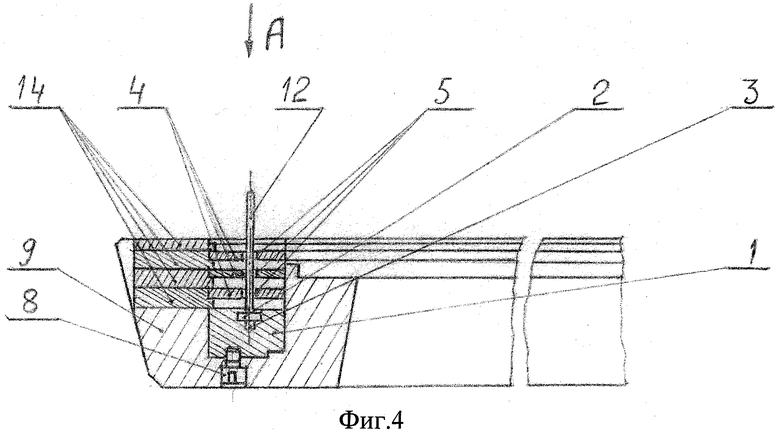
На фиг.4 приведена схема установки тарелей и разделительных элементов.
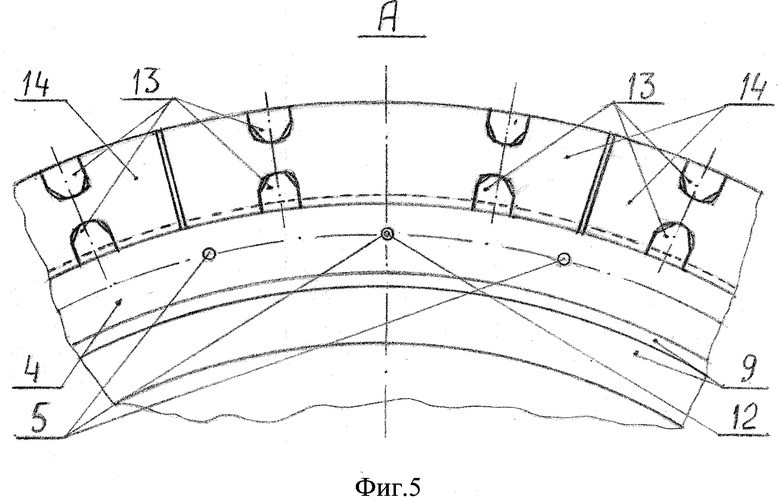
На фиг.5 приведен вид сверху на формообразующее кольцо с установленными тарелями.
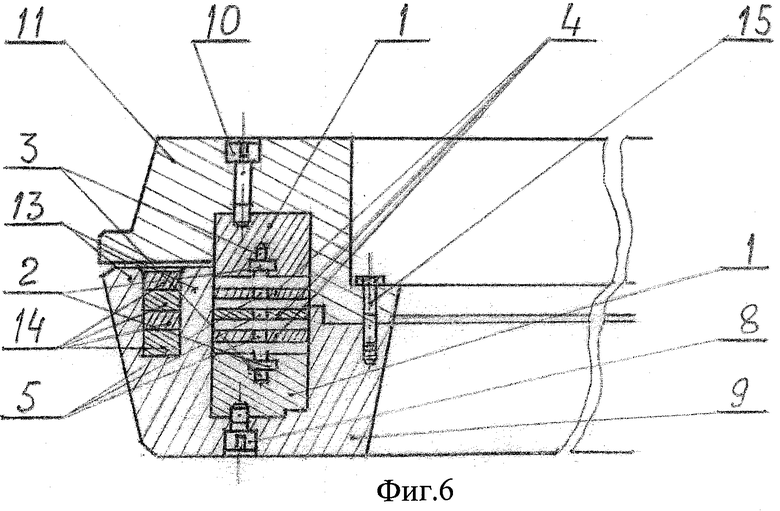
На фиг.6 приведен собранный формующий блок.
Сборка формующего блока пресс-формы по предлагаемому способу осуществляется следующим образом.
На внутреннем торце каждого из двух идентичных опорных колец 1 подвижного соединения выполняют кольцевой паз 2 и открывают в нем два диаметрально противоположно расположенные глухие отверстия 3.
Такое выполнение опорных колец 1 позволяет обеспечить их взаимозаменяемость при сборке подвижного соединения.
При изготовлении кольцевых тарелей 4 выполняют в них сквозные отверстия 5, таким образом, чтобы при установке в процессе сборки подвижного соединения они располагались бы напротив глухих отверстий 3 в опорных кольцах 1.
Устанавливают одно из опорных колец 1 на специально изготовленную кольцевую подставку 6, вводя установочный фланец 7 кольцевой подставки 6 в кольцевой паз 2 опорного кольца 1, и соединяют винтами 8 первое опорное кольцо 1 по наружному торцу с нижним формообразующим кольцом 9.
Снимают первое опорное кольцо 1 с подставки 6, устанавливают на нее второе опорное кольцо 1, вводя установочный фланец 7 подставки 6 в кольцевой паз 2 второго опорного кольца 1, и соединяют винтами 10 второе опорное кольцо 1 по наружному торцу с верхним формообразующим кольцом 11.
Устанавливают в глухие отверстия 3 первого опорного кольца 1, соединенного с нижним формообразующим кольцом 9, направляющие штыри 12.
Поочередно нанизывают на направляющие штыри 12 кольцевых тарели 4, используя для центрирования сквозные отверстия 5, выполненные во всех кольцевых тарелях 4.
При этом в пазы между выступами 13 нижнего формообразующего кольца 9, перед размещением первой кольцевой тарели 4, между остальными кольцевыми тарелями 4 и на последнюю кольцевую тарель 4 устанавливают разделительные элементы 14, при помощи которых выставляют зазоры между опорными кольцами 1 и крайними тарелями 4, а также между промежуточными тарелями 4.
Разделительные элементы 14 выполнены в виде секторов, равномерно расположенных по периметру формообразующего кольца 9.
После установки всех кольцевых тарелей 4 извлекают направляющие штыри 12, устанавливают на полученный пакет второе опорное кольцо 1, соединенное с верхним формообразующим кольцом 11, и болтами 15 скрепляют между собой формообразующие кольца 9 и 11, что является завершением процесса сборки формующего блока пресс-формы.
После чего производят окончательную сборку пресс-формы, помещают эластомер 15 в загрузочную камеру 16, устанавливают пуансон 17 и при помощи него запрессовывают эластомер 15 через литниковые каналы 18 в предварительно собранный формующий блок, установленный в основание 19 пресс-формы.
Практическое применение подтвердило высокую технологичность процесса сборки формующего блока пресс-формы.
С использованием предлагаемого способа на предприятии проводится сборка формующего блока пресс-формы, в которой качественно изготавливается ряд крупногабаритных подвижных соединений.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМИРУЮЩИЙ БЛОК ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2554627C1 |
| СПОСОБ СБОРКИ ФОРМУЮЩЕГО БЛОКА ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2012 |
|
RU2515844C1 |
| СПОСОБ КОНТРОЛЬНОЙ СБОРКИ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ И МАКЕТ ПАКЕТА ТАРЕЛЕЙ ПОДВИЖНОГО СОЕДИНЕНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2559490C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2469847C1 |
| ТОНКОСЛОЙНЫЙ РЕЗИНОМЕТАЛЛИЧЕСКИЙ ЭЛЕМЕНТ | 2012 |
|
RU2538500C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ГИДРАВЛИЧЕСКИЙ МНОГОЭТАЖНЫЙ ПРЕСС С ГИДРОЦИЛИНДРАМИ ПОДЪЕМА И НАГРЕВАТЕЛЬНЫМИ ПЛИТАМИ | 2010 |
|
RU2440244C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ СТАТОРА ОДНОВИНТОВОГО НАСОСА | 2012 |
|
RU2509648C1 |
Изобретение относится к области машиностроения, в частности к технологии изготовления подвижных соединений в пресс-форме, и может быть использовано при изготовлении армированных амортизаторов и резинометаллических элементов. Согласно способу сборки формующего блока пресс-формы, соединяют наружные торцы опорных колец подвижного соединения с формообразующими кольцами пресс-формы, установливают тарели подвижного соединения между внутренними торцами опорных колец с выставкой зазоров при помощи разделительных элементов и скрепляют формообразующие кольца между собой. На внутреннем торце опорных колец выполняют кольцевой паз и открывают в нем два диаметрально противоположно расположенные глухие отверстия. В тарелях выполняют сквозные отверстия, расположенные напротив глухих отверстий в пазах опорного кольца. Поочередно соединяют опорные кольца с формообразующими кольцами на подставке, снабженной установочным фланцем, вводимым в кольцевой паз опорного кольца. Устанавливают в глухие отверстия одного из опорных колец направляющие штыри и нанизывают на них тарели, после чего извлекают направляющие штыри и скрепляют между собой формообразующие кольца. Изобретение обеспечивает повышение производительности технологического процесса сборки. 6 ил.
Способ сборки формующего блока пресс-формы для изготовления подвижного соединения, включающий соединение наружных торцов опорных колец подвижного соединения с формообразующими кольцами пресс-формы, установку тарелей подвижного соединения между внутренними торцами опорных колец с выставкой зазоров при помощи разделительных элементов и скрепление формообразующих колец между собой, отличающийся тем, что на внутреннем торце опорных колец выполняют кольцевой паз и открывают в нем два диаметрально противоположно расположенные глухие отверстия, а в тарелях выполняют сквозные отверстия, расположенные напротив глухих отверстий в пазах опорного кольца, поочередно соединяют опорные кольца с формообразующими кольцами на подставке, снабженной установочным фланцем, вводимым в кольцевой паз опорного кольца, затем устанавливают в глухие отверстия одного из опорных колец направляющие штыри и нанизывают на них тарели, после чего извлекают направляющие штыри и скрепляют между собой формообразующие кольца.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| Способ преобразования напряжения в числовой эквивалент и преобразователь для его осуществления | 1958 |
|
SU122943A1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2457942C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2438869C1 |
| US 4141950 A, 27.02.1979 | |||

