Изобретение относится к машиностроению, в частности к технологии изготовления гибких соединений, может быть использовано при изготовлении гибких соединений труб.
Известен способ изготовления гибкого шарнира, состоящего из чередующихся колец из эластомера и элементов арматуры из металла или композиционного материала (AIAA Paper, 1975, N 1221, p. 1-18, Robert F.H.Woodberry "Flexil Joints For Thrust Vector Control", ВЦП N В-78-16).
По данному способу между элементами арматуры размещают полосы эластомера с формированием зазора между элементами арматуры при помощи разделительных элементов - стальных шариков. Полученную сборку прессуют в замкнутом объеме, а после прессования шарики удаляют.
Известен способ изготовления подвижного соединения (заявка Японии N 56-23329, F 16 L 13/00, 1979), принятый за прототип, в котором при изготовлении соединения, представляющего собой набор чередующихся металлических колец и упругих элементов, формируют зазор между металлическими кольцами при помощи разделительных элементов. Упругие элементы, расположенные между металлическими кольцами, скрепляют с ними и затем удаляют разделительные элементы. В качестве последних используют металлические шарики или сегментные пластины, а для соединения металлических колец с упругими элементами применяют вулканизацию.
Недостатком указанных способов является то, что температурные коэффициенты расширения материала эластомера и разделительных элементов различны, в результате чего при остывании соединения эластомер дает значительно большую усадку, чем стальные шарики, это ухудшает адгезионные характеристики соединения.
Целью настоящего изобретения является повышение качества изготовления подвижного соединения за счет повышения прочности связи упругих элементов с элементами арматуры.
Для достижения этой цели в предлагаемом способе изготовления подвижного соединения, включающем размещение упругих элементов между элементами арматуры с формированием зазора между ними при помощи разделительных элементов, вулканизацию упругих элементов с воздействием температуры и давления и удаление разделительных элементов, разделительные элементы удаляют после сброса давления, например, растворением, без прекращения воздействия температуры вулканизации.
В известных технических решениях, например при изготовлении форм для литья по выплавляемым моделям, растворение формообразующих элементов не ведет после остывания к изменению свойств отформованного изделия. В заявляемом техническом решении важно время растворения разделительных формообразующих элементов, а окончательную форму и свои свойства, такие как повышение прочности связи элементов арматуры с разделительными элементами, изделие приобретает после остывания до нормальной температуры.
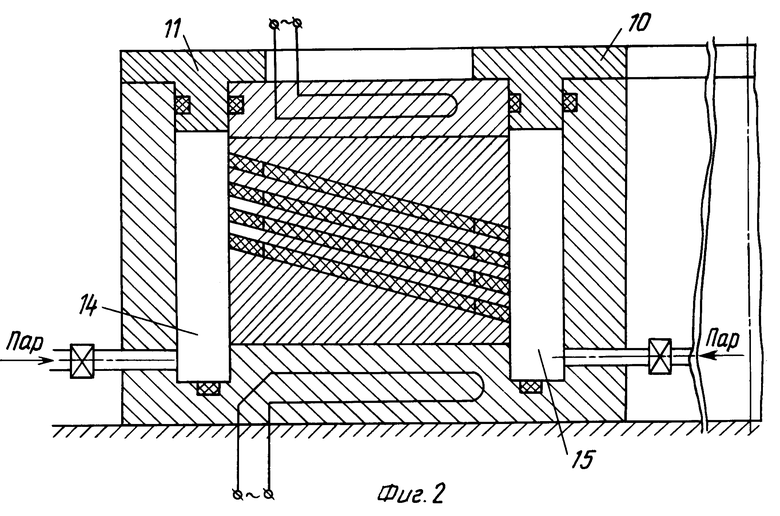
На фиг. 1 представлен поперечный разрез приспособления для изготовления подвижного соединения; на фиг. 2 - поперечный разрез приспособления для изготовления подвижного соединения при растворении разделительных элементов.
При изготовлении подвижного соединения на опору 1 устанавливают элементы арматуры 2 с упругими элементами 3. Между элементами арматуры 2 устанавливают разделительные элементы 4, например, из песчано-полимерной смеси. На полученную сборку устанавливают пуансон 5 с нагревательным элементом 6, затем устанавливают внутреннее кольцо 7 и наружное кольцо 8 с герметизирующими кольцами 9. Подключив нагревательные элементы 6 и приложив к пуансону 5 необходимое давление P, проводят режим вулканизации. По истечении необходимого времени для вулканизации упругих элементов сбрасывают давление, снимают кольца 7 и 8, устанавливают внутреннее кольцо 10 и наружное кольцо 11 с герметизирующими элементами 9. Не выключая нагревательные элементы 6, через трубопровод 12 с вентилями 13 нагнетают растворитель, например нагретый до температуры вулканизации пар, в полости 14 и 15, которые соприкасаются с разделительными элементами 4. После растворения разделительных элементов 4 растворитель удаляют, приспособление с изготовленным подвижным соединением охлаждают до нормальных условий.
Использование предлагаемого способа изготовления подвижного соединения обеспечивает, по сравнению с существующими способами, повышение качества изготовления подвижного соединения за счет улучшения его адгезионных характеристик, которое достигается в результате того, что разделительные элементы удаляют после сброса давления без прекращения воздействия температуры вулканизации, например, растворением.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2293899C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО ПОДВИЖНОГО СОЕДИНЕНИЯ | 1998 |
|
RU2195601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2283451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2302580C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2283450C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1996 |
|
RU2113998C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОБРАЗЦОВ ПРИ ИЗГОТОВЛЕНИИ ПОДВИЖНОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537592C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2302944C2 |
Способ изготовления подвижного соединения предназначен для использования при изготовлении гибких соединений труб. Способ изготовления включает размещение упругих элементов между элементами арматуры с формированием зазора между ними при помощи разделительных элементов. После этого осуществляют вулканизацию упругих элементов с воздействием температуры и давления и удаление разделительных элементов. Разделительные элементы удаляют после сброса давления, например растворением, без прекращения воздействия температуры вулканизации. Способ повышает качество соединения. 2 ил.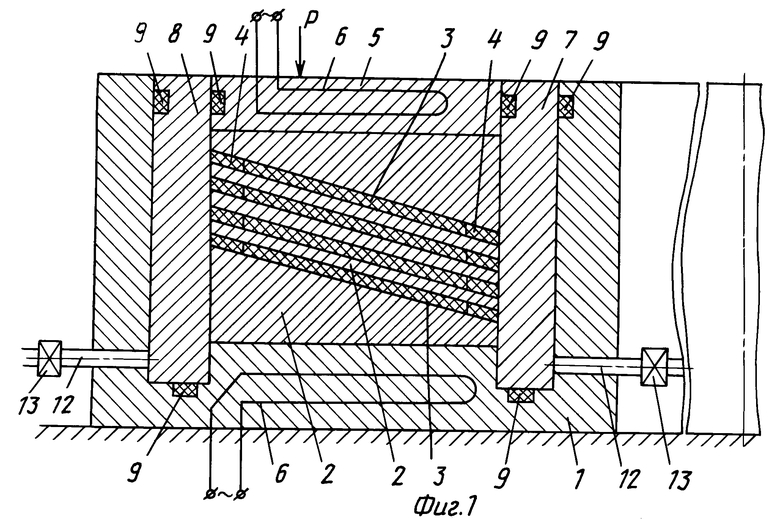
Способ изготовления подвижного соединения, включающий размещение упругих элементов между элементами арматуры с формированием зазора между ними при помощи разделительных элементов, вулканизацию упругих элементов с воздействием температуры и давления, удаление разделительных элементов, отличающийся тем, что разделительные элементы удаляют после сброса давления, например, растворением без прекращения воздействия температуры вулканизации.
| AIAA Paper, 1975, N 1221, p.1 - 18, Robert F.H.Woodberry "Flexil Joints For Thrust Vector Control", ВЦП N B-78-16 | |||
| JP, заявка N 56-23329, F 16 L 13/00, 1981. |
