Изобретение относится к области машиностроения, а конкретно к устройствам для активации поверхности и очистки проволоки или круглого проката, которые проводятся преимущественно при их подготовке к нанесению металлического покрытия.
Известно устройство для очистки проволоки или круглого проката, включающее рабочую камеру в виде емкости с расположенным в ней механизмом очистки. Механизм представляет собой вращающийся цилиндр, выполненный из двух сегментов - опорного и съемного. В сегментах выполнены канавки, в которые уложены чистящие абразивные пластины из абразивного материала, закрепленные на упругой основе (см. С2 №2201304, МПК 7 В 21 С 43/04, 2003 г.).
Обрабатываемую проволоку или круглый прокат пропускают вдоль оси вращения через цилиндр. Абразивные пластины прижимаются к поверхности обрабатываемого изделия. Для проведения обработки цилиндр приводится во вращение, а проволока или круглый прокат подается между сегментами цилиндра, которые обрабатывают его поверхность абразивными пластинами.
Для удаления продуктов обработки через зону обработки прокачивают жидкость, которая поступает в зону под воздействием закрепленных на сегментах лопастей.
Известное устройство не обладает достаточной эффективностью, поскольку при его интенсивном использовании в непрерывном производственном цикле в зоне очистки накапливаются продукты обработки. Промывка зоны очистки не может быть интенсифицирована за счет увеличения объема прокачиваемой жидкости и скорости тока жидкости, поскольку лопасти не могут обеспечить необходимые величины этих параметров.
Известное устройство помимо очистки осуществляет активацию поверхности обрабатываемого изделия, играющую существенную роль при подготовке поверхности проволоки или круглого проката к нанесению металлических покрытий погружением в расплав, особенно алюминиевого, покрытия.
Обработка поверхности изделия абразивными элементами приводит к повышению потенциальной энергии поверхности и к появлению там поверхностных напряжений. Накопленная в результате ударной обработки поверхности стали энергия атомов железа при нанесении покрытия расходуется на взаимодействие с атомами металла покрытия, причем наиболее легко и полно при температуре полиморфного превращения металла основы. При нагревании погруженного в расплав изделия в его поверхностной зоне происходит релаксация возникших в результате ударной обработки напряжений за счет выхода дислокации на поверхность металла и протекания там элементарного акта пластической деформации с образованием так называемых активных центров, характеризующихся повышенной энергией атомов. В результате активации поверхности сокращается продолжительность формирования покрытия и повышается его структурная однородность.
Вместе с тем, известное устройство недостаточно интенсивно осуществляет активацию обрабатываемой поверхности, поскольку обеспечивает воздействие абразивных частиц по взаимно перпендикулярным направлениям: направление перемещения обрабатываемого изделия и направление движения по окружности вокруг обрабатываемого изделия.
Задача изобретения заключается в разработке устройства для активации поверхности и очистки проволоки или круглого проката, позволяющего повысить степень активации поверхности и обеспечить проведение эффективной очистки в широком диапазоне режимов.
На фиг.1 показана принципиальная схема устройства, обеспечивающего решение поставленных задач.
Абразивные элементы 1, вращаясь с некоторой скоростью ω1, прижимаются к поверхности обрабатываемого изделия 2 с силой F. Вся конструкция вращается со скоростью ω2 вокруг оси обрабатываемого изделия. При условии, что изделие при этом перемещается со скоростью V, траектория движения абразивных элементов на поверхности изделия имеет вид спирали, благодаря чему вся поверхность изделия обрабатывается абразивными элементами, причем абразивные частицы и изделие на отдельных участках движутся практически навстречу друг другу, чем достигается более интенсивная активация поверхности обрабатываемого изделия.
Устройство согласно изобретению содержит установленный на основании вращающийся полый вал, на котором смонтирован, по меньшей мере, один рабочий узел.
Рабочий узел выполняется в виде установленных с противоположных сторон вала с возможностью продольного перемещения вдоль перпендикулярной валу оси и прохода в полость вала двух вращающихся торцовых абразивных элементов.
Устройство позволяет выбирать режимы в широких диапазонах скоростей вращения абразивных элементов, скоростей подачи обрабатываемого изделия, усилий воздействия абразивных элементов на обрабатываемую поверхность, а также - степени зернистости абразивных элементов.
Как вариант конкретного выполнения устройства, на полом валу монтируются стаканы, в которые устанавливаются цилиндры с абразивными элементами на одной из торцовых поверхностей каждого цилиндра. Цилиндры подпружинены в направлении оси полого вала. На стаканах установлены вращающиеся конические зубчатые колеса, которые связаны для передачи крутящего момента с цилиндрами. Устройство снабжено жестко связанной с основанием конической шестерней, через которую пропущен полый вал. Конические зубчатые колеса зацеплены с конической шестерней.
Эффективность устройства в значительной степени возрастает при его выполнении с системой подачи в зону обработки жидкости, которая выполняет функцию смазки зоны обработки, облегчает протягивание обрабатываемого изделия через полый вал и обеспечивает удаление продуктов абразивной обработки. В качестве жидкости может быть использован обезжиривающий состав, что дополнительно позволяет увеличить эффективность очистки.
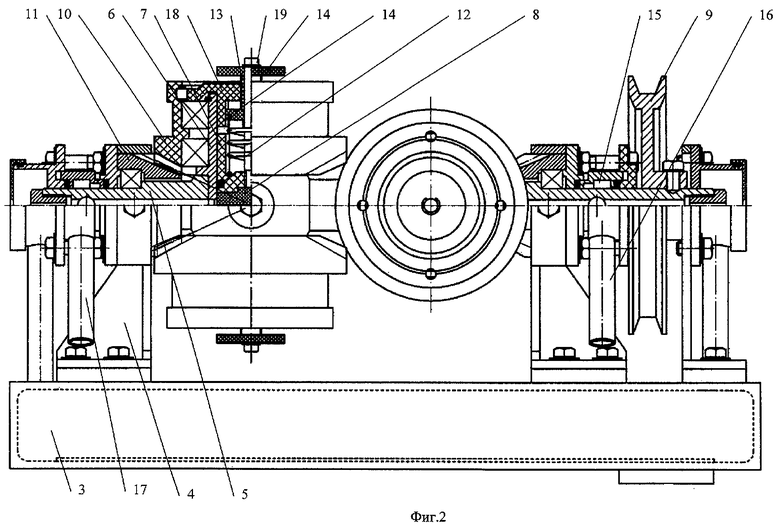
На фиг.2 показано выполненное в соответствии с изобретением устройство для активации поверхности и очистки проволоки или круглого проката в разрезе.
На основании 3 смонтированы опоры 4, в которых вращается полый вал 5.
Представленный вариант конкретной реализации изобретения имеет два идентичных последовательно расположенных на валу 5 рабочих узла, развернутых друг относительно друга на 90°.
Рабочие узлы выполнены следующим образом: на валу 5 установлены стаканы 6, в которых вращаются цилиндры 7, на торцовых поверхностях цилиндров 7 закреплены абразивные элементы 8, выполненные из эльбора. Вращение полого вала 5 осуществляется с помощью привода посредством ременной передачи (на чертежах не показаны), для чего на валу установлен шкив 9. На опорах вала неподвижно установлены конические шестерни 10, внутри которых вращается вал 5. Посредством зацепления неподвижных конических шестерен 10 с коническими зубчатыми колесами 11 при вращении вала происходит вращение цилиндров 7.
С помощью пружины 12 цилиндр 7 с абразивным элементом (эльбор) 8 прижимается к обрабатываемой поверхности. Прижим осуществляется регулировочным винтом 13, при вращении которого перемещается шайба 14. Перемещение шайбы 14 приводит к сжатию пружины 12 и увеличению давления цилиндра 7 на обрабатываемую поверхность.
Подача омывающей жидкости в зону обработки и удаление ее с продуктами обработки осуществляется с помощью муфт 15. Вода через патрубок 16 подается под избыточным давлением в полость вала и через аналогичный патрубок 17 попадает в фильтр (на чертеже не показан). Продукты обработки отфильтровываются, а жидкость вновь подается в рабочую зону.
Устройство работает следующим образом.
Изделие, подлежащее обработке, проволока или круглый прокат, пропускается через полость вала 5. Регулировочными винтами 13 поджимаются пружины 12, которые создают необходимое поджатие абразивных элементов 8 к поверхности изделия.
Далее включается подача обезжиривающей жидкости и вращение полого вала 5, а затем осуществляется перемещение изделия.
При вращении вала 5 конические зубчатые колеса 11, находящиеся в зацеплении с неподвижными коническими шестернями 10, вращаются вокруг своей оси, передавая вращение через крышки 18 на цилиндры 7 с абразивными элементами 8. С помощью пружин 12, шайб 14, регулировочных винтов 13 и шпилек 19 осуществляется регулировка усилия воздействия абразивного элемента на поверхность обрабатываемого изделия.
Абразивные элементы 8, вращаясь вокруг своей оси и вокруг оси обрабатываемого изделия, осуществляют абразивное воздействие на обрабатываемую поверхность.
Изобретение относится к области машиностроения, к устройствам для активации поверхности и очистки проволоки или круглого проката, которая проводится преимущественно при их подготовке к нанесению металлического покрытия. Задачей изобретения является повышение степени активации поверхности и обеспечение возможности проведения очистки в широком диапазоне режимов. В соответствии с изобретением на основании смонтирован вращающийся полый вал, по меньшей мере, с одним рабочим узлом, выполненным в виде смонтированных с противоположных сторон вала с возможностью продольного перемещения вдоль ортогональной валу оси и прохода в полость вала двух вращающихся торцовых абразивных элементов. Абразивные элементы, вращаясь вокруг своей оси и вокруг очищаемого изделия, осуществляют абразивное воздействие на его поверхность. Изобретение обеспечивает возможность выбора режима обработки за счет подбора скоростей вращения абразивных элементов и подачи изделия, а также за счет усилия воздействия элементов на обрабатываемую поверхность и степени их зернистости. 4 з.п. ф-лы, 2 ил.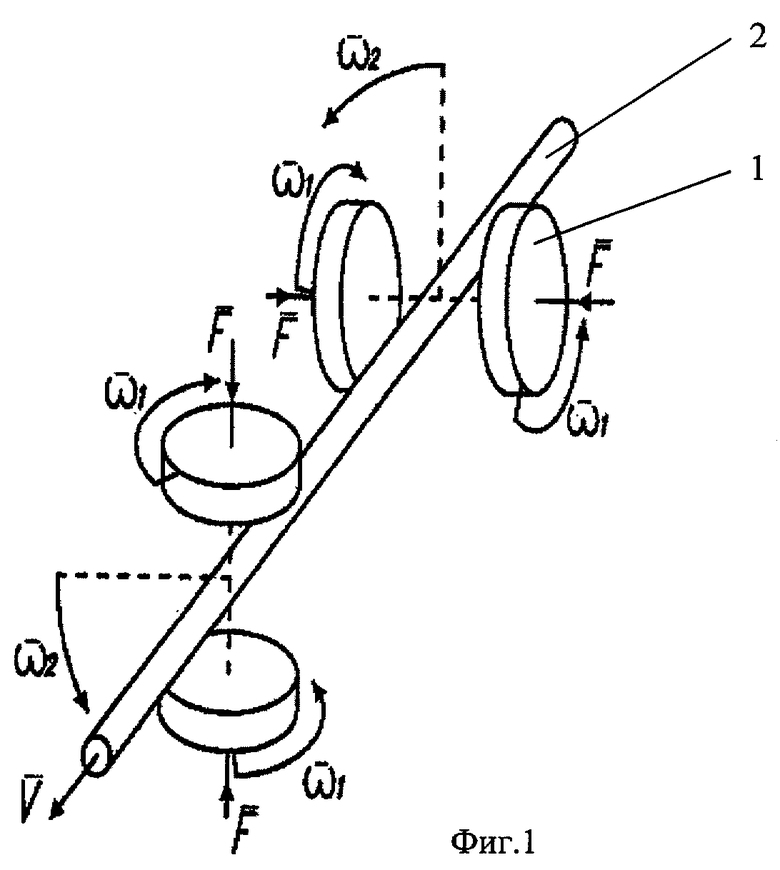
| СРЕДСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2002 |
|
RU2201204C1 |
| Устройство для зачистки проката от окалины | 1991 |
|
SU1831395A3 |
| 0 |
|
SU159475A1 | |
| Станок для механической счистки проволоки | 1973 |
|
SU462622A1 |
| US 4553416 A, 19.11.1985. | |||

