Изобретение относится к области нанесения защитных металлических покрытий на стальные и чугунные изделия погружением в расплав алюминия, цинка или их сплавов преимущественно труб большого диаметра.
Известны установки для нанесения защитных цинковых покрытий на элементы стальных конструкций и трубы погружением в расплав (см. Руководство по горячему цинкованию. - Лейпциг, 1970. Пер. с нем. - М.: Металлургия, 1975, 376 с. ; Металлические покрытия листовой и полосовой стали. Виткин А.И., Тейндл И.И. - М.: Металлургия, 1971, 496 с.).
Недостатком известных устройств является то, что они снабжены металлическими или керамическими ваннами горизонтального типа, имеющими большой объем и значительную площадь зеркала расплава, что предопределяет большие энергозатраты на поддержание заданной температуры самого расплава. Контакт цинкового расплава со стенками стальной ванны приводит к растворению железа в расплаве, увеличивает его расход при нанесении покрытия и снижает срок эксплуатации оборудования.
Применение стальных ванн исключает возможность не только нанесения алюминиевых покрытий, но и легирования цинкового расплава алюминием. Керамические ванны, хотя и устойчивы к воздействию алюминиевого расплава и легированного алюминием цинкового расплава, но имеют еще больший объем по сравнению с металлическими. Это связано с тем, что в отличие от металлических ванн, где обогрев производится через их стенки, в керамической ванне обогрев осуществляется через зеркало расплава, что приводит к увеличению ее объема.
Наиболее близким аналогом изобретения является устройство для нанесения защитных металлических покрытий на изделие из чугуна или стали, включающее заполненную расплавом алюминия или цинка или их сплавов ванну из инертного к указанному расплаву материала или с покрытием из инертного к расплаву материала, при этом нагрев расплава до рабочей температуры осуществляется с помощью индукторов-нагревателей с магнитодинамическим насосом, а равномерность нагрева расплава в камере нанесения покрытия достигается использованием нескольких индукторов, для удобства их обслуживания расположенных на специальных тележках (см. SU 1002415, С 23 С 2/02, опублик. 1983).
Недостатком этой установки является то, что для нанесения покрытия на длинномерные изделия необходимо большое количество расплава с открытым зеркалом большой площади. В связи с этим для работы установки требуются значительные энергозатраты. Кроме того, значительный рабочий объем ванны занимает погружное оборудование, обеспечивающее нагрев и поддержание температуры расплава. Интенсивное перемешивание расплава в процессе работы индукторов требует применения над зеркалом защитной атмосферы. Непрерывная циркуляция расплава приводит к быстрому изнашиванию погружного оборудования и футеровки ванны, а сам расплав загрязняется материалами, из которого изготовлены каналы и футеровка, что приводит к ухудшению условий формирования покрытия, а следовательно, к снижению его качества.
Задача, на решение которой направлено изобретение, заключается в повышении надежности работы устройства за счет уменьшения объема расплава, снижения площади зеркала. Во втором варианте исполнения дополнительно и осуществляется нагрев расплава изнутри.
Решение поставленной задачи в первом варианте достигается тем, что устройство для нанесения защитных металлических покрытий на изделие из чугуна или стали, включающее заполненную расплавом алюминия или цинка или их сплавов ванну из инертного к указанному расплаву материала или с покрытием из инертного к расплаву материала, снабжено, по крайней мере, одним объемным элементом, расположенным внутри ванны в расплаве и выполненным из инертного к расплаву материала или с покрытием из инертного к расплаву материала, и, по крайней мере, одним нагревателем, размещенным снаружи ванны или внутри указанного объемного элемента.
А также тем, что ванна и указанный элемент выполнены цилиндрической формы.
А также тем, что указанный элемент расположен соосно с ванной.
А также тем, что ванна выполнена удлиненной по вертикали.
Решение поставленной задачи во втором варианте достигается тем, что устройство для нанесения защитных металлических покрытий на изделие из чугуна или стали, включающее заполненную расплавом алюминия или цинка или их сплавов ванну из инертного к указанному расплаву материала или с покрытием из инертного к расплаву материала, снабжено, по крайней мере, одним объемным элементом, расположенным внутри ванны в расплаве и выполненным из инертного к расплаву материала или с покрытием из инертного к расплаву материала, и нагревателями, размещенными снаружи ванны и внутри указанного объемного элемента.
А также тем, что ванна и указанный элемент выполнены цилиндрической формы.
А также тем, что указанный элемент расположен соосно с ванной.
А также тем, что ванна выполнена удлиненной по вертикали.
Изобретение поясняется чертежом, на котором изображен общий вид устройства для нанесения защитных металлических покрытий на изделия из чугуна или стали.
Устройство включает заполненную расплавом 1 алюминия или цинка или их сплавов ванну 2 из инертного к указанному расплаву 1 материала, например керамики, или с покрытием (не показано) из инертного к указанному расплаву 1 материала, также, например, из керамики. Ванна 2 выполнена удлиненной по вертикали, т. е. ее высота по вертикали больше ее ширины или длины по горизонтали, что способствует уменьшению площади зеркала расплава. Внутри ванны 2 в расплаве 1 расположен, по крайней мере, один объемный элемент 3, т.е. элемент, занимающий определенный объем и соответственно вытесняющий из ванны 2 определенный объем расплава 1, что уменьшает объем расплава, находящегося в ванне, а также уменьшает площадь зеркала расплава, если его верхний конец будет выступать над уровнем расплава 1. Указанный объемный элемент 3 выполнен, так же как и ванна 2, из инертного к расплаву 1 материала или с покрытием из инертного к расплаву материала, которым может быть керамика. При нанесении покрытия, например на трубы, указанная ванна 2 и объемный элемент 3 могут быть выполнены цилиндрической формы. Объемный элемент 3 располагают, например, соосно с ванной 2. Для поддержания определенной температуры расплава 1 устройство содержит нагреватели, размещенные снаружи ванны 2, и выполненный в виде электрической печи 4 и размещенный внутри объемный элемент 3 в виде, например, электрической спирали 5. В первом варианте исполнения устройство содержит один нагреватель, т.е. электрическую печь 4 или электрическую спираль 5. Во втором варианте устройство содержит оба нагревателя: электрическую печь 4 и электрическую спираль 5. Наличие электрической спирали 5 обеспечивает дополнительный нагрев расплава изнутри в случае необходимости. В кольцевое пространство между указанными ванной 2 и объемным элементом 3 помещают изделие, например трубу 6.
Работа устройства заключается в следующем.
Трубу 6 диаметром больше диаметра объемного элемента 3 с предварительно подготовленной поверхностью погружают вертикально в расплав 1, нагретый электрической печью 4 и/или электрической спиралью 5 до рабочей температуры (температура расплава определяется его химическим составом) таким образом, чтобы объемный элемент 3 находился внутри трубы 6, производят выдержку до формирования покрытия на всей ее поверхности, извлекают ее из расплава 1, удаляют излишки расплава 1 и подвергают принудительному охлаждению. Трубы 6 диаметром меньше диаметра объемного элемента 3 погружают в пространство между внутренней стенкой ванны 2 и объемным элементом 3. Наличие нагревателя в виде, например, электрической спирали 5 позволяет дополнительно разогревать расплав изнутри, что способствует более равномерному его прогреву и предотвращению быстрого охлаждения.
Использование устройства позволяет наносить двухсторонние защитные металлические покрытия на трубы больших и малых диаметров при минимальном объеме расплава, минимальных энергозатратах, а также значительно уменьшить загрязнение окружающей среды за счет сокращения площади зеркала расплава.
Изобретение относится к нанесению защитных металлических покрытий на стальные и чугунные изделия погружением в расплав алюминия, цинка или их сплавов. Устройство для нанесения защитных металлических покрытий на изделия из чугуна или стали включает заполненную расплавом ванну из инертного к расплаву материала или с покрытием из инертного к расплаву материала. Внутри ванны в расплаве расположен, по крайней мере, один объемный элемент, выполненный из инертного к расплаву материала или с покрытием из инертного к расплаву материала. Ванна удлинена по вертикали. Объемный элемент выполнен цилиндрической формы и размещен соосно с ванной. Снаружи ванны и внутри объемного элемента размещены нагреватели. Технический результат: повышение надежности работы устройства за счет уменьшения объема расплава, снижение площади зеркала и осуществление дополнительного нагрева расплава изнутри. 2 с. и 6 з.п. ф-лы, 1 ил.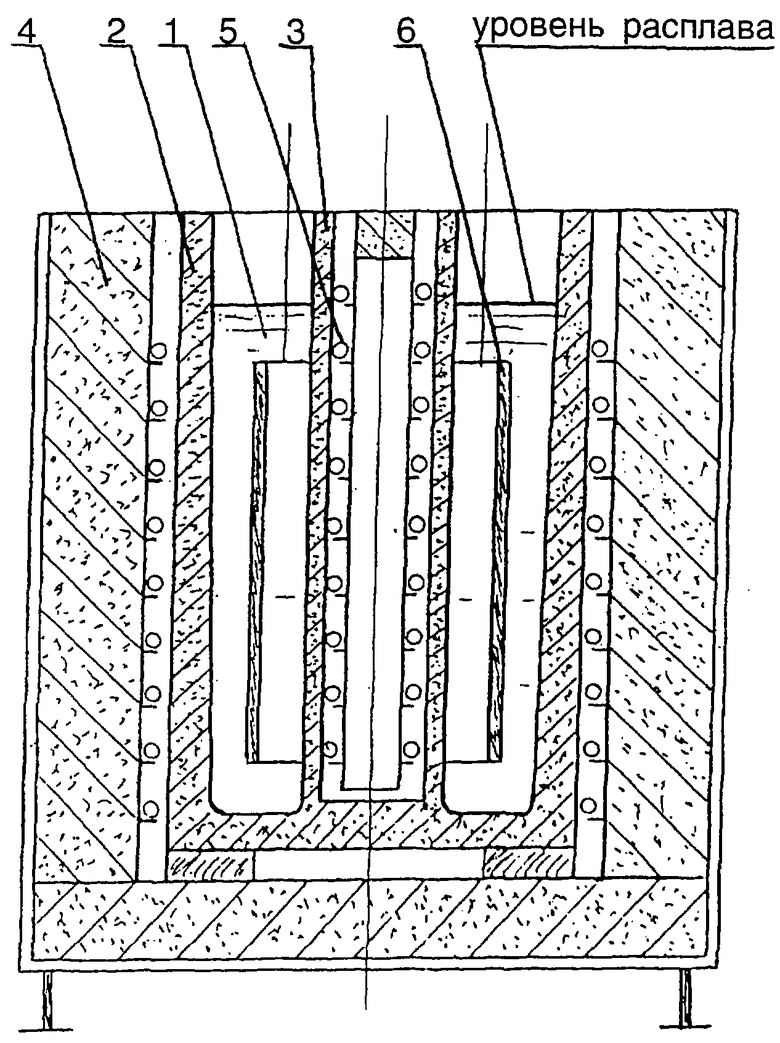
| Приспособление для нанесения гальванических покрытий | 1982 |
|
SU1002415A1 |
| Установка для горячего нанесения покрытий | 1982 |
|
SU1096304A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАСЛЯНОГО ЭКСТРАКТА ГРИБА ШИИ-ТАКЕ (Lentinula edoides), ОБОГАЩЕННОЕ РАСТИТЕЛЬНОЕ МАСЛО И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ВАРИАНТЫ), ПИЩЕВОЙ ПРОДУКТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2289624C2 |

