Изобретение относится к области литейного производства, в частности к производству литых валков центробежным способом.
Известна центробежная машина [1], содержащая литейную изложницу (форму), систему опорных катков, включающих консольные валы с напрессованными на них роликами, систему центрирующих катков, ротор, выполненный в виде опорного кольца с внутренним конусом для сопряжения с изложницей.
Известна центробежная машина [2], содержащая основание, изложницу, верхнюю и нижнюю плиты с резинопневматическими, резиновыми и резинометаллическими амортизаторами, опорными кольцами и опорными катками, включающими консольные валы с напрессованными на них роликами.
Недостатком этих машин являются высокие эксплуатационные расходы и сложность производства ремонтных работ при замене роликов после износа их рабочих поверхностей. Выпрессовать ролик с вала, не снимая опорного катка с машины, невозможно, необходимо опорный каток демонтировать целиком, что связано с большим объемом монтажно-демонтажных работ. Снятие ролика в специализированных мастерских - непростая операция, к тому же в процессе выпрессовки может ослабнуть посадочное место на валу и для замены ролика необходимо будет заменить дополнительно консольный вал или весь подшипниковый узел вместе с валом.
В основу изобретения поставлена задача в центробежной литейной машине, содержащей основание, изложницу, верхнюю и нижнюю плиты с резинопневматическими, резиновыми и резинометаллическими амортизаторами, опорными кольцами, центрирующими роликоопорами, и опорными катками, включающими консольные валы с роликами путем снабжения каждого опорного катка ступицей с крепежными узлами, выполнения на ролике и ступице фланцевых поверхностей с возможностью их соединения крепежными узлами, обеспечить надежность соединения и возможность замены ролика прямо на машине без демонтажа опорного катка и тем самым снизить затраты на производство ремонтных работ, связанных с заменой ролика.
Снабжение опорного катка ступицей позволяет перенести с ролика на ступицу функцию передачи крутящего момента от консольного вала, а также разгрузить ролик от восприятия радиальной нагрузки.
Снабжение опорного катка крепежными узлами и выполнение на ступице и ролике фланцевых поверхностей, с возможностью соединения крепежными узлами, обеспечивает передачу крутящего момента со ступицы на ролик, а также передачу радиального усилия от ролика на ступицу.
Выполнение посадочной поверхности ролика на вал диаметром dP, меньшим диаметра посадочной поверхности ступицы dст, в соотношении
обеспечивает необходимую точность базирования рабочей поверхности ролика относительно оси его вращения и сравнительно небольшое усилие, необходимое для выпрессовки ролика с вала отжимными болтами.
Выполнение крепежного узла в виде болтового соединения с пакетом тарельчатых пружин обеспечивает надежность и стабильность усилия зажатия фланцевого соединения ролика со ступицей в условиях вибрации и температурного расширения сопрягаемых деталей.
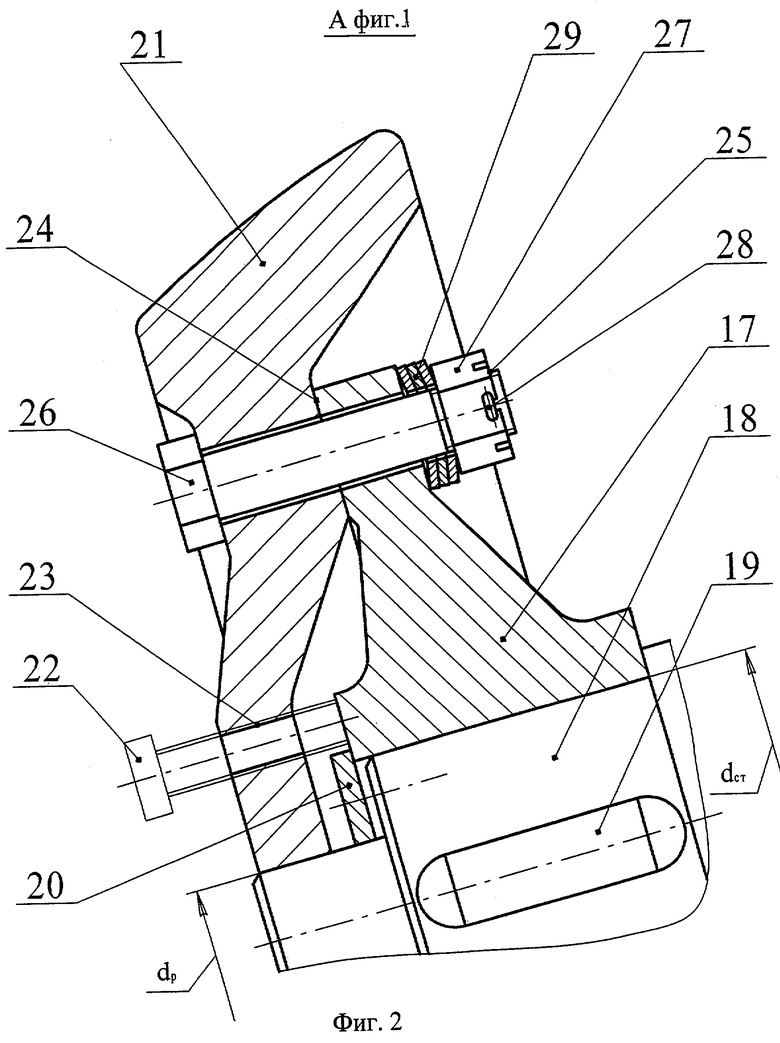
Предлагаемая центробежная машина схематично показана на чертежах, где на фиг.1 показан общий вид машины, а на фиг.2 - выносное сечение А.
Центробежная литейная машина содержит изложницу 1, которая через опорное кольцо 2 опирается на систему верхних опорных катков 3, жестко установленных на верхней плите 4, а через опорное кольцо 5 опирается на систему нижних опорных катков 6, жестко установленных на нижней плите 7. На станинах систем опорных катков 3 и 6 закреплены центрирующие роликоопоры 8. Под плитами 4 и 7 расположены резинопневматические амортизаторы 9 и резиновые амортизаторы 10. Амортизаторы 9 и 10 опираются на основание 11, закрепленное на фундаменте. По периметрам плит 4 и 7 установлены резинометаллические амортизаторы 12, жестко закрепленные на основании 11. Все катки, системы верхних катков 3 имеют приводы 13. Подача рабочего давления в резинопневматические амортизаторы 9 осуществляется от пневмополости 14, управление - через раздельные системы 15 и 16.
Каждый опорный каток верхних 3 и нижних 6 систем катков (см. фиг.2) снабжен ступицей 17, запрессованной на консольный вал 18 со шпонкой 19 по посадочному диаметру dст и зафиксированной на валу 18 кольцевой крышкой 20. Ролик 21 посажен на вал 18 по посадочному диаметру dр. Задача этого сопряжения - обеспечить центровку рабочей поверхности ролика относительно его оси вращения. Оно полностью разгружено от передачи крутящего момента, а также восприятия основной радиальной нагрузки. Для этих условий сопряжения, запрессовку ролика 21 на вал 18 достаточно выполнить на небольшую глубину, обеспечивающую надежность центровки и сравнительно небольшое усилие, необходимое для его снятия с вала 18 отжимными винтами 22, для чего в ролике 21 выполнены, как минимум, три резьбовых отверстия 23. На ступице 17 и ролике 21 выполнены фланцевые поверхности. Затяжка фланцевого соединения 24 осуществлена крепежными узлами 25, каждый из которых включает болт 26 с корончатой гайкой 27 и шплинтом 28, а также пакет тарельчатых пружин 29. Усилие сжатия пружин 29 рассчитано таким образом, что возникающая при этом сила трения во фланцевом соединении 24 была бы больше максимальной радиальной нагрузки на ролик 21.
Пример работы машины.
В опорные кольца 2 и 5 машины устанавливается изложница 1. Нагрузка передается через системы катков 3 и 6 на плиты 4 и 7 и через резинопневматические амортизаторы 8 и резиновые амортизаторы 9 на основание 11 и на фундамент. Через системы 15 и 16 в резинопневматических амортизаторах 9 создается давление, обеспечивающее равномерное распределение нагрузок на системы верхних 3 и нижних 6 катков.
При включении приводов 13, через систему верхних катков 3, вращение передается на опорное кольцо 2 и на изложницу 1. Последняя через опорное кольцо 5 передает вращающий момент на неприводную систему катков 6. При вращении изложница 1, а также кинематически с ней связанные системы катков 3, 6 и плиты 4, 7 совершают колебания, амплитуда которых резко возрастает при прохождении интервала резонансных частот вращения. Ограничение роста амплитуд происходит при контакте плит 4 и 7 с резинометаллическими амортизаторами 12. Центровка опорных колец 2 и 5 с изложницей 1 относительно систем опорных катков 3 и 6 осуществляется центрирующими роликоопорами 8.
Осевую нагрузку от веса изложницы 1 опорных колец 2 и 5 и заливаемого в изложницу 1 металла воспринимают ролики 21 систем опорных катков 3 и 6. Нагрузка от роликов 21 передается через фланцевые соединения 24 на ступицы 17 и консольные валы 18 (на его посадочные диаметры dст), таким образом разгружая посадочные диаметры dр от восприятия радиальной нагрузки.
Для демонтажа ролика 21 достаточно снять крепежные узлы 25, вставить в резьбовые отверстия 23 отжимные болты 22 и с их помощью выпрессовать ролик 21.
При выполнении посадочных диаметров ролика dр и ступицы dст в соотношении dр/dст>0,7 ухудшится центровка ролика 21 относительно его оси вращения, это связно с тем, что при одинаковой точности изготовления посадочных поверхностей, для больших диаметров, больше допуск на их радиальное биение, к тому же на большем посадочном диаметре возрастет усилие выпрессовки ролика с оси. Выполнение этого соотношения меньше чем 0,2, т.е. dр/dст<0,2 не даст ощутимого увеличения точности центровки ролика 21 и уменьшения усилия его выпрессовки с вала 18, но значительно ослабит посадочный диаметр dр вала 18.
Таким образом, снабжение опорных катков ступицами и крепежными узлами, выполнения на ступицах и на роликах фланцевых поверхностей, затяжка фланцевых соединений крепежными узлами, включающими пакеты тарельчатых пружин, обеспечивает надежность этих соединений в условиях вибрации и температурного расширения, а также возможность замены роликов с изношенной рабочей поверхностью непосредственно на машине и тем самым снизить эксплуатационные расходы, связанные с производством этих работ.
Источники информации
1. Патент России RU №2048251, В 22 D 13/02, 1995 г.
2. Патент России RU №2124414, В 22 D 13/04, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА | 2004 |
|
RU2254961C1 |
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА | 1997 |
|
RU2124414C1 |
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА | 2000 |
|
RU2173607C1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| ВЕРХНЯЯ ОПОРА ПОДВЕСКИ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2622318C2 |
| ЦЕНТРОБЕЖНАЯ ВЕРТИКАЛЬНАЯ МАШИНА | 1992 |
|
RU2048251C1 |
| МАХОВИКОВОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ДЛЯ АВТОМОБИЛЯ | 1994 |
|
RU2201541C2 |
| Компрессор с возможностью замены рабочих цилиндров | 2023 |
|
RU2819971C1 |
| АМОРТИЗАТОР | 1992 |
|
RU2044191C1 |
| УСТАНОВКА АГРЕГАТОВ НАСОСНЫХ ДИНАМИЧЕСКИХ, ВЕРТИКАЛЬНОГО ТИПА | 2023 |
|
RU2819369C1 |
Изобретение может быть использовано при производстве литых валков центробежным способом. Машина содержит основание, изложницу, верхнюю и нижнюю плиты, упруго соединенные с основанием, центрирующие роликоопоры и опорные катки, включающие консольные валы с роликами. Каждый опорный ролик снабжен ступицей, посаженной на вал, и крепежными узлами. На ролике и ступице выполнены фланцевые поверхности, по которым они соединены крепежными узлами. Соотношение посадочного диаметра ролика к посадочному диаметру ступицы составляет 0,2-0,7. Каждый крепежный узел выполнен в виде болтового соединения с пакетом тарельчатых пружин. Обеспечивается возможность замены роликов прямо на машине и, как следствие, уменьшение эксплуатационных расходов. 2 з.п. ф-лы, 2 ил.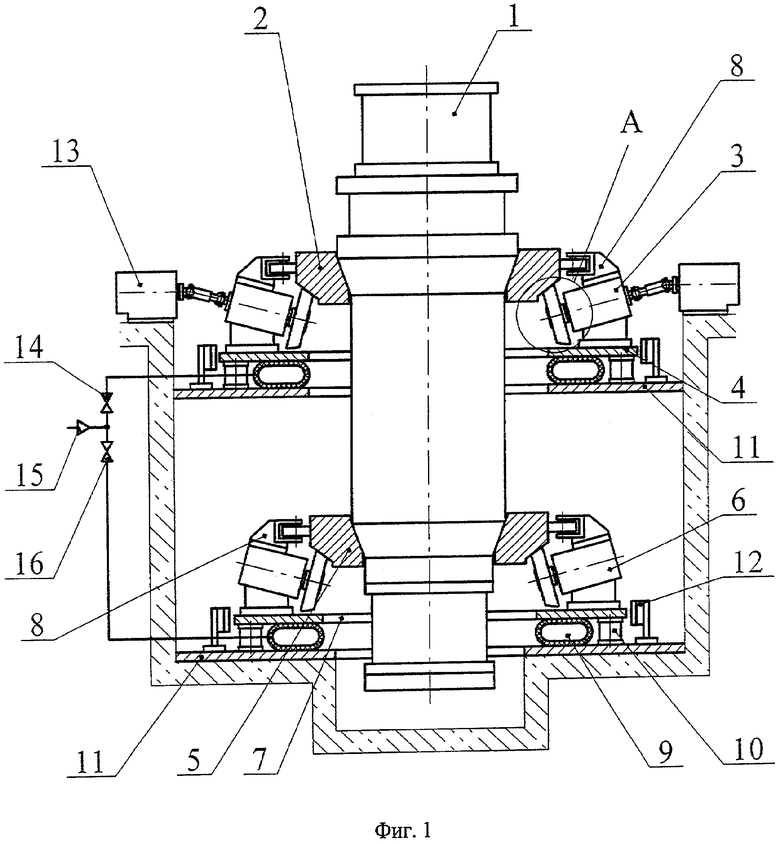
| ЦЕНТРОБЕЖНАЯ ЛИТЕЙНАЯ МАШИНА | 1997 |
|
RU2124414C1 |
| МАШИНА С ГОРИЗОНТАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ ФОРМЫ ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1998 |
|
RU2146182C1 |
| ЦЕНТРОБЕЖНАЯ ВЕРТИКАЛЬНАЯ МАШИНА | 1992 |
|
RU2048251C1 |
| Привод вращения форм центробежных машин | 1981 |
|
SU952425A1 |
| Опора вращающегося барабана | 1981 |
|
SU998827A1 |

