Изобретение .относится к эксплуа- тации абразивного инструмента, в частности шлифовальных кругов, для обработки режущих деталей вырубных штампов из высоколегированных ттам- повых сталей марок XI2М, Х12МСТ (ЭП952), Х12Ф1, 11Х4В2С,2ФЗМ (ДИ37), Х5ФЗСТ (ЭП951) и т.д.
Цель изобретения - повьш1ение режущих свойств шлифовального круга и снижение температуры в зоне резания при обработке высоколегированных штамповых сталей.
Предлагаемый способ включает в себя пропитку абразивного инструмента импрегнирующнм составом и его последующую сушку, при этом в качестве импрегнирующего состава используют водную композицию поливинилового спирта, меламина, гексаметилен- тетрамина, триэтиленгликоля, ортофос форной кислоты при следующем соотношении ингредиентов,, мас.%:
1-4 2-6
0,5-0,8 0,6-1
15-36 Остальное
и сушку осуществляют при температуре 490-510°С в течение 6-8 мин.
Указанньш импрегнирующий состав создает на поверхности инструмента пленку. Эта пленка снижает адгезионный износ зерен круга при работе и, следовательно, обеспечивает постоянную высокую режущую способность инструмента. Сохранение высокой режущей способности зерен снижает силы резания, вследствие чего снижается температура в зоне резания, зависящая от динамики резания.
Использование предлагаемого импрегнирующего состава позволяет по- высит ь температуру его сушки и, следовательно, снизить время сушки (до 6-8 мин), что не только решает проблему качественного шлифования высоколегированных штамповьк сталей, но и значительно сокращает время пропитки и сушки инструмента.
Полимеризация импрегнирующего состава, используемого в предлагае
мом способе, т.е. образование защитной пленки, происходит при 490-510 с В этом интервале температур достигаются требуемые твердость, высокий предел прочности на растяжение, низкие показатели хрупкости пленки. При уменьшении температуры (ниже 490 С) пленка не образуется, а при увеличении (вьш1е 510 С) ухудшаются механические свойства пленки: твердость, предел прочности на растяже
свойства круга.
Импрегнирующий состав содержит поливиниловый спирт, меламин, гек- саметилентетрамин, триэтиленгликоль, ортофосфорную кислоту и воду. Ортофосфорная кислота, входящая в состав (в присутствии остальных компонентов), при нагревании способствует растворению меламина. Гексаметилен- тетрамин используется в качестве стабилизатора системы, препятствующего выпадению солей. Триэтилен- гликоль способствует протеканию реакций при высоких температурах и дополняет пленкообразующую систему.
Меламин с поливиниловым спиртом в процессе конденсации образуют высокомолекулярные смолоподобные продукты, которые в совокупности с указанными компонентами в процессе сушки образуют на поверхности зерен абразивного инструмента пленку, снижающую адгезионный износ зерен инструмента при работе и, следовательно, обеспечивающую постоянную высокую режушую способность инструмента.
Способ осуществляется следующим образом.
Инструмент периферией погружают в ванну с импрегнируюпщм составом на толщину рабочей части, которая выбирается из условия зксплуатации инструмента.
Медленным (2-3 об/мин) вращением инструмента в ванне производят пропику его в течение 0,5-1 мин при ком50 натной температуре. Вращение может осуществляться вручную.
Обработанный таким образом инструмент устанавливают на шпиндель плоскошлифовального станка и на раS5 бочей скорости (30-35 м/с) раскручивают его в течение 10-15 с. Затем инструмент помещают в печь, предварительно нагретую до 490-510°С и выдержнвают в течение 6-8 мин. Инструмент охлаждают на воздухе.
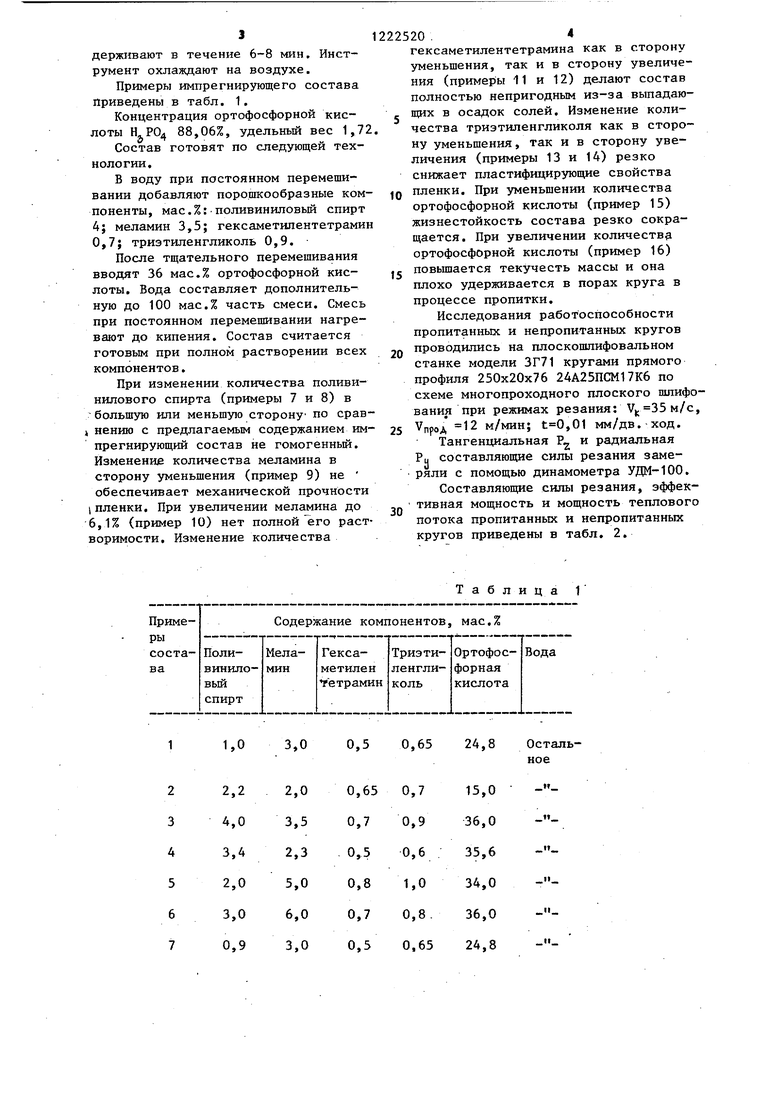
Примеры импрегнирующего состава приведены в табл. 1.
Концентрация ортофосфорной кислоты 88,06%, удельный вес 1,72.
Состав готовят по следующей технологии.
В воду при постоянном перемешивании добавляют порошкообразные компоненты, мае. %:.поливиниловый спирт 4; меламин 3,5; гексаметипентетрамин 0,7; триэтиленгликоль 0,9.
После тщательного перемешивания вводят 36 мас.% ортофосфорной кислоты. Вода составляет дополнительную до 100 мас.% часть смеси. Смесь при постоянном перемешивании нагревают до кипения. Состав считается готовым при полном растворении всех компонентов.
При изменении количества поливинилового спирта (примеры 7 и 8) в большую или меньшую сторону по срав- нению с предлагаемым содержанием им- прегнирующий состав не гомогенньй. Изменение количества меламина в сторону уменьшения (пример 9) не обеспечивает механической прочности Пленки. При увеличении меламина до ,1% (пример 10) нет полной его расторимости. Изменение количества
5
гексаметилентетрамина как в сторону уменьшения, так и в сторону увеличения (примеры 11 и 12) делают состав полностью непригодным из-за выпадающих в осадок солей. Изменение количества триэтиленгликоля как в сторону уменьшения, так и в сторону увеличения (примеры 13 и 14) резко снижает пластифицирующие свойства Q пленки. При уменьшении количества ортофосфорной кислоты (пример 15) жизнестойкость состава резко сокращается. При увеличении количеству ортофосфорной кислоты (пример 16) повьшается текучесть массы и она плохо удерживается в порах круга в процессе пропитки.
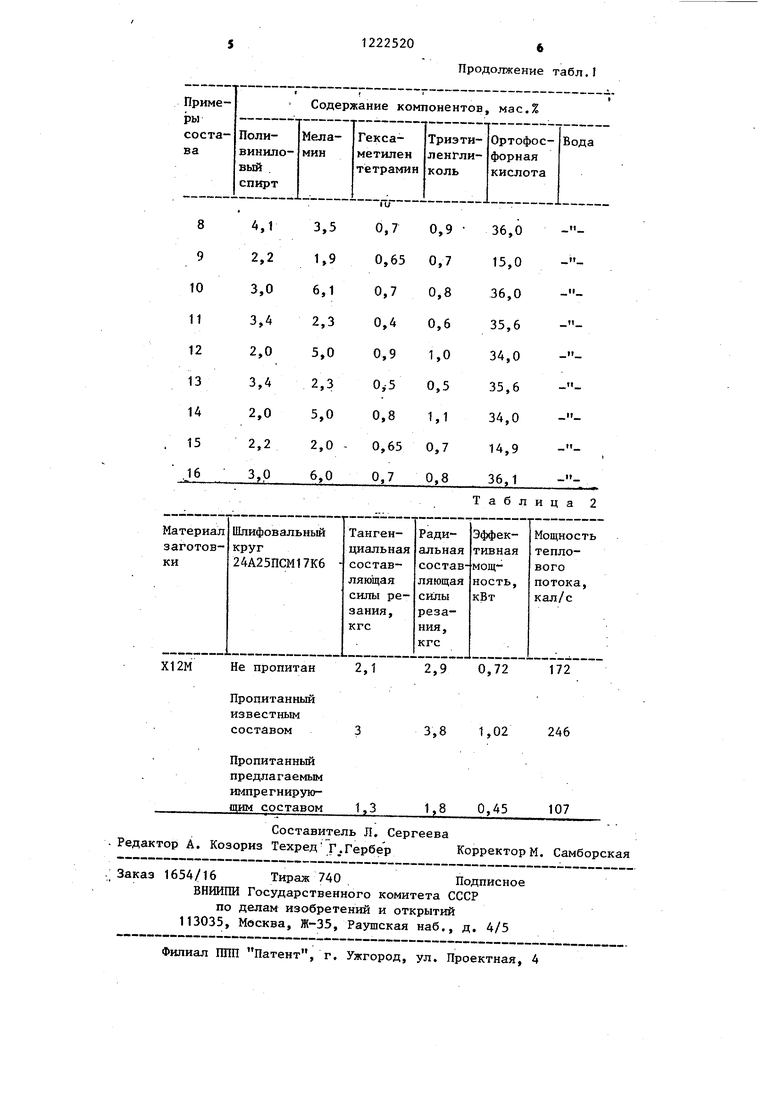
Исследования работоспособности пропитанных и непропитанных кругов проводились на плоскошлифовальном станке модели ЗГ71 кругами прямого профиля 250x20x76 24А25ПСМ17К6 по схеме многопроходного плоского шлифования при режимах резания: V,, 35 м/с, проА 12 м/мин; ,01 мм/дв. ход.
Тангенциальная Р и радиальная Рц составляющие силы резания замеряли с помощью динамометра УДМ-100.
Составляющие силы резания, эффективная мощность и мощность теплового потока пропитанных и непропитанных кругов приведены в табл. 2.
0
Таблица 1
Не пропитан2,1
Пропитанный известным составом3
Пропитанный предлагаемым ш-шрегнирую- щим составом 1,3
Составитель Л, Сергеева Редактор А. Козориз Техред J. Гербер Корректоры. Самборская
Заказ 1654/16 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ШТП Патент, г, Ужгород, ул. Проектная, 4
Продолжение табл,1
Таблица 2
2,9 0,72 172
3,8 1,02 246
1,8 0,45 107
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1653939A1 |
| Способ пропитки абразивного инструмента | 1987 |
|
SU1407780A1 |
| Смазка для механической обработки металлов | 1987 |
|
SU1482933A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2513175C1 |
| Состав для пропитки абразивного инструмента | 1990 |
|
SU1715563A1 |
| Способ импрегнирования абразивного инструмента | 1981 |
|
SU1028494A1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1131640A1 |
| Способ финишной обработки поверхностей деталей машины | 1986 |
|
SU1425051A1 |
| Состав для пропитки абразивного инструмента | 1986 |
|
SU1321566A1 |
| СОСТАВ ДЛЯ ПРОПИТКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 2013 |
|
RU2532615C1 |
| СПОСОБ ПОВЫШЕНИЯ ТВЕРДОСТИ АБРАЗИВНОГО ИНСТРУМЕНТА | 0 |
|
SU337245A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
