Изобретение относится к керамической и авиационным отраслям промышленности и, преимущественно, может быть использовано при формовании методом шликерного литья водных суспензий в гипсовые формы керамических изделий типа носовых диэлектрических конусов летательных аппаратов.
Из опубликованных информационных источников известны устройства для формования керамических изделий методом литья водных шликеров.
Устройство для литья полых керамических изделий согласно авторского свидетельства СССР N 1570900, МКИ В 28 1/26, содержит влагопоглощающую форму (матрицу), сердечник в виде эластичной оболочки, механизм для деформирования эластичной оболочки и обеспечения подпитки.
К причинам, препятствующим достижению заявленного технического результата - получение равнотолщинных изделий, относится то, что в названном устройстве сердечник в виде эластичной оболочки не является элементом конструкции, формирующем внутренний контур изготавливаемого изделия.
В этом случае получение изделий с одинаковой толщиной стенки во всех сечениях основывается на предположении, что набор черепка по всей поверхности идет с одинаковой скоростью. Это предположение не является абсолютно верным. Влияние гидростатического столба приводит к тому, что набор черепка в нижней части формы идет с большей скоростью и, следовательно, стенка изделия получается более толстой. Эта разница оказывается значительной для изделий высотой от 500 мм и выше.
Устройство для формования керамических изделий согласно патенту США N 3481010, кл. 25-124 включает металлическую матрицу с внутренним профилем, повторяющим наружный контур изготавливаемого изделия, подпиточную камеру и сердечник, оформляющий внутреннюю поверхность изделия и выполненный с пористой поверхностью.
Набор керамического черепка осуществляется за счет отбора влаги через пористую, выполненную на тканевой основе, поверхность сердечника путем продувания через внутренний объем сердечника нагретого воздуха.
Разнотолщинность отформованных изделий с применением рассматриваемого устройства достигает больших значений, в силу того, что изготовить криволинейную поверхность пуансона на тканевой основе, равноотстоящую в любой сечении от внутреннего контура матрицы технически затруднительно. Обеспечение качества изделий достигается в этом случае путем увеличения припуска для окончательной обработки, что ведет к экономическим потерям.
Наиболее близким устройством того же назначения, выбранном в качестве прототипа к заявленному изобретению по совокупности признаков, является устройство для формования керамических изделий из водных шликеров по авторское свидетельству СССР N 1664560, кл. В 28 В 1/26 от 25.04.1989 г.
Рассматриваемое устройство обладает рядом недостатков, препятствующих достижению заявленного технического результата.
Во-первых, кинетика набора черепка из водного шликера такова, что действие механизма самоориентации слабо выражено. Воздействие отвердевшего черепка на соприкасающийся с ним сердечник незначительно ввиду снижения роста отливки в месте соприкосновения из-за прекращения подпитки.
Во-вторых, при самоориентации шарнирно подвешенного формообразующего стержня за счет силы тяжести требуется очень точное выполнение по координатным осям и угловому смещению базовых поверхностей шарнирного соединения относительно центральной оси внутренней поверхности матрицы, образующей наружную поверхность формуемых изделий.
В третьих, при работе устройства матрица должна устанавливаться строго горизонтально, для того чтобы устранить изначальную несоосность подвешенного формообразующего стержня относительно внутреннего контура матрицы. В составе рассматриваемого устройства-прототипа отсутствуют конструктивные элементы, обеспечивающие установку горизонтального положения я его контроль, что может приводить к несовпадению осей формообразующего стержня сердечника и внутреннего контура матрицы и, соответственно, к появлению разнотолщинности на изготавливаемых изделиях.
Целью настоящего изобретения является получение равнотолщинных крупногабаритных изделий типа носовых диэлектрических конусов летательных аппаратов.
Указанный технический результат при осуществлении изобретения достигается тем, что в заявленном устройстве для формования керамических изделий, включающем влагопоглощающую матрицу, сердечник с опорным фланцем и формообразующем стержнем, подпиточные емкости, сердечник выполнен со съемным опорным фланцем, снабженным центрирующим штоком, на котором закреплен формообразующий стержень, при этом опорный фланец сердечника соединен с фланцем матрицы посредством направляющих.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным я научно-техническим источникам информация и выявление источников, содержащих сведения об аналогах, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения.
Выделение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности существенных признаков аналога, позволяет определить совокупность существенных признаков, обеспечивающих достижение технического результата в заявленном устройстве и изложенных в формуле. Следовательно, заявленное изобретение соответствует условию "новизна".
Заявителем проведен анализ известных технических решений и сравнение их с отличительными признаками заявляемого устройства. Заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, который позволил бы достигнуть вышеназванного технического результата - получение равнотолщинных изделий. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
На приведенном чертеже изображен общий вид заявляемого устройства.
Конструкция устройства включает матрицу 1, состоящую из перфорированного корпуса с наформованным гипсовым слоем, сердечник с разъемным опорным фланцем 2 и центрирующим штоком, формообразующий стержень 3, направляющие колонки 4, зажимные гайки 5. Во фланец сердечника ввернуты стержни с головками 6, проходящие через сквозные отверстия опорного фланца и взаимодействующие с фигурными пазами поворотной шайбы 7.
Для подачи шликера к нижнему фланцу матрицы подсоединен заливочный штуцер 8, а сверху на опорном фланце закреплены подпиточные емкости 9, общий объем которых определяется, исходя из необходимого объема подпитки для формующих изделий.
Для нанесения гипсового слоя на наружной поверхности матрицы закрепляется съемная герметизирующая оболочка 10 и предусмотрен штуцер 11.
Устройство работает следующим образом.
Сначала производят сборку опорного фланца 2 с формообразующим стержнем, оформляющим наружную поверхность отливаемого изделия. Для этого формообразующий стержень устанавливают на центрирующий шток опорного фланца и посредством стержней 6 и поворотной шайбы 7 неподвижно фиксируют. Полученную сборку устанавливают в матрицу 1 по направляющим колонкам 4 и зажимают гайками 5. Затем на перфорированную поверхность матрицы одевается съемная герметизирующая оболочка 10 и через штуцер 11 производится заливка гипса. После отвердевания гипса сердечник в сборе извлекают из матрицы и проводят термическую сушку гипса. Затем проводится сборка устройства под заливку шликером. Для этого в сердечнике заменяется формообразующий стержень, т.е. на титрирующий шток опорного фланца 2, устанавливают и фиксируют формообразующий стержень 3, оформляющий внутреннюю поверхность отливаемого изделия, после чего сердечник в сборе крепится к матрице по описанной схеме.
Подача шликера осуществляется снизу через штуцер 8, причем производят заполнение как внутренней полости так и подпиточных емкостей 9. По окончании набора отвинчивают крепежные гайки 5 и сердечник по направляющим колонкам 4 извлекают из матрицы. После выемки отформованного изделия и термической сушки гипса сборка устройства под заливку шликера производится снова в приведенной выше последовательности.
Заявляемое устройство для формования керамических изделий обеспечивает возможность получения тонкостенных длинномерных изделий для авиационной промышленности с высокой точностью.
Отклонения толщины стенки изготавливаемых изделий по сравнению с прототипом уменьшается в 5. ..10 раз и не превышает 0,2 мм при выполнении устройства по среднему классу точности т.е. по 7-8 квалитету. На основания этого следует заключить, что заявляемое изобретение соответствует условию промышленной применимости.
Источники информации
1. Авторское свидетельство СССР N 1570900,кл. B 28 B 1/26, 1988 г.
2. Патент США N 3481010, НКИ 25-124, 1969 г.
3. Авторское свидетельство СССР N 1664560, МКИ В 28 В 1/26, 1989 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2001 |
|
RU2207949C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ РАВНОТОЛЩИННЫХ КРУПНОГАБАРИТНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2242359C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2248271C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
Изобретение относится к керамической и авиационной отраслям промышленности и может быть использовано при изготовлении керамических носовых конусов скоростных летательных аппаратов. Технический результат - получение изделий с равной толщиной стенки в любом поперечном сечении за счет обеспечения точной соосной установки матрицы и сердечника. Устройство включает матрицу с наборным гипсовым слоем, сердечник со съемным опорным фланцем и формообразующим стержнем, направляющие колонки, зажимные гайки. Во фланец сердечника ввернуты резьбовые стержни с головками, проходящие через сквозные отверстия опорного фланца и взаимодействующие с фигурными пазами поворотной шайбы. Для подачи шликера к нижнему фланцу матрицы подсоединен заливочный штуцер, а сверху на диске закреплены подпиточные емкости. Для нанесения гипсового слоя на наружной поверхности матрицы закрепляется съемная герметизирующая оболочка и предусмотрен штуцер. 1 ил.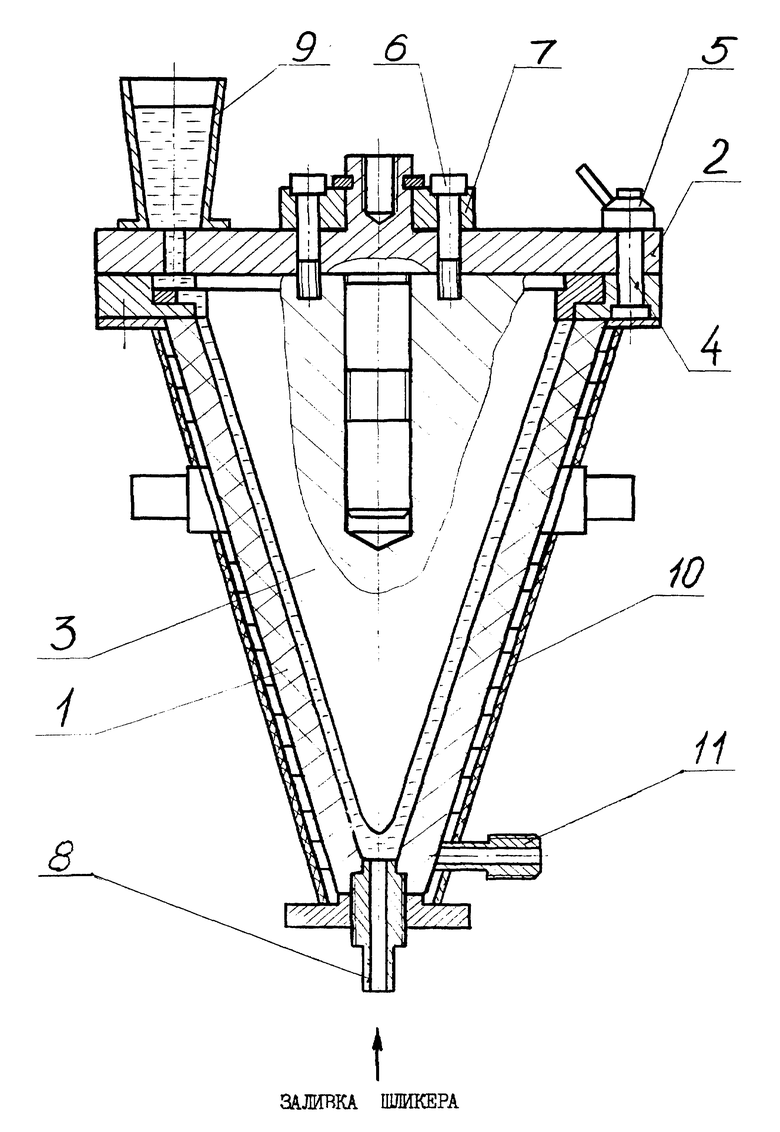
Устройство для формования керамических изделий из водных шликеров, включающее влагопоглощающую матрицу, сердечник с опорным фланцем и формообразующим стержнем, подпиточные емкости, отличающееся тем, что сердечник выполнен со съемным опорным фланцем, снабженным центрирующим штоком, на котором закреплен формообразующий стержень, при этом опорный фланец сердечника соединен с фланцем матрицы посредством направляющих.
| Устройство для формования керамических изделий из водных шликеров | 1989 |
|
SU1664560A1 |
