Изобретение относится к керамической промышленности, в частности к технологии формования керамических изделий из водных шликеров в гипсовых формах, и может быть использовано при изготовлении тонкостенных керамических заготовок для оболочек антенных обтекателей из кварцевой керамики и других керамических материалов наливным методом водного шликерного литья.
Известны устройства для формования керамических изделий из водных шликеров, например по патенту РФ №2137599, кл. В28В 1/26. Устройство включает влагопоглащающую матрицу в металлическом перфорированном каркасе, пассивный сердечник с опорным фланцем и центрирующим штоком, направляющие колонки для соединения матрицы и сердечника, систему подачи и подпитки шликера с подпиточными емкостями необходимого объема, литниковое кольцо и заливочный штуцер.
Указанное устройство используется в технологии изготовления равнотолщинных керамических заготовок. В рассматриваемой конструкции поступление подпиточного объема шликера в заливаемую полость матрицы осуществляется из нескольких подпиточных емкостей через соответствующие каналы во фланце сердечника и литниковом кольце, при этом распределение подпиточного объема шликера по круговому периметру в заливаемой полости происходит неравномерно, что вызывает изменение кинетики набора и появление недоливов в зоне основания заготовки. Кроме того, изготовление равнотолщинных заготовок для оболочек обтекателей является экономически невыгодным вариантом, так как оболочки керамических обтекателей у основания на сравнительно небольшой длине имеют конструктивное утолщение стенки. Получение такого контура оболочки связано с увеличением объема механической обработки керамического материала, и значительным количеством безвозвратных отходов.
Наиболее близким к заявляемому является устройство для формования крупногабаритных сложнопрофильных керамических заготовок по патенту РФ №2359939, кл. В28В 1/26. Устройство содержит влагопоглащающую матрицу в металлическом перфорированном каркасе, пассивный сердечник с узлами центровки его относительно матрицы, системы подачи и подпитки шликера в виде заливочного патрубка и подпиточных емкостей, а между фланцами матрицы и сердечника установлено литниковое кольцо с каналами для прохода шликера, нижний торец которого совпадает с краем влагопоглащающей части матрицы.
Отличительной особенностью рассматриваемого устройства является то, что зазор между рабочими поверхностями влагопоглащающей части матрицы и сердечника, определяющий контур отливаемой заготовки, имеет увеличение к носовой части в пределах 1,10…1,50 по отношению к толщине у основания.
Такое конструктивное решение обусловлено учетом возможного гравитационного осаждения крупных фракций шликера во время набора заготовки. Для реализации полного без недоливов набора стенки заготовки с заданным утолщением к носку требуется обеспечить точное соотношение значений гравитационного осаждения и капиллярного набора на гипс по всему профилю заготовки. Определить вклад каждого из указанных процессов в суммарный процесс формования керамической заготовки для каждого ее сечения является практически трудноразрешимой задачей из-за множества разнообразных факторов. Причем эти факторы относятся к двум разным системам. С одной стороны, это факторы, определяющие устойчивость шликера, т.е. отсутствие осаждения частиц, а с другой, факторы, определяющие кинетику набора на гипс: пористость, влажность, температуру окружающей среды и т.д.
Указанный в прототипе диапазон увеличения толщины стенки не является точным критерием для оценки взаимозависимости рассматриваемых процессов и потому очень сложен в реализации.
На практике полный набор стенки заготовки может произойти раньше в тонкой части в районе основания, а в средней части заготовки остается при этом без подпитки, и, как следствие, возникают недоборы стенки, что является признаком брака. Кроме того, крупногабаритные тонкостенные заготовки конусообразной формы с уменьшенной толщиной стенки у основания и увеличенной толщиной стенки в носовой части при температуре спекания 1220÷1260°С склонны к короблению и деформации.
Задачей изобретения является улучшение качества отформованных крупногабаритных тонкостенных изделий.
Указанная задача достигается тем, что предложено устройство для формования керамических изделий из водных шликеров, содержащее влагопоглащающую матрицу, пассивный сердечник, узлы их взаимной соосной установки, систему подачи и подпитки шликера с подпиточными емкостями, литниковое кольцо и заливочный штуцер, отличающееся тем, что контуры формующих поверхностей матрицы и сердечника выполнены исходя из условия постепенного уменьшения зазора между ними к носку на 2÷4 мм, сердечник размещен относительно литникового кольца с зазором 2÷3 мм, литниковое кольцо установлено в матрице по цилиндрической посадке, в литниковом кольце имеется сообщающаяся с заливочной полостью матрицы круговая полость, внутренняя боковая стенка круговой полости выполнена с уклоном в сторону сердечника, а торец литникового кольца расположен в зоне влагопоглащающего слоя матрицы.
Авторами экспериментально установлено, что постепенное уменьшение зазора к носовой части между формующими поверхностями влагопоглащающей матрицы и сердечника обеспечивает формование разнотолщинных тонкостенных заготовок для оболочек обтекателей более экономичного профиля, т.е. снижается расход материала и затраты на последующую механическую обработку. Кроме того, подобный профиль заготовки при формовании способствует повышению однородности структуры по всему объему заготовки, устраняет недоливы в ее носовой части, а также уменьшает деформации при высокотемпературном обжиге.
В таблице приведено изменение плотности оболочек обтекателей из кварцевой керамики, полученных на различных устройствах: 1 - с уменьшением зазора между матрицей и сердечником в носовой части формы (по предлагаемому техническому решению), 2 - при равномерном зазоре, 3 - при увеличении зазора к носку. Зазор на высотах от основания 50, 300, 600, 900 и 1100 мм контролировали по толщине керамической заготовки в этих зонах при помощи механической скобы с индикатором часового типа, плотность - УЗ-методом. Высота оболочки 1300 мм, диаметр у основания 440 мм.
Таблица - Толщины заготовок и изменение плотности изделий из кварцевой керамики, отформованных по предлагаемому решению, аналогу и прототипу
Видно, что минимальный разброс плотности достигнут при формовании изделий с уменьшением зазора между матрицей и сердечником у носовой части матрицы. Это объясняется тем, что в предложенной конструкции устройства крупные частицы, более всего подверженные гравитационному осаждению, не накапливаются в утолщенной носовой зоне, а равномерно распределяются по всей высоте заготовки, улучшая ее однородность и качество.
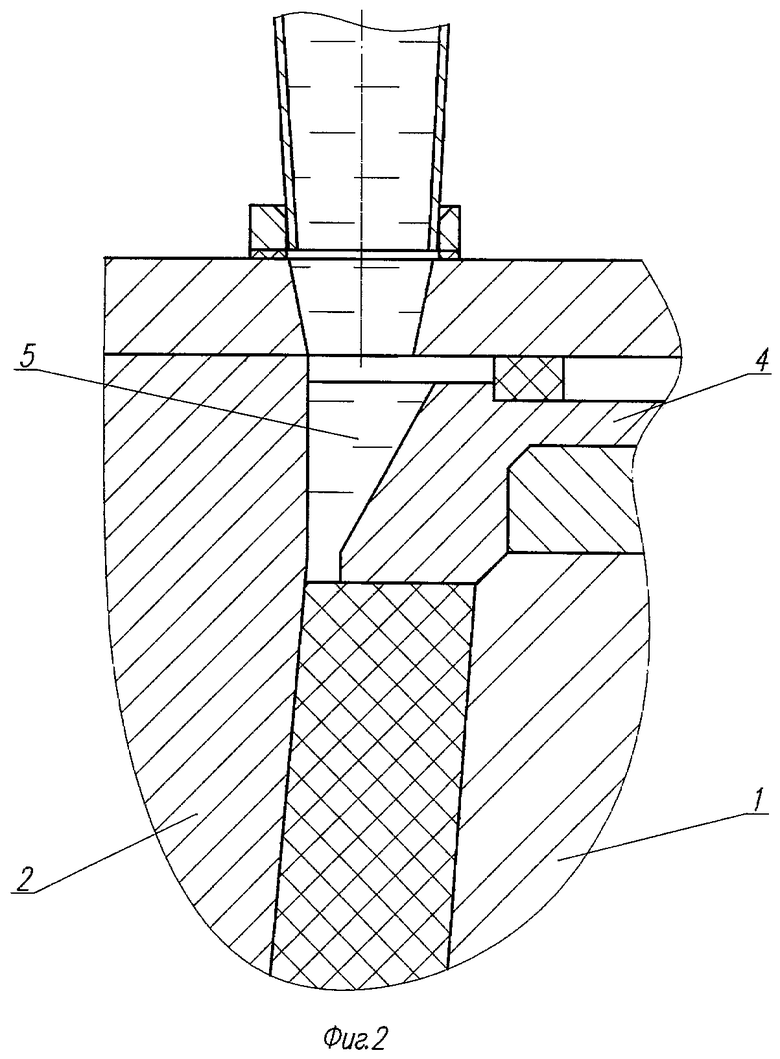
Важным условием для формования качественных заготовок является осуществление непрерывной подпитки шликером по всему периметру торца заготовки. Для реализации этого требования в заявляемом устройстве литниковое кольцо имеет круговую полость, обеспечивающую растекание шликера по периметру торца заготовки. Кроме того, боковая стенка круговой полости выполнена с уклоном в сторону сердечника, что предотвращает возникновение застойных зон и нежелательное оседание в них крупных фракций, что приводит к ухудшению качества структуры стенки заготовки.
Для исключения недоливов и сколов у торца заготовки высота литникового кольца выбрана таким образом, что торец расположен в зоне влагопоглащающего слоя матрицы, примерно на 4÷5 мм ниже верхнего края влагопоглащающего слоя. Такое перекрытие улучшает условия набора торца заготовки.
В заявляемом устройстве сердечник установлен с зазором 2÷3 мм относительно литникового кольца, что, с одной стороны, обеспечивает свободный проход шликера, а с другой стороны, возникающий облой на торце после отвердевания легко удаляется без нарушения целостности торца.
На чертежах представлено:
на фиг.1 - общий вид заявляемого устройства,
на фиг.2 - разрез и положение литникового кольца в увеличенном масштабе.
Заявляемое устройство включает влагопоглащающую матрицу 1, пассивный сердечник 2, узел соосной установки в виде съемного фланца с центрирующим штоком 3, литниковое кольцо 4, с кольцевой полостью 5 колонки 6, зажимные гайки 7, подпиточные емкости 8, заливочный штуцер 9 и кантователь 10.
Устройство работает следующим образом. Предварительно соединяются составные части устройства: матрица 1, сердечник 2, литниковое кольцо 4, колонки 6 с зажимными гайками 7. Устанавливаются подпиточные емкости 8 и подсоединяется заливочный штуцер 9. Сборка устанавливается на кантователь 10 в вертикальном положении.
Заливка шликера производится через заливочный штуцер методом сообщающихся сосудов. По мере набора заготовки осуществляют контроль завершения набора различными методами: УЗ-методом, лазерным, оптическим с завершающей проверкой проволочным щупом с ограничителем погружения, введенным через прибыльную емкость в зазор между литниковым кольцом и сердечником. После завершения набора остатки шликера из подпиточных емкостей сливают поворотом формового комплекта в кантователе 10, снимают подпиточные емкости, сердечник с опорным фланцем, литниковое кольцо. Через 1÷2 часа заготовку извлекают из формы (после ее отделения от рабочей поверхности гипсовой формы за счет усадки материала).
Предлагаемое устройство для формования керамических изделий из водных шликеров позволяет получать качественные крупногабаритные тонкостенные керамические изделия с уменьшением припуска на мехобработку, что обеспечивает снижение трудозатрат на механическую обработку до 20% и снижает расход материалов до 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| Способ изготовления оболочки антенного обтекателя из кварцевой керамики и установка для его осуществления | 2019 |
|
RU2714162C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2366573C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ИЗ ВОДНЫХ ШЛИКЕРОВ | 2005 |
|
RU2297322C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2325990C1 |
Изобретение относится к области строительства, а именно к конструкциям для формования керамических изделий. Изобретение позволит обеспечить повышение качества изделий с уменьшением припуска на механическую обработку. Устройство для формования керамических изделий из водных шликеров содержит влагопоглощающую матрицу, пассивный сердечник, узлы их взаимной соосной установки, систему подачи и подпитки шликера с подпиточными емкостями, литниковое кольцо и заливочный штуцер. Контуры формующих поверхностей матрицы и сердечника выполнены исходя из условия постепенного уменьшения зазора между ними к носку на 2-4 мм, сердечник размещен относительно литникового кольца с зазором 2-3 мм. Литниковое кольцо установлено в матрице по цилиндрической посадке. В литниковом кольце имеется сообщающаяся с заливочной полостью матрицы круговая полость, внутренняя боковая стенка круговой полости выполнена с уклоном в сторону сердечника, а торец литникового кольца расположен в зоне влагопоглощающего слоя матрицы. 1 табл., 2 ил.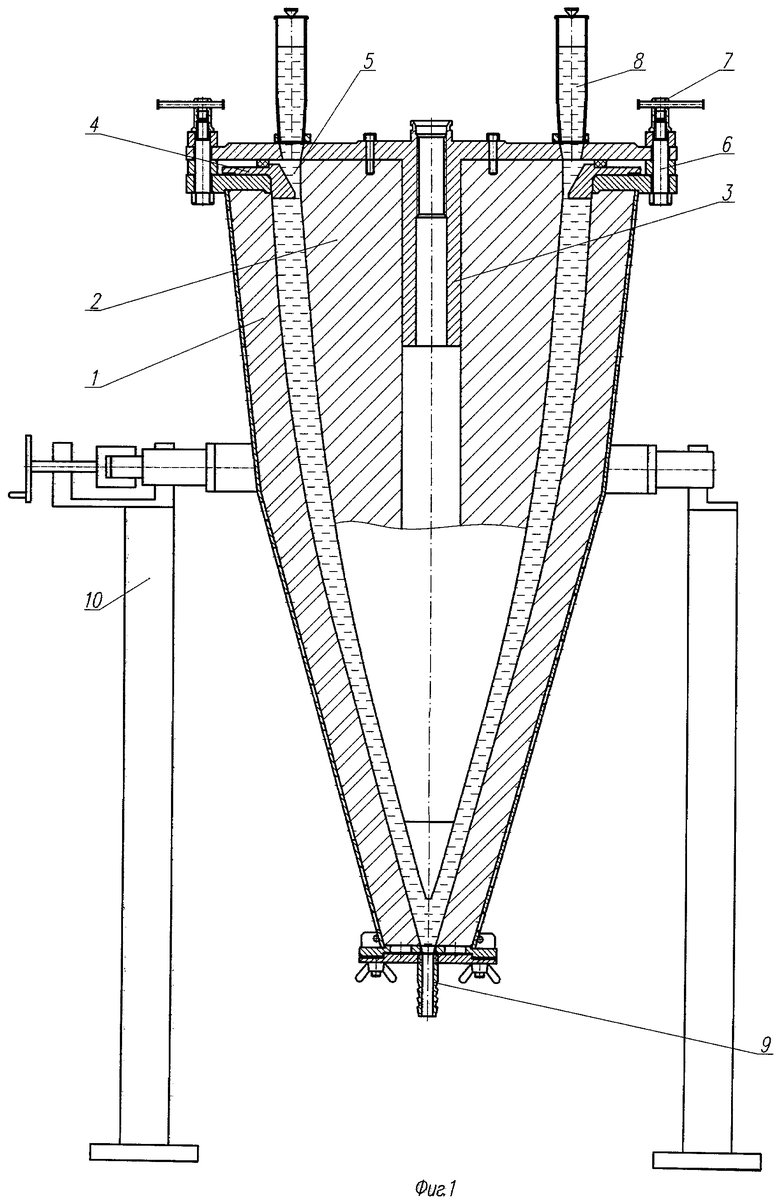
Устройство для формования керамических изделий из водных шликеров, содержащее влагопоглощающую матрицу, пассивный сердечник, узлы их взаимной соосной установки, систему подачи и подпитки шликера с подпиточными емкостями, литниковое кольцо и заливочный штуцер, отличающийся тем, что контуры формующих поверхностей матрицы и сердечника выполнены исходя из условия постепенного уменьшения зазора между ними к носку на 2÷4 мм, сердечник размещен относительно литникового кольца с зазором 2÷3 мм, литниковое кольцо установлено в матрице по цилиндрической посадке, в литниковом кольце имеется сообщающаяся с заливочной полостью матрицы круговая полость, внутренняя боковая стенка круговой полости выполнена с уклоном в сторону сердечника, а торец литникового кольца расположен в зоне влагопоглощающего слоя матрицы.
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2359939C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1998 |
|
RU2137599C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 1997 |
|
RU2123928C1 |
| US 3481010 A, 15.08.1966 | |||
| ПИЩЕВАЯ ДОБАВКА ДЛЯ ПРОИЗВОДСТВА МЯСНЫХ ИЗДЕЛИЙ, НАПРИМЕР СЫРОКОПЧЕНЫХ КОЛБАС | 1997 |
|
RU2115341C1 |

